
Fターム[4F202CK54]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454)
Fターム[4F202CK54]の下位に属するFターム
アンギュラピン (85)
傾斜面のすり合わせ、カムによるもの (68)
Fターム[4F202CK54]に分類される特許
41 - 60 / 301
ブロー成形体
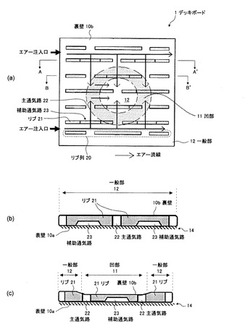
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
ワッシャーセット及びこれを成形する金型装置

【課題】複数のワッシャーをまとめて保管したり、持ち運んだりすることができ、且つ、容易にワッシャーを取り出すことができるワッシャーセットを提供する。
【解決手段】複数のワッシャー2と、これらワッシャー2を保持するワッシャーホルダー3を備える。ワッシャーホルダー3は、複数のワッシャー2の孔に通された軸6と、この軸6の両端部に形成され、ワッシャー2の内径よりも大きな幅を有して軸6が通されたワッシャー2が軸6から外れることを防止するストッパー7を有する。これら両ストッパー7のうちの少なくとも一方が、ワッシャー2が通過できるように弾性変形可能となる取出用ストッパー7aで構成されている。
(もっと読む)
模擬金型装置及び金型合わせ作業訓練方法
【課題】未経験者に対して失敗を許容した訓練を行わせることができ、しかも、同一箇所に対する訓練を単位時間当たりに何度も行わせることが可能で、未経験者を熟練技能者に育て上げるまでの育成時間を短縮することができる模擬金型装置を提供する。
【解決手段】複数の金型を有し、型閉めの際に、複数の金型が組み合わさることによって内部にキャビティが形成される金型装置の一部を模した第1模擬金型装置10Aであって、第1傾斜面22を有する模擬上型14と、型閉めに模した操作の際に第1傾斜面22に当接される第2傾斜面28を有する模擬下型18と、模擬下型18内に摺動可能に収容され、且つ、型閉めに模した操作の際に模擬上型14の第1傾斜面22に接触する訓練作業面70を有する摺動部材46とを有する。
(もっと読む)
二色成形品及びその製造方法
【課題】二色成形品及びその製造方法に関し、二次側成形時に発生するガス焼けやウエルドラインの発生を防止する。
【解決手段】一次側成形品30は、一次側ベース部50、一次側装飾用凸部60、立上面61,62、交差面63〜66、該立上面及び該交差面とで少なくとも囲まれ、該一次側装飾用凸部の外側に位置する該一次側ベース部上の袋小路部70,71、該袋小路部に形成され、該一次側ベース部の意匠面側から裏面側に貫通する二次側樹脂流動路80,81、一次側ベースの裏面側から突出し、該二次側樹脂流動路の周囲を囲む防護壁90を有する。二次側成形品40は、意匠面側成形部100、裏面側成形部110、該二次側樹脂流動路を意匠面側から裏面側に流動し、該防護壁をはさんで該裏面側成形部と離れて点在する点在成形部120を有する。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
離型方法とその装置
【課題】 簡易な構成で凹部を有する成形品を円滑に離型させることができる離型装置を提供する。
【解決手段】 内側にテールライト取付用ボス2を有する成形品1を離型させる装置であって、直押しコア7内に配設されテールライト取付用ボス2を成形する押出ピン12と、下型4内に配設され押出ピン12を突出方向に押し出す押出ブロック14からなり、直押しコア7が上昇すると押出ピン12が押出ブロック14に押されて突出方向に前進し、更に直押しコア7が上昇すると押出ピン12が押出ブロック14から外れて後退してテールライト取付用ボス2から抜ける。
(もっと読む)
保持器付きころおよび樹脂製保持器の成形方法
【課題】 ころ数を増やして負荷容量を高めることができ、簡素な構造の金型を用いて樹脂製の保持器を成形することができる保持器付きころを提供する
【解決手段】 複数のころ1と、これら複数のころ1を保持する樹脂製の保持器2とを備える。保持器2は、軸方向に並ぶ互いに平行な一対の円環部3が、円周方向に並ぶ複数の柱部4で連結され、隣合う一対の柱部4間に形成された各ポケット5に各ころ1をそれぞれ収容する。柱部4を、互いに径方向に離れた外径側部分6と内径側部分7とに分割する。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
パレット、パレット成形金型及びパレット成形方法
【課題】搬送作業を効率良く行うことが可能であると共に強度的にも優れたパレット及び、そのようなパレットを製造するためのパレット成形金型及びパレット成形方法を提供する。
【解決手段】本発明のパレット10は、デッキ盤11の下面に角筒状の桁部15を3行3列に配置して備えると共に、隣り合った桁部15,15の下端部同士の間に差し渡された架橋部17により田の字形状に形成された底盤16を備えている。それら各桁部15の四隅の角部には、縦長面取面15Sが形成されている。そして、各架橋部17の幅を桁部15の幅より小さくして、隣り合って直交した架橋部17,17同士の間まで縦長面取面15Sを延ばした構造になっている。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
射出成形金型
【課題】 製作が容易で、アンダーカットを有する成形品の比較的少量生産用の金型として好適な射出成形金型を提供する。
【解決手段】 アンダーカット形成手段4は、可動側型板26の開閉方向と直交する方向に移動可能なスライドコア41,42と、スライドコア41,42に取り付けられて可動側型板26の開閉方向と直交する方向の外方にのびる操作部材43と、可動側型板26に設けられて操作部材43を案内する案内部材44とを備えている。操作部材43を手動で移動させることでスライドコア41,42の移動が可能とされている。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
成形品の取り出し装置とその方法
【課題】 簡易な構成で、アンダーカット部分を有する成形品を金型から確実に離型させて取り出すことができる成形品の取り出し装置を提供する。
【解決手段】 成形品1のアンダーカット部分1a,1bをまくりあげて成形品1を金型から取り出す装置であって、成形品1のアンダーカット部分1a,1bをまくりあげる拡張手段15と、この拡張手段15によりアンダーカット部分1a,1bがまくりあげられた成形品1を移動する移動手段16と、この移動手段16と共に成形品1のアンダーカット部分1a,1bをまくりあげた状態の拡張手段15を移動手段16と同じ離型方向に押出す直押しロッド17a,17bと、この直押しロッド17a,17bにより押出され離型した成形品1を吸着する吸着手段18を備える。
(もっと読む)
射出成形金型構造
【課題】 構造が簡易で、且つ傾斜ロッドに大きな回転モーメントが作用しない射出成形金型構造を提供する。
【解決手段】 アンダーカット部10aを有する成形品10の射出成形金型の構造であって、一端部3aをエジェクタ板1に固定し、このエジェクタ板1の移動方向に対して傾斜して金型本体7の挿通孔8を貫通すると共に、他端部3bでスライドコア2を支持する傾斜ロッド3と、一端部6aをエジェクタ板1に固定し、エジェクタ板1の移動方向と同じ方向で金型本体7の挿通孔9を貫通すると共に、エジェクタ板1の押出し動作開始直後のみ他端部6bでスライドコア2を支持する直押ロッド6を備える。
(もっと読む)
金型構造及びバンパー
【課題】成形品の外観上目立たない位置にパーティングラインを形成することで見栄えのよい成形品が成形可能な金型構造及びバンパーを提供する。
【解決手段】アンダーカット部を有する成形品の成形を行う金型構造であって、前記成形品表面を成形するための第1成形面2aを有する第1成形型である固定型2と、前記成形品表面のうち前記アンダーカット部を成形するためのアンダーカット成形面3aを有するスライドコア3と、前記成形品裏面を成形するための第2成形面4aを有する第2成形型である可動型4と、を備え、前記第1成形面2aと前記アンダーカット成形面3aとによりキャビティ面Cを形成し、当該キャビティ面C上の前記固定型2と前記スライドコア3との分割位置Pにおいて、前記第1成形面2aと前記第2成形面4aとの間に段差5を形成した。
(もっと読む)
成形体及びその成形方法
【課題】 簡単な機構により、予め表面に気体不透過層が設けられた中空形状の部品を、キャビティ内に設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状の部品の外側に、気体不透過層を形成した後、前記部品を金型のキャビティ内に設置して、前記部品の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
成形体及びその成形方法
【課題】簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行い、二つの層の間にICタグなどの情報記録媒体を封入した、2層構造を有する中空形状の成形体と、その成形方法を提供する。
【解決手段】開口部を有する中空形状の部品4の外側に、情報記録媒体3を取り付けた後、前記部品4を金型のキャビティ2内に設置して、前記部品4の中空部に液体を封入し、前記開口部を密封した状態で、前記部品4外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。具体的には溶融した材料の充填を、射出成形法で行うが、前記の液体封入により中空部の変形を防止できる。
(もっと読む)
多材射出成形機および多材射出成形方法
【課題】必要とされる型締力の割に生産効率がよく、型開閉に伴う成形サイクルを短縮することが可能な多材射出成形機および多材射出成形方法を提供する。
【解決手段】多材射出成形機10は、第1の盤12に取付けられる金型14,15と、第2の盤13に取付けられる金型21,22と、金型14,15と金型21,22との間に配設される中間金型27と、中間金型27またはそのキャビティ28を少なくとも型開閉方向と直交する方向に移動させる移動機構29と、金型14および中間金型27の間と金型21および中間金型27の間にそれぞれ形成される複数の一次キャビティC1,C1に射出を行う第1の射出装置31と、金型15および中間金型27の間と金型22と中間金型27の間にそれぞれ形成され前記一次キャビティC1,C1と形状の異なる複数の他のキャビティC2,C2に射出を行う第1の射出装置31以外の他の射出装置32とを備える。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
成形金型
【課題】一方向の形状の一部が相違する類似した樹脂製品を入れ子の取り替えのみで成形する場合でも、その取り替え作業を簡便に行うことができる成形金型を提供すること。
【解決手段】成形金型1は、一方型10と他方型20とを型締めしたときに形成されるキャビティ40に溶融樹脂Mを流し込んで第1の樹脂製品50を成形可能となっている。また、成形金型1は、一方型10に配置させた第1の入れ子30を取り外して第2の入れ子34を配置させ、他方型20に配置させたスライドブロック32を第1の樹脂製品50を成形した時のスライド位置に対して反対側のスライド位置にスライド配置させると共にこのスライドによって形成される空き空間に第3の入れ子36を配置させ、これら両型10、20を型締めしたときに形成されるキャビティ42に溶融樹脂Mを流し込んで第2の樹脂製品60を成形可能となっている。
(もっと読む)
41 - 60 / 301
[ Back to top ]