
Fターム[4F204AD05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | プラスチック、ゴム (515)
Fターム[4F204AD05]に分類される特許
161 - 180 / 515
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
モールド成形体

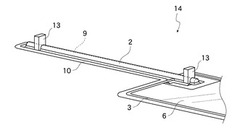
【課題】コロナ発生電圧が高く、金属板間の間隔が狭小で、組立作業が容易なモールド成形体を提供するものである。
【解決手段】本発明に係るモールド成形体は、絶縁ポリマフィルム2の両面に接着材料の層1を設け、各接着材料の層1に板状金属体3をそれぞれ接着すると共に、これらの両面を外層絶縁ポリマ6でモールド成形したものであり、絶縁ポリマフィルム2に板状金属体3を接着する際に、その板状金属体3の端部5を接着材料で覆うように接着し、しかるのち、これら接着したものの周囲を外層絶縁ポリマ6でモールド成形したものである。
(もっと読む)
三次元隆起構造部を含む繊維強化ポリウレタン成形品
本発明は、リブ、支柱またはドームのような構造部を有する繊維強化ポリウレタン成形品に関し、この構造部も繊維強化されている。 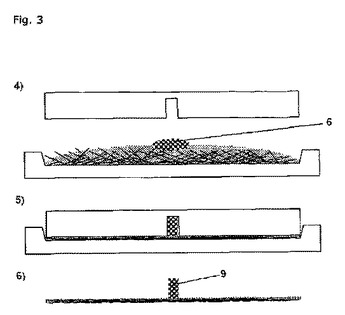 (もっと読む)
(もっと読む)
積層樹脂成形体の製造方法
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体として、軟質なものを簡便に、しかも、効率よく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。そして、第1横型14に対し、キャビティ20の延在方向に沿って原材料28が流動するように注入機22が設置される一方、第2横型16に送気管30が設けられる。注入機22から原材料28が射出される際、送気管30を介してキャビティ20に圧縮エア等のガスが供給され、このガスにより原材料28が注入機22側に押圧される。この状態で原材料28内に独立気泡40が形成されている最中に前記ガスの圧力が低減され、これにより各独立気泡40から亀裂が伝播して互いに連なり、連続気泡が形成される。
(もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
発泡ウレタン複合成形品の製造方法および発泡ウレタン複合成形品
【課題】 従来の金型を用いた場合の種々の工程上の問題を改善する製造方法を提供すると共に、従来の高密度表面層を有する発泡ウレタン成形品に替わって使用でき、表面の耐擦傷性が改良された発泡ウレタン複合成型品を提供する。
【解決手段】 熱可塑性硬質樹脂のシートを真空成型して表皮型枠を製造し、該表皮型枠を該表皮型枠と同型の金型にセットし、該表皮型枠内でウレタン発泡を行った後該金型から表皮型枠毎脱型する、表皮型枠と発泡ウレタンが一体化した発泡ウレタン複合成形品の製造方法;および該製造方法で製造された、高密度発泡ウレタン成形品に替る発泡ウレタン複合成形品である。
(もっと読む)
多層積層構造及び製造方法
本発明は、多層積層構造及び製造方法に関し、より具体的には、積層用フレーム、及び少なくとも1種のエネルギー活性化流動性ポリマーを利用して、多層積層構造を組み立てる方法に関する。  (もっと読む)
(もっと読む)
偏光レンズの製造方法
【課題】アスティグマが低減された高品質な偏光レンズをキャスト法によって製造する方法を提供すること。
【解決手段】成形型内部のキャビティに偏光膜を配置すること、上記偏光膜が配置されたキャビティに熱硬化性成分を含むレンズ原料液を注入すること、上記レンズ原料液を注入した成形型を加熱することにより前記熱硬化性成分の硬化反応を行うこと、および、上記硬化反応後に得られた成形体を成形型から取り出すことにより上記偏光膜を含む偏光レンズを得ること、を含む偏光レンズの製造方法。前記加熱を、少なくとも2段階以上昇温速度を変更する昇温プロファイルにより行い、かつ重合発熱ピークが発現する温度または重合発熱温度上昇率が最大となる温度(基準温度)を含まない温度域において、昇温速度を最大にする。
(もっと読む)
複合材成形品の成形方法
【課題】排気がスムーズで成形品を効果よく成形し、且つ、成形品にピンホールがなるべく形成されない、複合材成形品の成形方法の提供、並びに、成形と同時に成形品の表面に装飾模様をつけることで、成形後の装飾工程を省くことができる、複合材成形品の成形方法を提供する。
【解決手段】複数層の層状プリプレグを積層してから成形型内に入れて成形/硬化させる複合材成形品の成形方法において、前記成形型は、成形型の内面に、陰刻模様を、前記成形型の成形圧力による、前記積層後の層状プリプレグの外表面の絞り変形より深く、型外と連通するように形成する複合材成形品の成形方法。
(もっと読む)
位相差フィルム用樹脂組成物、位相差フィルムの製造方法、及び位相差フィルム
【課題】可撓性に優れるとともに、耐熱性が高く、複屈折を容易に高められ、溶融押出成形加工が可能で、測定波長が短いほど位相差が小さく、測定波長が長いほど位相差が大きいという特徴の位相差フィルム用樹脂組成物、該樹脂組成物を用いた透明性や表面平滑性に優れ、残存歪の少ない位相差フィルムの製造方法、上記特徴を有する位相差フィルムを提供する。
【解決手段】セルロースアシレート等のセルロースエステル系樹脂にゲル化剤を含有させた組成物とし、該樹脂組成物を特定の方法で溶融押出成形法等でフィルム化し、場合によっては延伸等を施し、位相差フィルムとする。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】クラックがなく、そのために良好な外観、高剛性を備えたFRPを圧縮成形により短時間で製造する。
【解決手段】実質的に連続した強化繊維に熱硬化性樹脂組成物を含浸したプリプレグを有する繊維強化複合材料と、該繊維強化複合材料の内部に配置されたコア材とを具備する成形材料を成形型で圧縮成形する成形工程を有する繊維強化複合材料成形品の製造方法であって、前記コア材は、軽量化充填剤を配合した熱硬化性樹脂組成物を成形した軽量コアである。軽量化充填剤としては、ガラス微小中空球、発泡プラスチックビーズなどが好適である。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法
【課題】シリコン製中子型を使用する際に脱型を容易にする中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法を提供する。
【解決手段】後縁用シリコン製中子型51上に第1離型フィルムとしての内側離型フィルム52を被覆し、この内側離型フィルム52上に第2離型フィルムとしての外側離型フィルム54を被覆する第1工程と、外側離型フィルム54上に中空構造用プリプレグとしての後縁用プリプレグ28Pを積層した後に、後縁用プリプレグ28Pに圧力を加えて後縁用シリコン製中子型51に内側離型フィルム52、外側離型フィルム54を介して後縁用プリプレグ28Pを密着させて後縁用プリプレグ成形体28を得る第2工程と、後縁用シリコン製中子型51を内側離型フィルム52と共に長尺方向から脱型する第3工程と、を含む。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
表皮付き自動車内装成形品の表皮シール構造および表皮付き自動車内装成形品
【課題】表皮付き自動車内装部品の表皮の積層成形において、表皮の成形材料のキャビティからの洩れを防止するための省スペースとしたシール構造を提供するとともに、該シール構造を他の部品との組み付け構造に利用して、シール部および組み付けに必要な部位を小さくして、省スペース化した組み付け部を具備する自動車内装部品を提供すること。
【解決手段】金型に基材を配置し、他方の金型により型閉めした後、表皮材料を注入して表皮層を形成する表皮付き成形品の製造方法において、該基材の少なくとも一部の端縁部には形成する表皮層表面側に対して略レの字状に間隔を隔てつつそれに被さる延長部を有し、前記他方の金型は前記基材の延長部の該略レの字状の間隔に対応する形状を具備し、該金型の該形状面と基材端縁部との間の前記略レの字の斜面部位において表皮成形材料をシールするシール構造を形成する表皮付き成形品の製造方法、およびその成形品。
(もっと読む)
板状成形物の製造方法
【課題】ステンレス鋼板からなる鋳型と分子中に少なくとも2個の(メタ)アクロイルオキシ基を有する単量体の硬化被膜との剥離性が良好で、かつ安全で、特定部の選択的処理が可能で、硝酸溶液の使用量も少ない板状成形物の製造方法を提供する。
【解決手段】1〜50質量%濃度の硝酸溶液を含有する基材物質をステンレス鋼板に接触させて該硝酸溶液で処理する工程、前記処理後のステンレス鋼板からなる鋳型の表面に、分子中に少なくとも2個の(メタ)アクロイルオキシ基を有する単量体を含有する塗膜層を形成した後に塗膜層を硬化させて硬化被膜を形成する工程、硬化被膜の表面にビニル単量体層を形成した後にビニル単量体層を重合してビニル重合体層を形成する工程、及び鋳型の表面から硬化被膜が積層されたビニル重合体層を剥離する工程を有する板状成形物の製造方法。
(もっと読む)
波形断熱パネルの製造方法
【課題】波形断熱パネルの凸条を含むパネル空間内への発泡断熱材の注入・充填を容易にすると共に、パネル端部の美観の向上を図れるようにした波形断熱パネルの製造方法を提供すること。
【解決手段】表面板1の凸条2の裏面底部に、角部が切断可能なL形状の仮止め材5の一方の片5aを固着し、上記仮止め材5の他方の片5bと凸条の端部開口を塞ぐ塞ぎ部材7とを固定部材12で固定し、その後、上記一対の表面板1と枠部材8を仮組みし、空間内に発泡断熱材10の注入・充填をする。発泡断熱材硬化後、仮止め材5の切り込み溝6にて切断して上記塞ぎ部材7と上記仮止め材5の他方の片5bとをパネル本体から引き剥がす。
(もっと読む)
レンズ及びその製造方法
レンズを製造するための方法において、第1の表面(102)に凹所(106)を備えている基板(100)が用意される。第1の所望のレンズ表面(112a)に従った形状(110)を有する犠牲材料(108)が前記凹所に設けられる。前記第1の所望のレンズ表面に従った形状を有するようにレンズ材料(112)が前記基板(100)及び前記犠牲材料(108)へ塗布されて硬化させられ、次いで前記犠牲材料(108)が除去される。 (もっと読む)
衝撃吸収装置の製造方法
【課題】骨格フレームと表皮からなるロボットアームの衝撃吸収装置のバリを大幅に低減すると共に、安価に製造できる製造方法を提供する。
【解決手段】マスターモデル3の表面の第1領域3´に柔軟素材の薄膜4を形成したマスターモデル3を注型用型枠5に設置してゴムまたは樹脂を注型、硬化させることにより注型型6を製作する。その注型型6からマスターモデル3を取り外すことにより第1領域3´の薄膜4を注型型6の対向面に転移させる。その後骨格フレーム1を薄膜4に密着するよう注型型6に設置し、表皮2となる素材を注型することにより衝撃吸収装置を製造する。
(もっと読む)
161 - 180 / 515
[ Back to top ]