
Fターム[4F204AD05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (5,039) | 材料 (1,267) | プラスチック、ゴム (515)
Fターム[4F204AD05]に分類される特許
141 - 160 / 515
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法
【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
一体のエネルギー吸収発泡体を有するヘッドライナーの製造方法

【課題】変化している発泡体厚さ及び密度の輪郭部分を有するヘッドライナー組立体を提供すること。
【解決手段】自動車の客室に使用するためのヘッドライナー組立体80であって、反対向きの第一側面及び第二側面を有する輪郭付基板を形成するウレタン発泡体68の層の中に埋め込まれたガラス繊維マット62と、第一側面に貼り付けられた離型フィルム60と、反対向きの第二側面に貼り付けられた接着フィルム66と、離型フィルムに接着され前記ヘッドライナー組立体に弾力性及び騒音吸収を与えるスクリム層72と、接着フィルムに接着され装飾カバーをヘッドライナー組立体に与える生地層70と、を備え、ヘッドライナー組立体は、ヘッドライナー組立体に一体のエネルギー吸収部を設けるための、ウレタン発泡体の変化する厚さの領域を有する予め決定された輪郭で形成されているヘッドライナー組立体。
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、薄肉、高剛性に優れる繊維強化成形体の提供を目的とする。
【解決手段】芯材11と、芯材11の両面に積層された繊維補強材21とから構成し、芯材11は、連続気泡を有する熱硬化性樹脂発泡体に熱硬化性樹脂が含浸して熱硬化性樹脂発泡体を圧縮した状態で熱硬化性樹脂が硬化したものであって、圧縮率が200〜5000%の範囲のものからなり、繊維補強材21は、炭素繊維織物に熱硬化性樹脂が含浸して硬化したものからなり、含浸後の熱硬化性樹脂の樹脂比率が50〜80%であり、芯材11と繊維補強材21を、熱硬化性樹脂発泡体に含浸した熱硬化性樹脂と炭素繊維織物に含浸した前記熱硬化性樹脂の硬化により一体化した。
(もっと読む)
光学シート、光学シートの製造に用いられるロール金型及び光学シートの製造方法
【課題】非対称な横断形状を有する光学素子の向きを容易に認識できる光学シートを提供する。
【解決手段】光学シート1は、主面3と裏面4とを有する本体2を備える。主面3は、一対の縁E1Pを有する製品面1Pと、構造化面1Sとを含む。構造化面1Sは、製品面1Pに隣接し、製品面1Pよりも狭い幅を有する。製品面1Pは、複数の非対称光学素子1ALを含む。非対称光学素子1ALは、一対の縁E1Pと直交する仮想面において、左右非対称の横断形状を有する。構造化面1Sは、複数の光学素子1Lを含む。光学素子1Lは、非対称光学素子1ALと異なる形状を有する。
(もっと読む)
複合材料製構造部材の成形方法
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とする。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
金属箔積層体の製造方法
【課題】金属箔積層体を製造する際に、その外観を良好にし、平面度を向上させる製造方法を提供する。
【解決手段】樹脂含浸基材2を一対の第1金属箔3、一対の第1スペーサー5、一対の第2スペーサー18および一対の第1クッション材20で順に挟み込んだ第1積層体8を、一対の金属板6および一対の第2クッション材7で順に挟み込んだ層構成を有する第2積層体9を作製する。この第2積層体9をその積層方向に一対の熱盤で加熱加圧する。第1金属箔3と金属板6との間に第1スペーサー5、第2スペーサー18および第1クッション材20が介在しているため、第1金属箔3に凹凸が生じたり、加圧バランスが崩れたりする事態は生じない。熱盤と金属板6との間に第2クッション材7が介在しているため、過昇温が起こらない。
(もっと読む)
金属箔積層体の製造方法
【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
超音波診断装置用レンズ及びその製造方法
【課題】高い電磁シールド性を発揮する超音波診断装置用レンズ及びその製造方法を提供すること。
【解決手段】シリコーンゴム組成物で形成されたキャップ10と、キャップ10の内表面に密設された銅薄膜11とを備えて成り、前記銅薄膜は伸びが4〜12%であることを特徴とする超音波診断装置用レンズ2、並びに、凸部を有する第1金型と前記凸部が進入可能な凹部を有する第2金型とを備えて成る成形金型を用いて、前記凸部と前記凹部との間に配置された銅薄膜とシリコーンゴム組成物とを圧縮成形することを特徴とする請求項1又は2に記載の超音波診断装置用レンズの製造方法。
(もっと読む)
クッション
【課題】低密度のポリウレタン発泡体を原料としてクッションをモールド成形すると、通気性が悪かった。
【解決手段】クッションは、密度の高いポリウレタン発泡体を所定範囲の大きさに破砕して得られる第1粉砕物と、第1粉砕物の元となるポリウレタン発泡体より密度の低いポリウレタン発泡体を所定範囲の大きさに粉砕して得られる第2粉砕物とを、所定割合でバインダーと共に混合してモールド成形することで得られる。第1粉砕物としては、車両用シートから回収されたポリウレタン発泡体を用いることができ、第2粉砕物としては、軟質スラブ発泡体を用いることができる。
(もっと読む)
レンズ成形装置およびレンズ成形方法
【課題】高精度かつ低コストで成形可能なレンズ成形装置およびレンズ成形方法を実現する。
【解決手段】本発明に係るレンズ成形装置100は、金型1、絶縁基板2、ステージ3、電源4、スイッチ5、およびUV照射装置6を備える。絶縁基板2上には、誘電体樹脂8が供給され、金型1の転写面1aを誘電体樹脂8に押し当てることにより、誘電体樹脂8にレンズ形状を転写する。このとき、電源4によって金型1に電圧を印加して、金型1と絶縁基板2との間に電界を形成すると、静電引力により、誘電体樹脂8は、上端が細い尖形の状態で、金型1の転写面1aに引き寄せられる。これにより、転写面1aと誘電体樹脂8との間に気泡が入り込みにくくなるので、高精度なレンズ形状を誘電体樹脂8に転写することができる。
(もっと読む)
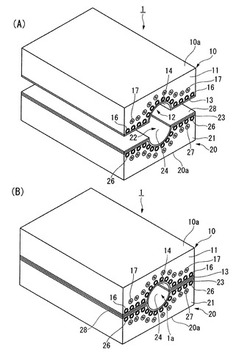
中間製品および中間製品複合体
【課題】金属板に代用でき、利用範囲が広い繊維強化プラスチック中間製品及び中間複合体を提供する。
【解決手段】中間製品は熱可塑性プラスチックの2つの層10、11の間に強化繊維3が配置された構成からなる。強化繊維3は単一方向に配向しており、上下の熱可塑性プラスチックは強化繊維3の間の空隙18を通じて互いに接合されている。中間複合体は少なくとも2つの中間製品を重ねて接合することにより得られ、用いられる中間製品の強化繊維はそれぞれ配向方向が異なるように配置するのが好ましい。
(もっと読む)
衝撃エネルギー吸収材成形用金型の衝撃エネルギー吸収材取付用クリップ保持構造及び衝撃エネルギー吸収材取付用クリップ
【課題】金型内面にインサート物を容易に且つしっかりと保持しておくことができ、脱型時には容易にクリップからピンを抜くことができる金型のインサート物保持構造と、この構造を利用した発泡成形方法と、この構造及び方法に用いることができるクリップと、このクリップを備えたEA材を提供する。
【解決手段】段部43付きの貫通孔42を有したこのクリップ40にクリップ係止ピン50が挿入係止されることにより、EA材1が金型60に取り付けられる。この金型60内にてウレタン等の発泡成形が行われ、EA材1が表面部に埋設されたEA材1が製造される。クリップ40の内面に凸部47が設けられているので、発泡成形時にクリップ40が動かない。クリップ40を介してEA材1が自動車のドアトリム等に取り付けられる。
(もっと読む)
カウンタ及びその製造方法
【課題】 多層構造のカウンタであっても、深み感や立体感を効果的に現出することができるカウンタ及びその製造方法を提供する。
【解決手段】 本発明のカウンタは、表面側に設けられ光を透過させる透光層73と、該透光層73の裏側を遮蔽するように設けられた遮蔽層74と、透光層73と遮蔽層74との界面に設けられ、一端に入光部64を有すると共に、透光層73との界面に出光面65を有する導光層6とを備えている。そして、透光層73と導光層6と遮蔽層74とが一体となり3層構造となっている。
(もっと読む)
ウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】ゴーストやフレア等の不具合が生じることを防止できるとともに製造コストの増加を抑えることができるウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイを転写型により一体成形するウェハレベルレンズアレイの成形方法であって、転写型の複数のレンズ部10に対応する領域以外の部分に遮光材料を配置する工程と、転写型に供給された成形材料を該転写型により押圧し、成形材料に基板部1に複数のレンズ部10が配列された形状を転写し、その後、成形材料を硬化させる工程とからなり、基板部1の、複数のレンズ部10が成形された領域以外の少なくとも一部に、遮光材料からなる遮光部14を形成する。
(もっと読む)
パイプ成形装置及びパイプ成形方法
【課題】熱可塑性樹脂を母材とするパイプの成形
【解決手段】
パイプ成形装置20は、加熱されることによって膨張する棒状の内型22と、内型22の外周を覆う筒状の外型24と、内型22を加熱する加熱装置26とを備えている。かかるパイプ成形装置20では、シート状の成形基材10を、棒状の内型22の外周に巻いて筒状の外型24の内部に収容する。そして、内型22を加熱し、内型22の外径を大きくする。これにより、内型22の外周面と外型24の内周面との間で成形基材10を加熱するとともに加圧して、成形基材10を外型24の内周面に沿った形状に成形することができる。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
複合材料の改良された製造方法及び製造装置
本発明は、少なくともツールの一部を乾燥織布強化材で覆うステップと、乾燥織布強化材及びツールを入れた真空バッグを密封するステップと、真空バッグの内部の圧力が真空バッグの外部の圧力よりも低くなるように、真空バッグの内部と外部との間に圧力差を生じさせるステップと、樹脂を乾燥織布強化材に含浸させるステップと、樹脂を硬化させるステップと、を含む複合材料の製造方法に関する。本発明はまた、本方法に従って複合材料を製造する装置に関する。 (もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
141 - 160 / 515
[ Back to top ]