
Fターム[4F206AA50]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 再生ポリマー、廃ポリマーを使用するもの (73)
Fターム[4F206AA50]に分類される特許
1 - 20 / 73
射出成形機の材料供給装置
【課題】組立調整のときに複数の供給スクリュ間の位相が容易に調整可能で、かつ、分解前後での供給スクリュ間の位相の復元が容易な射出成形機の材料供給装置を提供すること。
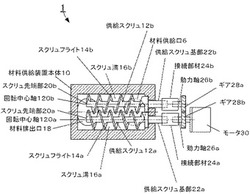
【解決手段】第1,第2供給スクリュ12a,12bは、接続部材24a,24bを介してモータ30に結合されているギア28a,28bを備えた動力軸26a,26bに連結され、スクリュ溝16aとスクリュ溝16bとが互いに反対向きになるようならせんの溝を持つ構造を有し、スクリュフライト14a,14bが相手側のスクリュ溝16a,16bにせり出すような配置で、それぞれの回転軸を平行に材料供給装置本体10の内部に2本並べて併設され、接続部材24a,24bは、一端に前記供給スクリュまたは前記動力軸と位相を合わせて結合するための位相合わせ部と他端に該動力軸または該供給スクリュと位相が自由な位置で結合可能な結合部を備えた射出成形機の材料供給装置。
(もっと読む)
成形品の製造方法

【課題】 本発明は、リサイクル性に優れており、優れた剛性及び耐衝撃性を有する成形品を製造することができる成形品の製造方法を提供する。
【解決手段】 本発明の成形品の製造方法は、金型のキャビティ内にスキン層を構成するスキン層用熱可塑性樹脂を射出した後に、上記キャビティ内にコア部を構成するコア部用熱可塑性樹脂を射出して、上記スキン層用熱可塑性樹脂及び上記コア部用熱可塑性樹脂を上記キャビティ内にて層状に流動させて、スキン層が上記スキン層用熱可塑性樹脂から構成され且つコア部がコア部用熱可塑性樹脂から構成された成形品を製造する成形品の製造方法であって、上記コア部用熱可塑性樹脂は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含むことを特徴とする。
(もっと読む)
コンテナ及びコンテナの射出成形方法
【課題】 本発明は、リサイクル性に優れ且つ優れた剛性及び耐衝撃性を有するコンテナを提供する。
【解決手段】 本発明のコンテナAは、底面部1とこの底面部1の外周縁部から上方に向かって延設された周壁部2と、この周壁部2から外方に向かって延設された鍔部3とを有するコンテナにおいて、上記鍔部3及び上記周壁部2の上端部を除いた残余部分は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含む第一熱可塑性樹脂から構成されているコア部4と、このコア部4を被覆し且つ第二熱可塑性樹脂からなるスキン層5とから構成されている一方、上記鍔部3及び上記周壁部2の上端部21は上記第二熱可塑性樹脂から構成されていることを特徴とする。
(もっと読む)
加飾部品の製造方法および加飾部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって複雑な形状を有するものであっても、適切に加飾することを課題とするものである。
【解決手段】樹脂成形体を用いた基材と加飾材と接着材とを用いて加飾部品を製造する製造方法において、基材成形体の損失正接tanδと加飾材・基材・接着材の軟化点を考慮し、真空成形機内に加飾材と接着材とからなる樹脂フィルムと樹脂成形体とを配置する工程と前記加飾材を前記樹脂成形体に真空密着させる工程とを含むようにしたものである。
(もっと読む)
フィルム加飾部品の製造方法、フィルム加飾部品および家電製品
【課題】家電製品に用いる外観部品に係り、特に、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって、複雑な形状を有するものであっても、適切に加飾すること。
【解決手段】リサイクル材料である樹脂成形体を用いた基材と加飾材と接着剤とを用いて加飾部品を製造する製造方法において、所定の条件を満たす、基材と加飾材と接着剤とを用いることによって、加飾材が溶融樹脂と接触した際に、射出された樹脂が有する熱により加飾材の外観品位が損なわれることが無く、接着剤が十分に溶融するため加飾材と基材成形体との間の接着性が高い加飾部品を製造することができる。
(もっと読む)
射出装置
【課題】ペレット状の樹脂材料を供給する際に生じるブリッジ現象を防止し、あるいは発生したブリッジ現象を効率よく解消し、また射出部では重力に逆らった方向への溶融樹脂の射出をも可能とする。
【解決手段】ペレット状の樹脂材料が材料供給部40によって射出部10に供給され、射出部10において樹脂材料を溶融して金型30に射出する構成の射出装置であって、材料供給部40は、射出部10の内部に通じる筒状の供給路44と、この供給路に内蔵されたスクリュー50と、このスクリューをその軸線回りに回転させる駆動機構54とによって構成されている。この駆動機構54によってスクリュー50を供給路44内で回転させることにより、ペレット状の樹脂材料が射出部10の内部に供給される。
(もっと読む)
雨水貯留槽用のブロック部材
【課題】「容リ材」廃プラスチックを用いた場合であっても、強度を確保することができる雨水貯留槽用のブロック部材を提供する。
【解決手段】ブロック部材1は、ベース部2から上方に突出した筒状の周壁30を有する脚部32を有する。この脚部32の周壁30を部分的に肉厚に形成した。
(もっと読む)
熱可塑性樹脂成形体の破砕方法、熱可塑性樹脂成形体の破砕片の製造方法および再生熱可塑性樹脂成形体の製造方法
【課題】表面劣化工程により劣化した部分から得られる破砕片(A)と劣化した部分以外の部分から得られる破砕片(B)とで大きさの異なる破砕片を形成し、品質の高い再生熱可塑性樹脂成形体を製造する。
【解決手段】熱可塑性樹脂成形体に紫外線を照射して表面を劣化させる表面劣化工程、前記表面劣化工程により劣化した部分から得られる破砕片(A)と前記劣化した部分以外の部分から得られる破砕片(B)とで、その平均最長径が異なるように破砕する破砕工程、前記破砕片(A)および前記破砕片(B)のうち、前記破砕片(B)を分離する分離工程、および前記破砕片(B)を用いて、熱可塑性樹脂成形体を成形し再生させる再生熱可塑性樹脂成形体成形工程を有する再生熱可塑性樹脂成形体の製造方法
(もっと読む)
漆器用の混合樹脂材料
【課題】 射出成形に際しての成形サイクルの高速化を実現しながら、耐熱性および機械強度の確保に有利な高度の結晶化状態を実現することができる漆器用の混合樹脂材料を提供する。
【解決手段】 難結晶性樹脂であるPET樹脂と、易結晶性樹脂であるPBT樹脂と、結晶化核剤とを所定の配合割合に混合することによって、PET樹脂の結晶化温度を引き下げる。PET樹脂の結晶化は金型内で実施し、PBT樹脂の結晶化は、離型後に多数個を取りまとめて所定温度の加熱炉等内において一挙に実施する。
(もっと読む)
ペットボトルリサイクル箸の製造方法
【課題】ペットボトルリサイクル箸の製造方法の提供。
【解決手段】ペットボトル回収洗浄後、1cm程度角に裁断処理してフレークと呼ばれる材料形態とし、これを主材として重量比で30−90%程度含有し、ガラス繊維あるいは、カーボン繊維を強化添加材として重量比で10−50%程度含有させたもに、使用済みペットボトルの劣化度に応じて、未使用のバージンペレットであるポリエチレンテレフタレート、ポリエチレンフタレート、ポリブチレンテレフタレート、ABS樹脂、SPS樹脂等を安定化添加材として重量比で0−50%程度含有させることも出来る。これによって得た混合材料を、湿度を取り除いた熱風で乾燥した後、加熱混練装置内で、脱気乾燥しながら加熱混練し、ノズルからそのまま箸金型内に注入する。あるいは、線状体にして押し出してペレット化し、再度、射出成形機にて箸金型内に注入することによって、ペットボトルリサイクル箸を得る。
(もっと読む)
模型用樹脂成形部品
【課題】 樹脂射出成形金型の製造費用の高額化を抑制しつつ、模型部品を切り離した後の樹脂成形部品を、樹脂の種類別に回収することを容易にすることで地球環境保全に貢献することのできる樹脂成形部品の提供。
【解決手段】主ランナーと、主ランナーから分岐した枝ランナーと、枝ランナーの端部にゲートを介して接続された模型部品とを一体成形した樹脂成形部品であって、前記主ランナー及び前記枝ランナーは、樹脂成形に使用される樹脂の種類を識別可能にするための形状部を備えており、前記主ランナーの前記形状部は、前記主ランナーと平行となるように形成されており、前記枝ランナーの前記形状部は、前記ゲートの近傍に形成され樹脂の種類毎に異なる上面形状を有することを特徴とする樹脂成形部品。
(もっと読む)
成形体の製造方法
【課題】 成形体中の材料として使用される再生ポリフェニレンスルフィドの比率を高めても、ポリフェニレンスルフィド成形体が本来有する機械特性、耐熱性、耐薬品性、寸法安定性に優れるという特性を保持した、成形体の製造方法を提供する。
【解決手段】 平均径2〜7mmを有する繊維状充填材強化ポリフェニレンスルフィド製成形体粉砕物(a)100重量部に対し、繊維状充填材強化ポリフェニレンスルフィド組成物ペレット(b)100〜400重量部を配合し、射出成形機に供し、射出成形を行う成形体の製造方法。
(もっと読む)
成形体の製造方法
【課題】 成形体中の材料として使用される再生繊維状充填材強化ポリフェニレンスルフィド組成物の比率を高めても、繊維状充填材強化ポリフェニレンスルフィド成形体が本来有する耐熱性、耐薬品性、寸法安定性に優れるという特性を保持した、成形体の製造方法を提供する。
【解決手段】 繊維状充填材強化ポリフェニレンスルフィド組成物再生ペレット20〜80重量%及び繊維状充填材強化ポリフェニレンスルフィド組成物非再生ペレット80〜20重量%を射出成形機に供し、射出成形を行う成形体の製造方法。
(もっと読む)
排水枡及びその製造方法
【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:2.5〜1:4.5である。これにより、第2の原料(再生原料)の含有率を比較的高くした場合でもブレークスルーの発生を抑えることができる。
(もっと読む)
排水枡及びその製造方法
【課題】 胴部の外径を開口部の外径よりも小さくして軽量化を図った3層構造の排水枡およびその製造方法を提供する。
【解決手段】 排水枡1は、肉厚方向に3層以上の別種材料からなる硬質塩化ビニル製であって、胴部3と、胴部3の側壁3bの上方に接続された開口部5と、胴部3の側壁3bの下部から側方に突き出す、筒状の出側排水管取付部7と、筒状の入側排水管取付部9とを備える。入側排水管取付部9は、出側排水管取付部7より上方の胴部側壁3bから、出側排水管取付部7と直交する方向に突き出している。胴部3の外径は、開口部5の外径よりも小さい。また、出側排水管取付部7の肉厚T出と、入側排水管取付部9と胴部側壁3bとの接続部9Xの肉厚T入との比は、T出:T入=1:1〜1:3である。
(もっと読む)
プラスチック廃材の再資源化方法、プラスチック成形体の製造方法およびプラスチック成形体
【課題】非相溶樹脂であるポリカーボネート樹脂とその他の熱可塑性樹脂とのアロイ樹脂でも、マテリアルリサイクルにより、多様な用途に応じた特性を有するプラスチック成形体を得ることができ、サーマルリサイクルされるプラスチック廃材を低減し、効率的なプラスチック廃材の再資源化方法を提供する。
【解決手段】ポリカーボネート樹脂と、その他の熱可塑性樹脂(A)とからなるアロイ樹脂で形成されたプラスチック廃材を再資源化する方法、当該プラスチック廃材の再資源化方法を含む、プラスチック成形体の製造方法、ならびに、当該プラスチック廃材の再資源化方法により製造された、プラスチック成形体。
(もっと読む)
射出成形機及びその制御方法
【課題】 リサイクル材料とバージン材料のように異なる成形材料の成形に対して一台の射出成形機を共用可能にして低コスト性及び設置スペース性を高める。
【解決手段】 スクリュ速度検出手段5により検出した速度検出値Vdと速度目標値Vfcによりスクリュ速度に対するフィードバック制御を行い、かつ射出圧検出手段6により検出した圧力検出値Pidと圧力目標値Picにより射出圧力に対するフィードバック制御を行う第一制御系Cfにより制御する第一制御モードM1と、速度目標値Vscによりスクリュ速度に対してオープンループ制御を行い、かつポンプ圧検出手段7により検出した油圧ポンプ4のポンプ圧に係わる圧力検出値Ppdと圧力目標値Ppcによりポンプ圧に対するフィードバック制御を行う第二制御系Csにより制御する第二制御モードM2と、第一制御モードM1又は第二制御モードM2に選択的に切換可能なモード選択手段8を備える。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 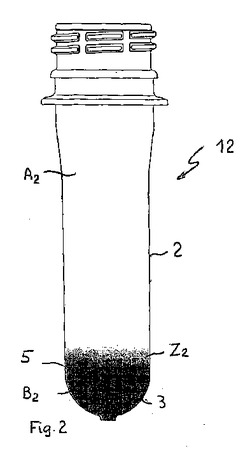 (もっと読む)
(もっと読む)
合成樹脂材料を射出成形する方法及び装置
本発明は、被処理合成樹脂原材料が、溶融温度より低い温度で収容容器内で加熱されながら、絶えず、混合されることにより、同時に結晶化され、乾燥され、及び/又は清浄化され、及び/又は固有の粘度が上げられる、前処理をまず受ける合成樹脂材料を射出成形する方法及び装置に関する。本発明によれば、こうして前処理された合成樹脂材料は、ハウジング(17)内で回転し、ハウジング内で軸線方向に移動可能であり、及び/又はピストンとして作動するスクリュ(16)を備えるスクリュ型射出成形装置(10)に送り込まれ、スクリュにより可塑化され、例えばプレフォームのような成形品として成形される。 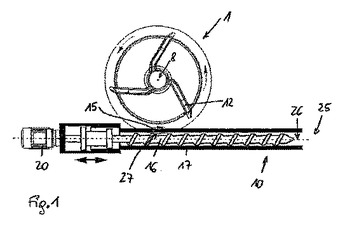 (もっと読む)
(もっと読む)
複合樹脂成形品
【課題】熱可塑性樹脂とポリスチレン系樹脂の密着性が優れている、複合樹脂成形品を提供すること。
【解決手段】本発明の複合樹脂成形品は、基材と、基材の表面の少なくとも一部に形成された熱可塑性樹脂(IV)による表層材とを有する複合樹脂成形品であって、前記基材が、ポリスチレン系樹脂(I)90〜10質量部と、シアン化ビニル化合物‐芳香族ビニル化合物系重合体(II)10〜90質量部とを含有する樹脂組成物(III)から形成され、前記シアン化ビニル化合物‐芳香族ビニル化合物系重合体(II)のアセトン可溶分中のシアン化ビニル化合物単位の含有量が1〜15質量%であることを特徴とする。
(もっと読む)
1 - 20 / 73
[ Back to top ]