
Fターム[4F202CK54]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 移動するもの (2,121) | 離型のための (747) | サイドコア、スライドコア (454)
Fターム[4F202CK54]の下位に属するFターム
アンギュラピン (85)
傾斜面のすり合わせ、カムによるもの (68)
Fターム[4F202CK54]に分類される特許
81 - 100 / 301
アンダーカット処理機構
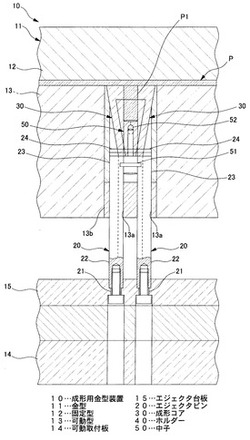
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー40内に、中子ピン50とこれを囲む一対の成形コア30,30を収納し、各成形コア30は、中子ピン50を囲んで互いに対接し合う成形位置と、離隔する離型位置とに摺動可能であり、ホルダー40内に、成形品Pの型抜き時に各成形コア30を成形位置から離型位置に向けて、型抜き方向および逃げ方向にそれぞれ同時に移動する傾斜方向に沿って案内する斜溝43を設けた。また、各成形コア30の移動に伴い中子ピン50はセンター孔P2からの逃げ方向に移動する。
(もっと読む)
逆流防止弁の製造方法及び逆流防止弁

【課題】 成形工程数が少なく製造コストが安価である逆流防止弁の製造方法
【解決手段】
少なくとも、キャビティとコアピンとからなる金型を用いて逆流防止弁を成形する逆流防止弁の製造方法において、
前記キャビティの中心に、上型ピンと上スリーブピンを配置すると共に、コアピンの中心に、下型ピンと下スリーブピンを配置し、前記キャビティと上スリーブピン及びコアピンと下スリーブピンで囲まれる空間部に樹脂を流入して中栓体を成形すると共に、上型ピンと上スリーブピン及び下型ピンと下スリーブピンで囲まれる空間部に樹脂を流入して、弁体を成形し、前記中栓体と弁体が分離した状態で、同時成形されることを特徴とする逆流防止弁の製造方法。
(もっと読む)
インサート材を備えた樹脂成形品及びその製造に用いる金型
【課題】インサート材を強固に保持できる樹脂成形品を得ること、及び、そのための金型を提供する。
【解決手段】インサート材3を、その一部が表面に露出するよう樹脂部5に埋設した樹脂成形品Pであって、樹脂部5に、インサート材3の周縁部のうち少なくとも一部をインサート材3の厚み方向に挟持する挟持部5aを備え、挟持部5aのうちインサート材3の裏側を挟持する部位が、樹脂部5の裏面に対して突出形成してある。
(もっと読む)
金型装置及び成形品の製造方法
【課題】ダイスライドインジェクション成形においてスライドコアによって成形品にアンダーカット部を成形しても、成形品の変形を抑制することが可能な金型装置及び成形品の製造方法を提供する。
【解決手段】ダイスライドインジェクション成形に用いる金型装置は、型開閉可能に構成された可動型17及び固定型を有し、可動型17が型開閉方向と直交する方向に沿って第1位置と第2位置との間で移動可能に構成されている。そして、可動型17にはケース部材にアンダーカット部を成形するためのスライドコア30が設けられ、該スライドコア30は可動型17とともに第1位置と第2位置との間で移動可能に構成されている。
(もっと読む)
射出成形用金型
【課題】 往復運動する単一のピストンにより駆動可能で、雄型部の小型化・大型化およびアンダーカット部の大型化にも対応できる射出成形用金型を提供する。
【解決手段】 雄型部と、駆動機構とを備え、雄型部が、センターコアと、その外周に交互に位置する主スライドコアおよび副スライドコアからなり、駆動機構が、ピストンと、ピストンと一体のバックプレートと、前面上を主スライドコアが摺動するコアプレートと、両プレートの周縁部に位置する第一ピン〜第六ピンと、それらを納めるハウジングとを備え、第五ピン、第六ピンおよびセンターコアが、バックプレートと一体であり、第三ピンおよび第四ピンが、コアプレートと一体であり、主スライドコアおよび副スライドコアがそれぞれ第二ピンおよび第一ピンと摺動手段により連結されており、第一ピン、第二ピン、第三ピンがそれぞれ第四ピン、第五ピン、第六ピンと連結手段により連結されている。
(もっと読む)
成形型
【課題】ラジアルファン全体を一体に成形することができて、製造コストを低減することができるとともに、高性能のラジアルファンを製造することができる成形型を提供する。
【解決手段】一対の円環状の端板間に複数のブレードが放射状に配置され、一方の端板が他方の端板に対して外周側ほど接近するように傾斜状態で配置されたラジアルファンFを成形するための成形型であって、上型21及び下型23と、それらの間において放射方向に進退可能な複数の中子24とを備える。ラジアルファンFの成形後に、中子24がラジアルファンFの外周側に後退移動される際に、傾斜状態の端板F1と干渉するのを回避するための回避構造27を設ける。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突き出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向へ移動する第1コア31と、該第1コア31に隣接して配された第2コア32とから成り、これら第1,2コア31,32は、それぞれ隣接する傾斜した側面33,34を有し、各側面33,34同士は互いに傾斜した方向へ相対的に摺動する状態で押し引き可能に連結されている。ホルダー40内に、第1コア31を型抜き方向へ案内する第1縦溝43と、第1コア31の型抜き方向への移動に伴い押し引きされて連動する第2コア32をアンダーカット部P1から離脱可能な方向へ案内する第2横溝44を設けた。
(もっと読む)
表皮一体発泡成形品の製造方法とそれに用いられる発泡成形型
【課題】表皮を正しく位置決めして表皮一体発泡成形品を製造することができ、しかも表皮一体発泡成形品の脱型を容易に行うことができ、脱型後に切除される部分を少なくする。
【解決手段】表皮一体発泡成形品の脱型方向E1と交差するキャビティ内外方向Q1へスライド可能なスライド型15を設け、キャビティ型の蓋型との重ね合わせ面に、表皮端部係止用突部25が表面に形成された表皮端部係止プレート21を脱型方向と交差するキャビティ内方へ向けて突出し、かつスライド型15の蓋型側表面と重なるように設けて、スライド型15がキャビティ外方へスライドしてアンダーカット形状が解消された際に、表皮端部係止プレート21のキャビティ内方端部側23がキャビティ内方へ突出状態となると共に、当該記突出部分が脱型方向へ押された際に脱型方向へ回転可能に構成した。
(もっと読む)
模様付き椅子の製造方法及びその製造方法で製造された模様付き椅子
【課題】透明な材質でできており、その模様が材質のどちらの面からも鮮やかに見え、両面からの機械的接触に対して模様が損傷を受けない、精緻な模様(グラフィック)が付与された模様付き椅子を提供し、パーソナライズされたデザイン椅子を、小ロット多品種であっても安価に製造することができる模様付き椅子を提供することである。
【解決手段】模様の両面を透明樹脂AとBとで挟んだ形態を有する基材によって構成された椅子の製造方法であって、該基材が、該透明樹脂Aの射出成型時に模様が印刷されたフィルムを金型内に敷き込み、該透明樹脂Aの射出成型と同時に金型内で該透明樹脂Aの表面に模様を転写する工程(1)を行い、模様が印刷されたフィルムが敷き込まれた側の金型をずらして、透明樹脂A上の模様と金型との間に空隙を作り、その空隙に該透明樹脂Bを射出成型する工程(2)を行うことによって得られたものである模様付き椅子の製造方法。
(もっと読む)
合成樹脂成形品の製造方法および成形金型
【課題】
インモールド成形法による合成樹脂成型品において、成型品の側面(立ち上がり部分)に相当する部分や、合成樹脂成型品に設けられた窓の端部に相当する部分において、合成樹脂シートの端部が表面にむき出しにならないようにすることによって、合成樹脂成型品の外観品質を向上させる。
【解決手段】
合成樹脂シートの位置決め手段を利用して第一の金型の所定位置に合成樹脂シートをセットした後、合成樹脂シートを合成樹脂シート保持手段により、金型と合成樹脂シートの位置関係を維持しつつ保持し、位置決め手段を所定距離移動させることにより、合成樹脂シートの端面周辺に所定の空隙部分を形成させ、合成樹脂シートと金型によって画成される空間に溶融合成樹脂を射出し、合成樹脂シートと一体化した合成樹脂成形品を成形する構成とした。
(もっと読む)
容器
【課題】より滑らかな穴断面を有する容器及びその製造方法を提供すること。
【解決手段】コア21と、キャビティ22と、スライドコア23と、を間隙を設けて配置し、間隙に樹脂を充填することによって、穴のあいた容器本体部と、容器本体部の穴を覆うことが可能な蓋部と、を有する容器を製造する方法であって、コア21とキャビティ22の間隙に樹脂を充填することにより容器本体部の一部を形成すると共に、コア21の一部とキャビティ22の一部とを接触させて容器本体部の一部に穴を形成し、キャビティ22とスライドコア23の間隙に樹脂を充填することにより蓋部を形成し、スライドコア23とコア21との間隙に樹脂を充填することにより前記容器本体部の残りの一部を形成する容器の製造方法とする。
(もっと読む)
射出成形金型にとってのネガティブ部を備えた被成形部品の成型および取り出しのためのスライド機構
本発明はスライド機構に関し、該スライド機構は、
可動式エジェクタプレート(3)に取り付けられた第1端部(2c)と、カム(6)に結合された突出部(2b)で終結する円錐状の第2端部(2a)と、を備え、前記突出部(2b)は、カム(6)が揺動可能な回転シャフトとしての役割を果たすものであるエジェクタシャフト(2)と、
成形部(5d)と、得ようとする部品(10)に接触する押圧面(5b)とベース部(5c)との間の傾斜部(5a)と、スライド部材(5)を通って延び前記カム(6)の少なくとも一部がネガティブ部(11a)に平行にスライドするスライド通路(14)とを備えたくさび形のスライド部材(5)と、
エジェクタシャフト(2)が軸方向にスライドしながら通る軸方向の通路(4a)と、スライド部材(5)の傾斜部(5a)が移動し該傾斜部と相補的な傾斜を有する傾斜部(4c)とを備えた固定型スライド支持部材(4)と、を有する。  (もっと読む)
(もっと読む)
射出成形用金型
【課題】型開き時に成形品が固定側金型に残るのを防止する。
【解決手段】射出成形用金型10は、一端を可動側型板26に固定され他端が自由端で型開き方向に対し傾斜状に延びるアンギュラピン34と、アンギュラピン34を挿入する傾斜孔37を有し、キャビティ36の一部を形成するスライドコア35と、スライドコア35を型開き方向に直交する方向に移動可能に支持するスライドコアプレート25と、スライドコアプレート25を型開き方向に移動させるスライドコアプレート移動機構29とを有する。
(もっと読む)
射出成形金型
【課題】治具等の煩雑な部材を必要とすることなく、円滑な動作によってアンダーカットを有する成形品を成形する。
【解決手段】固定側型板4の固定側入れ子3と、可動側型板8の側の可動側入れ子10および複数のスライドコア7によって成形品1のキャビティを構成する射出成形金型M1において、個々のスライドコア7に、アンギュラピン11が挿通されるアンギュラピンガイド孔22を設け、スライドコア用エジェクタピン17による型開閉方向への押し出し動作によって、個々のスライドコア7に成形品1からアンギュラピン11に沿って斜め方向に遠ざかる変位を与えることで成形品1のアンダーカット1aにおけるスライドコア7の離型動作を実現した。
(もっと読む)
インサート2色成形方法および2色成形金型装置並びにインサート2色成形品
【課題】手作業による金属部品のセットを解消し、金属部品を所定の位置に精度良くインサートする。
【解決手段】1次成形用金型で成形された1次成形品を2次成形用金型に移動させて連続的に2次成形品を成形し、1次成形品と2次成形品を一体化させる2色成形方法において、帯板状に加工された金属部品8を、1次成形用金型のキャビティ枠2a′に当接させてキャビティ2a内に配置し、1次成形用金型のキャビティに1次成形用樹脂を射出し、成形された1次成形品S1の表面と金属部品8の表面が面一である金属部品付き1次成形品を2次成形用金型に移動させ、2次成形用金型のキャビティに2次成形用樹脂を射出することにより、金属部品8がインサートされた2色成形品を成形することを特徴とする。
(もっと読む)
金型装置
【課題】固定側金型と可動側金型との位置決めが確実に行なえる空気増圧装置を備えた金型装置を提供する。
【解決手段】固定側金型13と、この固定側金型13から突設された少なくとも4本のガイドピン16と、これらガイドピン16に案内され、固定側金型13に対して進退可能な可動側金型15と、ガイドピン16の少なくとも2本のガイドピンに代って組み込まれた空気増圧装置18とからなり、空気増圧装置18は、先端部にテーパガイド部65を有するシリンダ31と、金型の型締め時にテーパガイド部65と嵌合して固定側金型13と可動側金型15とを位置決めするテーパガイド受け部66を有するブッシュ19とを備え、シリンダ31内のピストン32が固定側金型13、可動側金型15の型締め手段によってシリンダ31内に押し込まれたとき、エアーが圧縮されるとともに、フリーピストン52が付勢手段としてのコイルスプリング62に打ち勝って後退してエアー圧が増圧される第3の室67を形成し、この増圧されたエアーを放出するようにしたことを特徴とする。
(もっと読む)
空気調和機およびそのドレンパン部品、並びにドレンパン部品成形用金型
【課題】入子やスライドコアピンを必要とすることなく良好な離型を可能にする形状のドレンパン部品と、これが設置された室内機を有する空気調和機と、これを成形するドレンパン部品成形用金型を得る。
【手段】ドレンパン部品200は、底板後方部220と底板前方部230とによって形成された上方に開口する断面略L字状の樋部分を有し、底板前方部230の底板前方部前縁232において、上方に向けて前方上部フランジ240が延設(一体成形)され、前方斜め下方に向けて段部250が接合(一体形成)されている。段部250は前方側スライドコア3000に彫り込まれた段差上面キャビ面3250によって成形され、段差上面キャビ面3250が成形体2の段部250を押え付けた状態で、可動側金型2000が固定側金型1000から離れる。
(もっと読む)
ブロー成形品とその製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
分割金型の該溶着用のボスに該当する位置内に突出させたスライドコアを、パリソンが該スライドコアに接触して後、該分割金型内に引っ込めることにより該ボスを厚肉な平面状の部分と、該平面状の部分よりも薄肉な非平面状の部分とになさしめるため、該溶着面の肉厚を厚肉に保って、面精度の低下を引き起こすことなく、熱板溶着に対しても必要十分な面精度を保持させることにより前記課題を解決した。
(もっと読む)
樹脂製品及びその成形装置
【課題】両側板の上端部に内方へ指向するように成形されたフランジ部の先端面のパーティングライン近傍の段差部に手指が接触されるのをなくして使用感を向上することができる樹脂製品を提供する。
【解決手段】図1(a)(b)に示すように、コンソールボックス21の左側板21bの上端部に一体に形成された左側フランジ部21fの先端面S2に対し、該先端面S2の中間高さ位置に設定されたパーティングラインPLによりも所定の距離Eだけ下方に離れた位置に突条部21jを前記パーティングラインPLよりも水平方向に張り出すように一体に形成する。前記突条部21jによって人の手指が前記パーティングラインPL近傍に成形された段差部21kに接触されるのを防止する。
(もっと読む)
中空製品を製造する方法および機械
【課題】尿シース等の中空製品を製造する方法および射出成形機を提供する。更に、尿シースを製造する方法の使用だけでなく、尿シースにも関することも提供する。
【解決手段】成形機は、シリコーン材料を受け入れる環状キャビティを含む。材料は、低温流出ノズル20を介して低温状態で射出され、キャビティ内で熱によって硬化する。キャビティは、キャビティの実質的な部分の全体にわたって狭い断面領域を有し、キャビティは、脱気領域に接続する。キャビティは、前記入口に隣接して配置されるキャビティの近位部分における環状拡径部分18と、キャビティの末端部分における溝)とを有する。狭い断面領域は、キャビティの末端部分に向かって縮小する半径方向寸法を有する。キャビティの表面は、グリットブラスト処理される。
(もっと読む)
81 - 100 / 301
[ Back to top ]