
Fターム[4F204AG19]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 円盤状体、球状体 (134)
Fターム[4F204AG19]に分類される特許
41 - 60 / 134
蓄光チップ及びその製造方法

【課題】 持ち運び及び輸送が楽で、自由度の高い蓄光チップを提供する。
【解決手段】 蓄光チップ1は蓄光材層2の内側面に空洞部、外側面に透明表皮層3が形成され、蓄光材層2の内側面に反射機能を有する白色樹脂層4が形成されている。透明表皮層3としては、例えばアクリル樹脂、シリコン樹脂、ポリエステル樹脂などの硬度が高い材料を用いる。前記蓄光材層2は蓄光材粒子2a同士が接触した状態で結合して多孔質状をなすとともに蓄光材粒子2a間の隙間には蓄光材層の形状を維持するための透明樹脂5が充填されている。
(もっと読む)
複合型光学素子及び複合型光学素子の製造方法

【課題】金属微粒子を含有した光学樹脂からなる中間層を用いることで複合型光学素子の層間の密着性を強くする。
【解決手段】レンズブランク10上の複合型光学素子は、光学樹脂Aからなる第1層11と、金属微粒子を含有する光学樹脂Bからなる第2層12と、第1層11と第2層12に挟まれた金属微粒子を含有する光学樹脂Aからなる中間層13を有する。第1層11と中間層13との間は樹脂硬化反応によって結合する。金属微粒子を含有する光学樹脂Bからなる第2層12と中間層13の間は、光学樹脂Aや光学樹脂Bに分散させた金属微粒子間の相互作用力によって接合する。
(もっと読む)
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法
【課題】重合収縮による形状の不安定さを抑制し、厚さのばらつきを抑えてレンズを成型することを目的とする。
【解決手段】レンズ成型用のガスケット10に一方の面が完成光学面の型である上型モールド30と下型モールド40とを挿入する。上型モールド30はガスケット10の上型係止部14に組付ける。下型モールド40は成型初期には下型係止部18と間隔をもって初期静止部20に組付ける。注入口22から液体材料部を注入して重合を行う。重合収縮による下型モールド40の移動を安定化し、重合終了時に下型係止部18で確実に係止することによって、レンズの厚さのバラツキを抑制することができる。
(もっと読む)
眼内レンズ製造方法
【課題】加工時に生じる切削粉や塵の付着の虞を排除でき、所望の精度を有する眼内レンズを比較的ローコストで安定して製造することが可能な眼内レンズ製造方法を提供する。
【解決手段】光学部になる部材を成形するための光学部成形部と、支持部になる部材を成形するための支持部成形部とを有する成形型であって、前記光学部成形部は、成形することによってレンズを構成する前方光学面と後方光学面とが直ちに得られるものであり、前記支持部成形部は、成形によって得られた部材に一定の加工を加えることによって支持部が得られるものである成形型を用い、前記成形型内に眼内レンズの原料を注入後、重合もしくは硬化させ、次に、前記重合もしくは硬化させた部材における少なくとも前記前方光学面及び後方光学面が前記成形型の光学部成形部によって覆われた状態で前記支持部になる部材を支持部の形状に加工し、次に、前記光学部成形部を離型することを特徴とする。
(もっと読む)
成形装置および成形品の製造方法
【課題】成形装置において、熱可塑性素材が実装された型セットの加熱のために投入されるエネルギーの利用効率を向上させる。
【解決手段】上型2と下型3の間にガラス素材5が実装された型セット1を、ヒータ9およびヒータ11によって加熱される下側ヒータブロック12および上側ヒータブロック14で挟圧して成形する成形装置において、下側ヒータブロック12および上側ヒータブロック14の型セット1に対する当接面であるプレス面部19として、放射率εが0≦ε≦0.3に設定された下側プレスプレート13および上側プレスプレート15を設け、本来の伝熱領域19aにおける伝熱経路16以外の露出領域19bにおける放熱経路17での熱エネルギーの損失量を抑制し、型セット1の加熱のためにヒータ11から下側ヒータブロック12および上側ヒータブロック14に投入される熱エネルギーの利用効率を向上させる。
(もっと読む)
インプリント用膜形成組成物、並びに構造体の製造方法及び構造体
【課題】基体上に塗布し、モールドを押し付けた際に、低いプレス圧力で構造体を得ることが可能なインプリント用膜形成組成物、並びにそのインプリント用膜形成組成物を用いた構造体の製造方法及び得られた構造体を提供する。
【解決手段】本発明に係るインプリント用膜形成組成物は、樹脂と、有機溶剤とを含有し、この有機溶剤が、大気圧における沸点が100〜200℃である特定溶剤を含む。構造体を製造する際には、本発明に係るインプリント用膜形成組成物を基体上に塗布して樹脂層を形成し、この樹脂層にモールドを押し付けた後、樹脂層からモールドを剥離する。
(もっと読む)
偏光フィルムの配置方法及び偏光プラスチックレンズの製造方法
【課題】偏光フィルムが丸まりにくく、偏光フィルムを内部に保持させる際の作業が簡単な偏光プラスチックレンズの製造方法及びそのようなレンズを製造するための偏光フィルムの配置方法を提供すること。
【解決手段】周縁に丸まり防止用の屈曲部を有する一軸延伸させた偏光フィルム35の裏面を吸着パッド9A,9Bによって吸着保持しながら屈曲部37をカットする。一方、第1のレンズ用モールドを底部として同モールドの周囲を間隔保持用モールドで包囲して天井側が開口された容器形状のモールドセットを別途用意する。そしてカットした偏光フィルム35を保持した吸着パッド9A,9Bを間隔保持用モールドの内周面に配設された上下一対の弾性挟持片によって周縁部を挟持させるようにし、吸着パッド9A,9Bの吸着状態を解除して偏光フィルム35を同間隔保持用モールド側に預けるようにする。
(もっと読む)
コンタクトレンズの成型方法とモールド
【課題】 簡易、かつ安価なコンタクトレンズの成型方法を提供する。
【解決手段】 コンタクトレンズ材料3をモールド1の型穴11内に入れ、補助ジグ2の型ブロック21により型穴内のレンズ材料を加圧成型する。コンタクトレンズ材料は型穴と型ブロックの円弧面に沿って上方へと拡大、延伸し、余剰材料は型穴のコーナーカットエッジ111外に溢出して、該エッジにより切断される。
モールドと補助ジグを分離すると成型されたレンズはジグに密着してモールドから離れ、UVなどにより硬化処理を行い、ジグを反転して型ブロック外の空間22に緩衝液を注入して処理し、ジグの封止平面23に封止薄膜を張って製品とする。
(もっと読む)
可変厚さの多層物品
可塑性樹脂の多層充填物の圧縮成形で製造される、軸対称性でない多層物品であって、上記物品は、圧縮前に鋳型中の充填物の中心となる点に対応する供給中心を備えており、流れの長さである、上記供給中心と上記物品の端部の間の距離が一定でないものにおいて、与えられた流れの長さに対して、該流れの長さが大きいほど、この流れの長さに沿う部分の平均厚さが小さく、与えられた流れの長さに対して、該流れの長さが小さいほど、この流れの長さに沿う部分の平均厚さが大きい、ことを特徴とする。 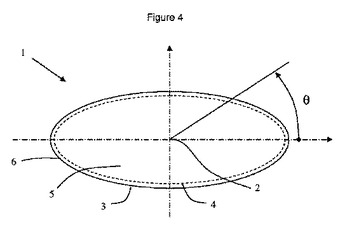 (もっと読む)
(もっと読む)
プラスチックレンズの製造方法
【課題】 安価で良質なリフロー耐熱性のあるプラスチックレンズの製造方法の提供。
【解決手段】 支持部材53によって支持された平板52を備える注形型51を水平に設置する。次に、キャビティ51aに適量のエポキシ樹脂10を注入する。エポキシ樹脂10の適量とは、樹脂の上面が平板52の下面より上で、注形型51の上面よりも下になる量である。次に、水平を保持して注形型51ごと高温槽で加熱しエポキシ樹脂10を硬化させる。次に、注形型51から成形品である片レンズを取り出す。成形品の離型には超音波振動体を活用するなどして容易化する。このような成形方法によって片レンズ2、3には平板52による凹部2c、3cが形成される。
(もっと読む)
竹繊維成形物及び竹繊維成形物炭化処理材
【課題】剛性材ないしは準剛性材又はブロック状の弾性材を成形可能で、壁材、断熱材を含む建築材料、マット、吸音材、緩衝材その他の用途に適用可能な削剥竹繊維を母材とする竹繊維成形物及びこれに炭化処理を施した竹繊維成形物炭化処理材を得る。
【解決手段】竹繊維を母材とする竹繊維成形物Xが、採取した竹材の繊維配向と交差する方向に鉋掛け又は削進することにより削剥して得られるフィラメント状の削剥竹繊維1を原材料とする。該削剥竹繊維1に、水分を噴霧供給して湿潤化するとともに絶乾状態の粉末状糊材2を添加混合し、ついで削剥竹繊維1を交絡させて金型投入して材料表面を整え、所定の圧下量で脱気又は圧密化し加熱保持して賦型化する。こうして得られた竹繊維成形物Xに、さらに炭化処理を施して竹繊維成形物炭化処理材を製造する場合がある。
(もっと読む)
光学素子の製造方法
【課題】短時間の光照射でも、光硬化型樹脂表面に形成される有害な微小凹凸を小さくすることができる光学素子の製造方法を提供する。
【解決手段】片面にレリーフパターンが形成されたレンズ1の、レリーフパターンが形成された面とガラス型2の間に、未硬化の光硬化型樹脂3を挟み込んで押圧する。そして、光源装置4より、ガラス型2を通して照射光5を光硬化型樹脂3に照射して、光硬化型樹脂3を硬化させる。その後、光硬化型樹脂3をガラス型2から剥離することにより、レンズ1と硬化した光硬化型樹脂3とが接合され、両者の境界にレリーフパターンが形成された光学素子が完成する。ガラス型2と光硬化型樹脂3との間にはレリーフパターンが無いので、光硬化型樹脂3中では光の強度むらが発生せず、従って光硬化型樹脂3が一様に硬化する。よって、ガラス型2から光硬化型樹脂3を剥離したとき、剥離面には微小な凹凸が発生しにくくなる。
(もっと読む)
プリフォームの製造方法および製造装置、プリフォーム、光学部材
【課題】ナノコンポジット樹脂を用いて光学特性に優れた光学部材を安価に形成することができる光学部材用のプリフォームの製造方法および製造装置ならびに該方法により製造されたプリフォーム、そして該プリフォームから成形された光学部材を提供する。
【解決手段】無機微粒子が熱可塑性樹脂に含有するナノコンポジット樹脂からなり、熱プレス成形によって光学面67a、67bが形成される光学部材67の素材とされるプリフォーム65の製造方法であって、光学面67a、67bに近似する略光学面65a、65bと、雰囲気開放面12と、を少なくとも提供する型11、13にナノコンポジット樹脂を含む溶液61を投入し、略光学面65a、65bの形状を維持して溶液61の溶媒を蒸発させ、該溶液61を固化させる。
(もっと読む)
光学素子の製造方法
【課題】レンズや光硬化型樹脂の大きさが小さい場合に、光照射時間を短くして、生産効率を上げることができる光学素子の製造方法を提供する。
【解決手段】照射領域変倍光学系4は、入射する平行光5aを異なる大きさの光束の照射光5bに変換するものであり、常に、入射する光束の一定量(理想的には全て)が照射光として出射するので、照射面積を小さくすれば、照射面積に逆比例して照射光量密度を高くすることができる。(a)、(b)に示すごとく、照射領域変倍光学系4を調整することにより、照射光5bの照射領域を、レンズ1や光硬化型樹脂2の大きさに合わせて変化させている。よって、(b)に示すように、レンズ1や光硬化型樹脂2の大きさが小さいときは、その分照射光量密度が高くなり、短時間で光硬化型樹脂2の硬化を行うことができて、生産効率を上げることができる。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
モノマー充填シリンジの製造方法
【課題】プランジャ治具とプランジャロッドとを連結する際、プランジャ治具が動いても、シリンジ内に充填されたモノマーの脱気状態が損なわれることなく、良好なモノマーの注入処理を行うことができるモノマー充填シリンジの製造方法の提供を目的とする。
【解決手段】
ノズル12をノズルキャップ16で封止したシリンジ10に対して、ノズル12とは反対側の端部から液状のモノマーMを充填する。次に、モノマーMが充填されたシリンジ10の内部を減圧した状態で、シリンジ10の内部に対して、プランジャロッドに接続されるプランジャ治具30と同プランジャ治具30と分離して同プランジャ治具30の周囲を囲むように配置されたガスケット20とをノズル12とは反対側の端部から押し込みする。
(もっと読む)
ディスク製造方法及び光ディスク
【課題】隙間部分を傷つけたり樹脂や基板の削り屑が発生するなどなく、簡易かつ適切にスタンパを剥離できるようにする。
【解決手段】スタンパを用いてピットパターンをディスク基板に転写する工程において、転写後、ディスク基板上の硬化された樹脂からのスタンパ剥離を良好に行うため、転写工程に先立って、予め剥離開始部位の樹脂を硬化して転写前硬化部を形成しておく。転写工程では、スタンパが圧着された状態で樹脂層が硬化されて凹凸パターンの転写が行われる。その後、スタンパを剥離する際に、転写前硬化部とスタンパとの間に自然に隙間ができるため、その隙間部分をきっかけとして、例えばエアブローを行いながらスタンパを剥離していく。
(もっと読む)
樹脂注入孔成形装置、その方法、および、プラスチックレンズの製造装置
【課題】樹脂注入用孔部を適切に形成可能な樹脂注入孔成形装置の提供。
【解決手段】樹脂注入孔成形装置20は、切り取り手段21にて、成形用モールド504に巻き付けられたテープ基材503Aからテープ基材の切り取り片を切り取る。除去手段22にて、切り取り手段21で切り取られたテープ基材の切り取り片を、成形用モールド504の外側へ除去することにより、テープ基材503Aに樹脂注入用孔部を形成する。このため、樹脂注入用孔部の形成時に、テープ基材の切り取り片や粘着層503Bが成形用モールド504内へ入り込んで、成形用モールド504の成形面に付着することが抑制される。したがって、プラスチックレンズの外観不良の発生を抑制でき、樹脂注入用孔部を適切に形成できる。
(もっと読む)
プラスチックレンズの成形方法
【課題】プラスチックレンズ用の液状成形材料をモールド内に注入する際に内部に極力泡を残さずに充填させることができるプラスチックレンズの成形方法を提供すること。
【解決手段】第1及び第2のレンズ型枠12をテープ14によって所定間隔で保持させてまずモールド11を構築する。そして、セットされたモールド11に対してカッター装置26でまずモールド11の上方正中位置Pから図上右方にずれた位置に注入口45を形成する。次いで、注入口45に注入ノズル27を挿入して原料モノマーの注入を開始する。ある程度注入が進んだところでモールド11を回転させて、注入口45を上方正中位置Pに移動させる。これに伴って注入ノズル27も移動させ、続いて注入作業を再開し内部空間18に原料モノマーを完全に充填する。この充填作業が完了すると、定法に従って原料モノマーを加熱硬化させる。
(もっと読む)
化学機械研磨用パッドの製造方法
【課題】研磨性能を低下させることなく、光学式終点検出装置の終点検出用光を透過させる領域を有する化学機械研磨用パッドの製造方法を提供すること。
【解決手段】上記方法は、非水溶性マトリックスと該非水溶性マトリックス材中に分散された水溶性粒子を含有し、この水溶性粒子の含有割合は非水溶性マトリックスと水溶性粒子との合計を100体積%とした場合に2〜5体積%であり、研磨面と研磨面の反対面の非研磨面を備えてなり、研磨面から非研磨面に光学的に通じる透光性領域を有し、該透光性領域の非研磨面の表面粗さ(Ra)が10μm以下であり、そして該透光性領域の波長633nmの光に対する透過率が12〜70%である化学機械研磨用パッドを製造する方法であって、非水溶性マトリックス及び水溶性粒子を混合し、研磨パッドの透光性領域の非研磨面に該当する表面を鏡面仕上げにした金型を用いてプレス成形することを特徴とする。
(もっと読む)
41 - 60 / 134
[ Back to top ]