
Fターム[4F202CP04]の内容
プラスチック等の成形用の型 (108,678) | ベント、空気抜き (1,466) | 型面への配列、配置に特色 (374)
Fターム[4F202CP04]の下位に属するFターム
割型面に沿って形成されたもの (127)
Fターム[4F202CP04]に分類される特許
1 - 20 / 247
成形用機器
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
成形装置

【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
発泡成形体の製造方法
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置
【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
軸筒及びその軸筒を用いた筆記具
【課題】意匠性、成形性に優れた軸筒及びその軸筒を用いた筆記具を提供する。
【解決手段】一端は開口し、他端は閉鎖されている有底状の軸筒10において外面にゲート跡のないことを特徴とする。
この軸筒10は、アンダーラインペン、ペイントマーカー、油性マーカー、水性マーカー、ボールペンなどの筆記具の軸筒として好適に用いることができる。
筆記具としては、例えば、マーキングペンタイプの筆記具に適用でき、その構成としては、筆記具本体を構成する軸筒10以外に、先軸、インク吸蔵体、中継芯、ペン先、キャップとを備えたものが挙げられる。
(もっと読む)
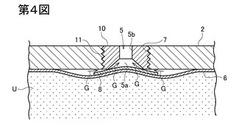
金型、金型の排気孔閉鎖部材、及び、発泡成形体の製造方法
【課題】発泡成形時に排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、且つこの排気孔にキャビティ内の発泡樹脂が侵入することをより確実に防止することが可能であると共に、発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔閉鎖部材、及び発泡成形体の製造方法とを提供する。
【解決手段】排気孔閉鎖部材10は、金型1の排気孔5からキャビティ4内へ進出して該排気孔5を開放した排気孔開放位置と、該排気孔5内に後退して該排気孔5を閉鎖した排気孔閉鎖位置とをとりうるように進退可能な開閉部材11、及び、該開閉部材11を該排気孔開放位置に付勢した付勢部材12を有しており、該付勢部材12は、発泡成形時において、該排気孔開放位置にある該開閉部材11に対し、該キャビティ4内に充満してきた発泡合成樹脂から押圧力が加えられたときに、該開閉部材11が該排気孔閉鎖位置に後退することを許容するように構成されている。
(もっと読む)
タイヤ加硫金型
【課題】ベントホールへ嵌入する際のベントピースの曲がりを抑制できるとともに、スピューの長さを低減できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5に鉄系材料からなる筒状のベントピース6が嵌入され、ベントホール5とベントピース6との界面56に、金型本体及びベントピース6よりも軟質の材料からなり、厚みが500μm以下の介在層7が介在されている。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
射出成形用金型
【課題】加工も容易で、製作に余分な手間もかからず、低コストで射出成形用金型を得ることができ、また清掃も容易に行えるようにする。
【解決手段】キャビティ空間30の外周に、凹部13を周方向に沿って設けることによってエアベント14を構成し、溶融樹脂Pの最終充填位置やウェルドライン発生位置に関係なく、キャビティ空間30の空気やガスを確実に型外に排出する。凹部13を同一形状に設けることで、パーティング面12での溶融樹脂Pの圧力が、絵付フィルムFに対して周方向に均一に掛かるようにした。
(もっと読む)
注型成形金型
【課題】突出部を有する成形品を成形する注型成形金型であって、キャビティに成形剤を充填する際に、キャビティ内を良好に脱気することができると共に、上型と成形品とを容易に外すことができる注型成形金型を提供することである。
【解決手段】キャビティ12に成形樹脂剤を充填すると、キャビティ12と連通する上型2の凹部5に成形樹脂剤が達する。上型2には外部と凹部5とを連通させる孔2aが設けてある。孔2aには剛性を有するシリンダロッド8が配置されており、シリンダロッド8は脱型用シリンダ7によって上下移動が可能である。成形樹脂剤がキャビティ12内に充填される際には、キャビティ12内の空気はシリンダロッド8を介して成形型1の外部に排出され、成形品11が成形されると凹部5に付着したリブ11bをシリンダロッド8で押圧する。これにより、凹部5からリブ11bが外され、成形品11が脱型される。
(もっと読む)
射出成形金型及びその成形品
【課題】成形品の銀条を防止する射出成形金型を提供する。
【解決手段】型締めされる固定型2と可動型3の間で画成されるキャビティ6に溶融樹脂を流して成形品を得る射出成形金型1において、固定型2には成形品の突部を形成する凹部4が設けられ、凹部4の溶融樹脂の進行方向の終縁に、凹部4の幅よりも狭い所定の幅の溝部5を形成し、所定の幅は、溝部5内に流入した溶融樹脂が凹部4に侵入した溶融樹脂よりも早く冷却されるように設定される。溝部5に溜まったガスは、溝部5内の溶融樹脂が早期に冷却・固化されることにより、溝部5内に閉じ込められる。
(もっと読む)
電鋳ロール及びその製造方法
【課題】多種類のエンボスシートや光学関係フィルムを試作品として短期間の間に製造する場合に低コスト及び短納期で対応可能なリサイクル性に優れた電鋳ロール及びその製造方法を提供する。
【解決手段】筒状をなし外周面に多数の電鋳板吸着孔11を備えたサクションスリーブ10と、このスリーブの外周面に密着状態で巻かれた転写用シート製造用の電鋳板20と、サクションスリーブの内周面に挿入されこれを支持すると共に、内部に冷却部35を備えた芯金ロール30と、芯金ロールとサクションスリーブを固定するフランジ40及び固定プレート50を有し、フランジ及び固定プレートは、芯金ロール及びサクションスリーブから取外し可能で、固定プレートが芯金ロール及びサクションスリーブから取外され、芯金ロール及びサクションスリーブの各軸線が垂直方向に向けた状態で芯金ロールからサクションンスリーブを引き抜くことができる。
(もっと読む)
樹脂成形用型の交換方法と交換機構及び樹脂成形装置
【課題】減圧成形手段を採用した樹脂成形装置に搭載して用いられる樹脂成形用の型を樹脂成形装置に対して簡易に且つ効率良く交換する。
【解決手段】樹脂成形用の型4の外方周囲に、係脱具12を介して外気遮断部材10を係脱可能に装設する。そして、型4の交換時には、まず、各型4・8の型面と各外気遮断部材10・11の接合面とを接合させる型締めを行う。次に、型4の外方周囲に装設した外気遮断部材10を係着する係脱具12を取り外してその両者の係着状態を解除すると共に、係脱具14を介して各外気遮断部材10・11の両者を係着する。次に、各外気遮断部材10・11を係着した状態で、各型4・8の型面を離反させる型開工程を行って各外気遮断部材10・11の両者を同時に移動させることにより、型4の外方周囲に装設した外気遮断部材10を型4の外方周囲から退避させて型4交換用の空間部Sを構成する。
(もっと読む)
コップ蓋成形用金型とそれを利用して作製するコップ蓋の製造方法
【課題】使い捨て式コップ蓋を快速で有効に射出成形でき、コップ内にある飲み物の漏れ出しを有効に防止できるコップ蓋成形用金型とそれを利用して作製するコップ蓋の製造方法を提供する。
【解決手段】環状突起11と、環状体12と、第1のエア通路13と、を備え、環状体12は環状突起の周縁に設けられ、環状突起11と環状体12との間に隙間14が形成され、第1のエア通路13は隙間14と外部空間とを連通するオス金型1と、環状溝16を備えるメス金型2と、を含み、オス金型1とメス金型2とを型合せると、環状突起11と環状体12とが環状溝16内に位置し、オス金型1とメス金型2との間には、予定形状を有するキャビティ3と、キャビティ3と外部空間とを連通する第2のエア通路4と、が形成され、キャビティ3は、隙間14と連通し、環状体12の環状突起11から遠ざかった一側から環状溝16に延びる。
(もっと読む)
射出成形機および射出成形方法
【課題】金型装置の構成を簡略化できる射出成形機および射出成形方法を提供すること。
【解決手段】樹脂を発泡成形する射出成形機10において、第1の型板32と第2の型板44の型締めにより形成されるキャビティC1に対しガスを供給する給気機構70と、給気機構70により大気圧よりも高い気圧に加圧されたキャビティC1に発泡性樹脂を射出する射出装置50と、発泡性樹脂の射出中または射出後、キャビティC1内のガスを大気に放出するガス放出機構80とを有し、ガス放出機構80は、第1の型板または第2の型板44に貫通形成される貫通孔47の内壁面47aと、貫通孔47に挿入される金型部材61の外周面61aとの間に形成される隙間G1を介して、キャビティC1内のガスを大気に放出する。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型
【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
射出成形品、前記射出成形品の製造装置及び前記射出成形品の製造方法
【課題】ウェルドラインを挟んだ両側の領域から外部に排出される溶湯の流量を抑えることができ、しかも、ウェルドラインを挟んだ両側の領域内に存在していたガスや空気を外部に効率よく排出することができる射出成形品及び前記射出成形品の製造装置及び前記射出成形品の製造方法を提供する。
【解決手段】固定金型と可動金型の合わせ面であるパーティングラインのうちで、キャビティの外周壁面側における外周パーティングラインPLAにおいて、溶湯の先端部同士が最終的に互いに突き合うキャビティの領域Wにおける第1外周パーティングラインPLAaが、領域Wに到るまでの第2外周パーティングラインPLAbに対してずれた配置構成に構成している。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
1 - 20 / 247
[ Back to top ]