
Fターム[4F204AJ03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 装置又は装置部材の材料の特徴 (1,067) | 材質の特徴 (624) | 樹脂 (225)
Fターム[4F204AJ03]の下位に属するFターム
FRP (14)
Fターム[4F204AJ03]に分類される特許
21 - 40 / 211
複合材中空部品の成形方法及び成形装置
【課題】板厚が厚くなっても皺の発生を抑制しつつ、小額の設備投資で成形品質の高い中量産部品を成形できる成形方法及び成形装置を提供することを目的とする。
【解決手段】複合材中空部品の成形方法は、架台2上に、保持部により該架台2と間隔をあけてツール3を保持し、該ツール3上に、繊維で強化された樹脂からなるプリプレグ7を載置し、プリプレグ7の上から、ツール3及びプリプレグ7を高伸度シート5で被覆し、高伸度シート5とツール3及びプリプレグ7の外周側で、高伸度シート5がプリプレグ7と接触するプリプレグ7の頂部から端部にかけて高伸度シート5に張力がかかるよう高伸度シート5と架台2とを固定治具6により固定してツール3及びプリプレグ7を収容した密閉空間Sを形成した後、密閉空間S内に接続された真空引き装置により、密閉空間S内を真空引きしてツール3にプリプレグ7を巻きつける。
(もっと読む)
光学フィルムの製造方法、偏光板および画像表示装置

【課題】硬化後の塗工層の両端部領域から硬化樹脂が剥がれることが抑えられることにより、高品質で欠陥なく、かつ生産性よく光学フィルムを製造することができる製造方法を提供する。
【解決手段】本発明の光学フィルムの製造方法は、基材フィルム上に、活性エネルギー線硬化性樹脂を含有する塗工液を塗工して、塗工層を形成する塗工工程と、塗工層の基材フィルムの搬送方向と直交する方向の両端部領域に、活性エネルギー線を照射する第1硬化工程と、塗工層の表面に鋳型の表面を押し当てた状態で、基材フィルム側から塗工層に活性エネルギー線を照射する第2硬化工程と、を含む。
(もっと読む)
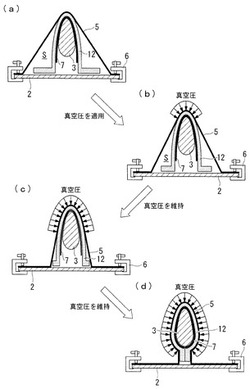
繊維強化プラスチックの製造方法
【課題】本発明は、金型とバッグ材を用いた繊維強化プラスチックの製造方法において、金型が湾曲または屈曲形状を有する複雑形状であっても、予め製品形状に形成した上型もしくは押圧板を準備することなく、表面平滑性に優れた複雑形状の繊維強化プラスチックを製造する方法を提供する。
【解決手段】以下の(a)〜(d)の工程を含むことを特徴とする繊維強化プラスチックの製造方法。
(a)湾曲または屈曲形状を有する金型の上に、少なくとも強化繊維基材と最終製品に要求される表面粗さと同等以上の平滑性を有する樹脂製シート材を含む成形材を配置する配置工程
(b)前記成形材を金型に押圧して沿わせて賦形および加熱する賦形・加熱工程
(c)強化繊維基材に含浸されたマトリックス樹脂を硬化する硬化工程
(d)樹脂製シート材を繊維強化プラスチック材から除去する除去工程
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
コンタクトレンズの製造方法と、それに用いる製造装置
【課題】型の浪費を無くして、安価にコンタクトレンズw0を製造する。
【解決手段】上側に雄型1a,101a,201aを、そして下側に雌型1b,101b,201bを位置させて、雌型に重合性材料w1を供給し、次に雄型と雌型とを上下へ相対変位させて成形キャビティCTを形成させる。成形キャビティCT内にて、前記重合性材料w1を、雌型と雄型とで上下から挟みつけた状態のまま重合させて、コンタクトレンズw0の成形を行う
(もっと読む)
成形型、ウェハレンズ及び光学レンズの製造方法
【課題】離型抵抗の低減によって意図した形状を持つ成形型を得ることができ、所期の光学性能が発揮される光学レンズが形成されたウェハレンズを製造することができる成形型の製造方法を提供すること。
【解決手段】加工工程において、繋がり部48を所定の面粗さを有する断面曲線状の凹形部48bに加工するので、複数の樹脂層部分(樹脂レプリカ部)41d間の繋がり部48で意図しない突起が形成されることを防止でき、サブマスター型40、サブサブマスター型50等の成形型やウェハレンズ10等において異形状が発生することを回避することができる。
(もっと読む)
成形体の成形方法および成形体
【課題】型と成形材料とを直接接触させることなく、型に形成されている成形パターンに対応したパターンを備えた成形体の成形方法等を提供する。
【解決手段】成形パターン13が形成されている型11のおもて面に、弾性を備え平板状に形成された成形用基板3を設置し、型11に空気を通すことで成形用基板3を真空吸着して弾性変形させ、成形用基板3を型11の成形パターン13の形状に倣わせ、成形材料5を、成形用基板3のおもて面に供給し、成形材料5を硬化し、硬化した成形材料5とともに成形用基板3を型11から離す。
(もっと読む)
レンズラック及びプラスチックレンズの製造方法
【課題】複数のプラスチックレンズを一度に製造できるようにする。
【解決手段】本発明のレンズラック1は、複数の第1の挟持部材3と、複数の第1の挟持部材3を有する第1の支持台2と、複数の第1の挟持部材3に対向してプラスチックレンズを成形する成形型を挟持する複数の第2の挟持部材5と、複数の第2の挟持部材を有する第2の支持台4と、を備えている。また、複数の第1の挟持部材3又は複数の第2の挟持部材5の少なくとも一方に、複数の第1の挟持部材3又は複数の第2の挟持部材5を成形型に向かって付勢するコイルばね6を備えている。
(もっと読む)
アンテナリフレクタの製造方法及びアンテナリフレクタ
【課題】製造工程が少ないアンテナリフレクタの製造方法及びアンテナリフレクタを提供する。
【解決手段】ヤーン又はクロスの状態の繊維に金属皮膜を形成する金属皮膜形成ステップと、金属蒸着クロス1、ガラスクロス2、ピールプライ3、樹脂拡散ネット4、及びバギングフィルム5を成型型8の上に順に設置する設置ステップと、成型型8とバギングフィルム5とを、チューブ6を間に挟み、隙間なく接着する接着ステップと、チューブ6を介して空気を外部に排出する排気ステップと、樹脂を注入する注入ステップと、注入ステップにて注入された樹脂の硬化後に、硬化後の金属蒸着クロス1及びガラスクロス2を取り外す取り外しステップと、を含む。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
オートクレーブ成形方法及びオートクレーブ成形装置
【課題】成形室に加熱手段や気体(空気など)循環手段を設けることなく、複雑な断面形状を有する成形品(複合材料)に対して万遍なく大きな熱量供給を行うことが出来ると共に成形の為の圧力、温度の制御が容易で、硬化時間を大幅に短縮できる効率の良い複合材料の成形方法を提供すること。
【解決手段】繊維基材とマトリックスによって形成された複合材料を真空バッグに収納して成形室に設置し、複合材料に必要な所定温度の飽和水蒸気を成形室に供給し、成形室内を複合材料に必要とされる所定温度と所定圧力に維持するように制御して硬化工程を行う。
(もっと読む)
転写ローラ、その製造方法および画像形成装置
【課題】低硬度で良好な密着性を有する転写ローラ、およびその転写ローラを装着した画像形成装置を提供する。
【解決手段】芯金の周りにポリウレタンフォーム層が成形型内で形成された転写ローラであって、該ポリウレタンフォーム層の表面の平均開口径(A)が0.05mm以上0.5mm以下であり、表面から1mm芯金側にある該ポリウレタンフォーム層の平均セル径(B)が0.1mm以上1.0mm以下、該ポリウレタンフォーム層の表面の平均セル壁(C)が0.03mm以上0.5mm以下である。
(もっと読む)
ウエハレンズ製造方法及びウエハレンズ
【課題】良品率が低下せず、低コストで製造が可能なウエハレンズ製造方法及び該方法により製造された低コストのウエハレンズを提供する。
【解決手段】樹脂型と基板の間に樹脂材料を介在させる工程と、介在する樹脂材料を硬化させレンズ部を形成する硬化工程と、樹脂型から基板及びレンズ部を離間させる離型工程と、を有し、離型工程は、レンズ部が最も硬化した際のビッカース硬度をHvMAXとし、離型時のレンズ部のビッカース硬度をHvとしたとき、
0.50≦Hv/HvMAX≦0.85
を満足するレンズ部の硬化状態で離型が行われるウエハレンズ製造方法とする。
(もっと読む)
熱プレス用クッション材
【課題】高温条件下で繰り返し使用されても、熱収縮が少なく、寸法の経時安定性が良好であり、高いクッション性を有する熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材は、その構成材料として、ポリスルホンアミド繊維を用いるものであり、ポリスルホンアミド繊維を、ニードルパンチにより基布と一体化させた不織布を備える構成とする。
(もっと読む)
熱硬化性プラスチック材料の高周波誘電加熱装置、及び熱硬化性プラスチックの成形方法
【課題】マイクロ波の誘電加熱を利用した装置に比べ、より安全で均一に素早い加熱が可能であり、高品質な熱硬化性プラスチックを形成可能な熱硬化性プラスチック材料の高周波誘電加熱装置を提供する。
【解決手段】高周波誘電加熱装置1は、熱硬化性プラスチック材料が注入されたモールドMを収容可能であり、収容したモールドMに対して照射可能に高周波を発生する高周波発生部2を備えており、モールドMに対する高周波の照射により、熱硬化性プラスチック材料を誘電加熱する。高周波発生部2は、電極としての下部電極4及び上部電極5を備えており、モールドMを搬送する搬送部3に高周波を供給するように配置されている。
(もっと読む)
発光ダイオードパッケージのレンズ製造方法
【課題】液相樹脂を多段階に硬化させ、最終的なレンズの形状を自由に具現することによって、材料の損失を減らして作製単価を低減し、追加の設備投資を必要とせず、単純な工程によって生産性を向上させることのできる発光ダイオードパッケージのレンズ製造方法を提供すること。
【解決手段】発光チップ130の実装された基板110を備えるステップと、基板110上に発光チップ130を覆う仮硬化樹脂を設けるステップと、該仮硬化樹脂をレンズ150bの形状に硬化させるステップとを含む発光ダイオードパッケージのレンズ製造方法を提供する。
(もっと読む)
成形型の製造方法、成形型、樹脂成形品の製造方法及び樹脂成形品
【課題】 高精度、高品位、微細化、複雑形状化に対応できる成形型を、容易に、短時間で、かつ低コストで製造可能であり、しかも、成形型間のバラつきも抑制可能な成形型の製造方法を提供する。
【解決手段】 本発明の成形型の製造方法は、液状材料11aを原盤型14の型面に注型する注型工程と、前記注型された液状材料11aを硬化させて原盤型14の型面の凹凸形状を転写する転写工程とを有し、前記注型工程において、注型前に、前記液状材料11aを脱泡処理し、前記転写工程において、前記硬化前に、注型された前記液状材料11aを脱泡処理することを特徴とする。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】材料で充填されためす型102を、それにおす型104が組み付けられた状態で攪拌機40内に配置し、その攪拌機により、めす型およびおす型を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、材料を攪拌しつつ脱泡する。その際、前記公転および前記自転のうちの少なくとも一方の速度を時間的に変化させ、それにより、めす型におす型が密着しない型開き状態と、回転中にめす型とおす型とのうちの少なくとも一方に発生する慣性力または遠心力によってめす型におす型が密着する型締まり状態とをそれらの順に実現する。
(もっと読む)
21 - 40 / 211
[ Back to top ]