
Fターム[4F202CK86]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型割り面 (806) | シール機構を有する (317)
Fターム[4F202CK86]の下位に属するFターム
シール部材(←パッキング) (101)
Fターム[4F202CK86]に分類される特許
161 - 180 / 216
車両用内装材の製造方法

【課題】 フィルム型を用いずに、表皮シートが隙間ラインに入り込むのを防止することができる車両用内装材の製造方法を提供する。
【解決手段】 キャビティ型6におけるスライド型6aとベース型6bとの間の隙間ラインSにアルミ箔9をセットした状態で、表皮シート3の凹引き真空成形を行うため、表皮シート3の一部が隙間ラインS内に入り込むことはない。また、アルミ箔9はシボ模様8に追従する柔軟性を有しているため、アルミ箔9を剥離した後の表皮シート3の表面にはシボ模様8が確実に転写されている。従来のようなフィルム型を形成する必要がないため、コストの大幅な低減を図ることができる。
(もっと読む)
ジョイントブーツの製造方法

【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を成形材料で射出成形し、パリソン15の内周側15aを支持体16で支持させた状態で外周側15bをブロー外型51で覆い、第3部分14の内側に気体を噴射することで蛇腹部5をブロー成形する。第1部分12の開口端面12aを受ける支持体16の受け面部19aを傾斜させるとともに凸条77を設けておき、ブロー成形時に、上記噴射された気体の圧力Pにより第1部分12を径方向外方Rに移動させることで、前記凸条77と傾斜形状とにより第1部分12の開口端面12aと受け面部19aとの間をシールする。
(もっと読む)
直接挿入式熱制御による射出成形方法
【課題】射出成型において熱制御流体が流れるインサートの交換を簡単にすると共に、インサートを設置および取り外す間、金型の清浄度を保持する。
【解決手段】インサート内部の閉じられたチャネルを循環する熱制御流体を用いて眼科用レンズを射出成形するためのハードウェア構成および関連方法。チャネルは漏れ防止バルブにより閉じられている。調整体は係合する漏れ防止バルブを備える。これらバルブは操作距離Lに亘って密閉関係を与えており、開かれたときに、熱制御流体がインサート内に入り込むことを許容する。インサートは、漏れを生ずることなく、またインサートの設計を変更する必要なしに、簡単に変更し、またはシム調整することができる。
(もっと読む)
二酸化炭素注入用射出成形金型
【技術課題】 二酸化炭素注入用射出成形金型において、二酸化炭素の注入時間の短縮を図り、と均一に可視面にCO2を拡散して注入することができると共に、二酸化炭素の消費量を節約する。
【解決手段】 キャビティ3内に樹脂を充填したのち、このキャビティ3の可視面3aに二酸化炭素を注入して可視面3aに二酸化炭素を溶解させながら、保圧及び冷却工程を経て製品を射出成形する二酸化炭素注入用射出成形金型において、二酸化炭素注入ガス誘導回路14を非可視面側金型2内に設けると共に、前記可視面3aに二酸化炭素を注入するためのガス注入口13を、前記非可視面側金型2の突き合わせ面2aであって、前記キャビティ3の可視面3aに対向し、かつ限りなく接近した位置に設ける。
(もっと読む)
合成樹脂射出成形品の成形方法及び射出成形金型装置
【課題】 ガス抜きが確実にできてガス焼けやショートショットを防止する。
【解決手段】 複数の一次射出成形用キャビティ部8に第一の樹脂10を射出して複数の一次射出成形部1を成形する。次に、スライドコア7を後退させて隣合う一次射出成形部1の端部間に跨る二次射出成形用キャビティ部13を形成する。次に、二次射出成形用キャビティ部13に第二の樹脂14を射出して二次射出成形部2を形成すると共に二次射出成形部2の両側の重複部3bを隣合う一次射出成形部1の各重複面12に重複一体化させる。二次射出成形用のゲート16を、距離を隔てて隣合う一次射出成形部1間に位置する金型部6の部位の幅方向の略中央で且つ幅方向と直交する方向に複数設ける。隣合う二次射出成形用のゲート16を結ぶ線の略中間位置に対応する金型部6の部位又はスライドコア7の部位にガス抜き部9を設けてガス抜きをする。
(もっと読む)
注入成形金型及びこの金型を用いる成形品の製造法
【課題】注入成形のシール部材の劣化抑制により、シール部材交換工数と費用低減を図ると共に成形不良も少なくできる注入成形金型を提供する。
【解決手段】樹脂注入路8を備えた第1金型1と、第1金型1と協動して成形キャビティ5を形成する第2金型2で構成する。第1金型1の内周面と第2金型2の外周面が嵌り合う構造であり、前記内周面と外周面の摺り合せ面には、第1シール部材3を備える。また、第1金型1と第2金型2のパーティング面には、成形キャビティを取囲む第2シール部材4を備える。第1シール部材3は、型締め時に摺り合せ面に当接し、第2シール部材4より早くシール機能を発揮する。第1シール部材3と第2シール部材4で挟まれた領域に、空気吸引用通路7が開口している。第1シール部材3のシール機能発揮段階で空間内の空気を吸引し、第2シール部材4のシール機能発揮段階で液状樹脂6を注入する。
(もっと読む)
射出延伸成形法とその金型
【課題】射出成形法に延伸を加えることにより、(1)0.15mm薄肉の成形品の成形、(2)分子配向による強度アップ、(3)金型代の低廉化、薄肉によるコストダウン、が可能となる金型、成形法を提供する。
【解決手段】 射出成形機を用い、一例として容器(コップ)で説明すると、先ず成形品1(原成形品)を成形し、完了と同時に金型を開き、成形品の底面10をコア−61で押さえ、側面部を確実に延伸させる周辺縁12、フランジ押さえプレ−ト22,コア−固定板23,コア−62により金型後退力を利用して延伸することによって、薄肉とする、また成形品底面10、成形品側面を更に薄肉とするためにコア−61を前進させる、と同時に適温度を選択して延伸する事により分子配向が起こり、強度アップを計ることが出来る、又(図1)に示すように金型は簡単構造であり、薄肉のためコストダウンに寄与する。
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置
【課題】 蒸着面が汚染されることがなく、在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】可動金型(17)とスライド金型(10)とを使用する。また蒸着用チャンバー(25)の内部にターゲット電極等の蒸着要素が設けられている蒸着装置も使用する。可動金型(17)とスライド金型(10)とにより本体部(H)と蓋体(F)を1次成形する。本体部は可動金型(17)に、蓋体はスライド金型(10)に残った状態で型を開く。可動金型(17)に残っている本体部の内表面を蒸着用チャンバー(25)で覆って金型内で蒸着する。次いで、蒸着された本体部に蓋体が整合するようにスライド金型(10)を駆動する。そして、2次成形用の樹脂を射出して本体部と蓋体とを一体化する。
(もっと読む)
熱可塑性エラストマー成形品の製造方法及びブロー成形用金型
【課題】 不良品か否かの判別を外観検査により容易に行うことを可能とする熱可塑性エラストマー成形品の製造方法及びブロー成形用金型を提供する。
【解決手段】 射出成形によりパリソン15を成形する射出成形工程と、パリソン15をブローアップして成形品を成形するブロー成形工程と、を有し、射出成形時に端部12を形作り、ブロー成形時に胴体部を形作る熱可塑性エラストマー成形品の製造方法において、端部12における胴体部との境界付近12Xで、ブロー成形用金型50の内壁面51との間のクリアランスSを部分的に大きくしておき、端部12の硬化が不十分な状態でブロー成形が行われた場合には、当該部分を大きく変形させることを特徴とする。
(もっと読む)
ガラス窓をオーバーモールドするための方法、シール接合部、および該方法を実現するための型
本発明は、ガラス窓の少なくとも1つの特に周辺の部分に、プラスティックまたは反応性材料を射出することによって、ガラス窓1、特に自動車のための湾曲されたガラス窓を、オーバーモールドするための方法に関する。本発明の方法は、オーバーモールド限界を示す少なくとも1つのシール接合部6を有する型に、ガラス窓を配置することを含む。前記シール接合部は、型3の溝8内にインサートされ、且つ摩擦接触によっておよび/または付加的な係合形態によって、および/または溝8の少なくとも1つの壁部12へ接着することによって保持される、形状形成されたストリップの形態で実施され、30MPaから400MPaの範囲のヤング率を有している。前記特性を示す接合部および接合部を備える型も、開示されている。 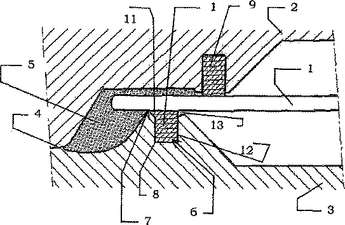 (もっと読む)
(もっと読む)
樹脂モールド金型及び樹脂モールド方法
【課題】ストローク量の大きな圧縮金型を用いて圧縮成形を行なう樹脂モールド金型においても、圧縮過程で生じるリリースフィルムの弛みを防ぎ、皺等の発生を防止することにより、高品質な樹脂モールドを可能にする。
【解決手段】上部金型112にバネ136を介して装着したピン134を備え、枠状金型116のクランプ面C2に前記ピン134の先端部134Aが嵌入可能な凹部132と、該凹部132の外周に備わるリリースフィルム吸着孔124に連続してずれ防止溝125を配置構成することにより、圧縮工程において常にリリースフィルム122にテンションを付与する。
(もっと読む)
内装材の製造方法及び金型装置
【課題】 表皮材の巻き込み部を芯材の背面側へ容易に折り返すことができるように表皮材を成形することができる金型装置を提供する。
【解決手段】上型30には、巻き込み部となるべき前巻き込み部6′を成形する副成形部34を形成する。下型20には、凹部24を形成する。凹部24は、副成形部34と対応し、かつ芯材2の端部が凹部24の側面を構成するように配置する。下型20の内部には、空気吸引孔25を形成する。空気吸引孔25の一端部は、凹部24に連通させ、他端部は負圧源(図示せず)に接続する。
(もっと読む)
自動車の構成要素用の盛上がったライニング、相応する構成要素、自動車並びに製造方法
【課題】
【解決手段】本発明は、発泡材7の層を被覆する面19と、支持フレーム構造3に形成された発泡材受け入れキャビティ9の壁11に対して膨張するとき、発泡材により平坦化される密封スカート部25とを備えるライニングに関する。被覆面19は、周縁の輪郭部21により画成され且つ、少なくとも部分的に、密封スカート部25によって上記輪郭部を越えて伸びている。上記ライニングは、発泡材7に向けた方向を向く内面28を有している。ライニング5の内面28は、少なくとも1つの隆起面27を有している。本発明のライニングは、例えば、自動車のダッシュボードに適用することができる。 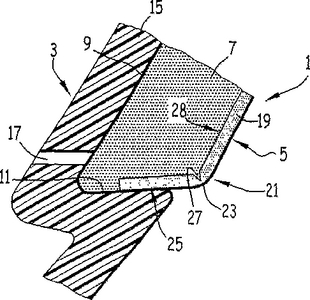 (もっと読む)
(もっと読む)
表皮一体内装品及びその成形方法
【課題】表皮に皺がなく、しかも表皮と基材との間のシール性を向上させて樹脂漏れを防止するとともに、両者間からエアを排出して外観見映えのよい表皮一体内装品を安価に成形する。
【解決手段】表皮7の前方表皮端末部29表面を基材9の前側縦面25aに接して樹脂中間層11を構成する樹脂が漏れないように両者間をシールする。前方表皮端末部29の先端部分に基材9の前側縦面25aより内側の後側縦面25bに向けて屈曲した屈曲片部33を形成し、屈曲片部33の先端を後側縦面25bと隙間があくように樹脂中間層11内に位置させる。
(もっと読む)
樹脂封止金型装置
【課題】金型の型締時に、金型の型面間に間隙を生じることなく被成形品を樹脂封止する樹脂封止金型装置を提供する。
【解決手段】金型装置100は、上型取付部材4と可動盤5とトグル機構7と可動盤5の中央部位に連結した下型取付部材8と、さらに、自在継手9を含む構成となっている。この自在継手9によって、トグル機構7を介して上下両型2・3の型締めした際に、型締圧力によって上型取付部材4および可動盤5を同一方向に湾曲させる。また、別の金型装置200は、上型22の中央部位に連結した上型取付部材24と可動盤25とトグル機構27と可動盤25の中央部位に連結した下型取付部材28とを含む構成となっており、さらに、トグル機構27を介して上下両型22・23を型締めした際に、型締圧力によって上型取付部材24および下型取付部材28を湾曲させることにより、上下両型22・23の湾曲変形を防止させる。
(もっと読む)
筒状芯体付成形品の成形型
【課題】筒状芯体付成形品を、上端部近傍のエアの排出を確実にし、かつ端面バリを発生させることなく成形できる成形型を提供する。
【解決手段】型閉め可能な上型10と下型20に、嵌合孔部14,24を中央に有する入れ子型12,22を設け、下側の嵌合孔部24に筒状芯体1に対し嵌入し係止する支持ピン25を、また上側の嵌合孔部14に芯体押え15を設けて、型閉めした状態において筒状芯体1の外周にキャビティ30を形成し、該キャビティに成形材料を充填して成形する成形型で、上側の入れ子型12における嵌合孔部14に筒状芯体1の上端部外周に対し僅かに通気性を保有しながら嵌合するシールリング16を設け、上型10に成形材料の注入孔33と、エアおよび成形材料の逃がし用孔35とを設ける。
(もっと読む)
ウエザーストリップの型成形部構造
【課題】作業性、シール性および外観性に優れた自動車ウエザーストリップの型成形部構造を提供する。
【解決手段】自動車用ウエザーストリップ10の中空シール部13を有する型成形部12の構造において、中空シール部13の端部に、中芯20によって形成され、当該中芯20を抜取るための抜取開口部14を設けると共に、中空シール部13のシール面および外観面を除く部分に、中芯20を容易に抜取るべく、エアーを吹き込むためのエアー窓15を設ける。
(もっと読む)
ステアリングホイールおよびそのための成形装置
【課題】 コンビハンドルにおける軟質把持部の皮革巻きつけに好適な構造を有するステアリングホイールを提供し、またそのステアリングホイールを製造するための成形装置を提供すること。
【解決手段】 円環状のリング部に周方向に交互に硬質の把持部と軟質の把持部とを形成したステアリングホイールであって、該硬質の把持部と軟質の把持部の間に溝部を形成し、前記軟質の把持部に表皮シートを巻きつけ、該表皮シートの端部を前記溝部に木目込んだステアリングホイールおよび円環状のリング部に周方向に交互に硬質把持部と軟質把持部とを形成し、その間に溝部を形成したステアリングホイールの成形装置であって、該装置は硬質把持部用ランナーと軟質把持部用ランナーとが前記PL面に各独立して設けられ、二つのランナーを立体交差させる交差ブロックを設けたステアリングホイール成形装置。
(もっと読む)
ホットランナースプルー
【課題】 ホットランナースプルーから成形機ノズルが離間する際の樹脂漏れと、それに起因するランナーへの気泡の混入を防ぎ、成形品における銀条の発生を回避する。
【解決手段】 ホットランナースプルー36のノズルタッチ面42aから成形機ノズル36が離間することにより、樹脂供給路50内の樹脂への外部からの加圧が止められると、シール部材66が大気圧に勝る樹脂供給路50内の樹脂の逆流圧力を受け、このシール部材66によって、樹脂供給路50の内側から、樹脂供給路50の開口42bが塞がれる。したがって、ホットランナースプルー34からの樹脂漏れが無くなり、ランナー30の樹脂への気泡の混入を防ぐことができる。
(もっと読む)
型内被覆成形用金型
【課題】 塗料漏れを防止した型内被覆成形用金型を提供する。
【解決手段】 型内被覆成形用の金型内に、所望する形状の樹脂成形品を成形するための主キャビティと、該主キャビティを形成する固定型と可動型の割面に連なり該割面を囲むように形成した副キャビティとを設けて、該副キャビティを形成する固定型及び/又は可動型のキャビティ面に、該副キャビティの形状に沿って該割面の全周を囲む複数個の溝部を形成する。成形の際には、複数個の溝部の中で収縮した樹脂が金型キャビティ部分を強く挟み込んで強固に密着した状態になるため、塗料は副キャビティに形成した溝部より外方に漏れ出さないので、塗料の漏れを防止できる。
(もっと読む)
161 - 180 / 216
[ Back to top ]