
Fターム[4F204AJ03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 装置又は装置部材の材料の特徴 (1,067) | 材質の特徴 (624) | 樹脂 (225)
Fターム[4F204AJ03]の下位に属するFターム
FRP (14)
Fターム[4F204AJ03]に分類される特許
101 - 120 / 211
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法

【課題】重合収縮による形状の不安定さを抑制し、外径のばらつきを抑えてレンズを成型することを目的とする。
【解決手段】上型モールド30を係止する上型係止部14と、下型モールド40を係止する下型係止部18と、成型時に内壁を構成し、上型係止部14と下型係止部18との間に凹部20を有する成型部16と、を備える構成とする。凹部20に収縮分の成型材料60を補給することによって、重合収縮時の側面の括れを抑制する。
(もっと読む)
積層パネルとその製造方法

【課題】作業者がVOCガスを吸入したり樹脂に接触したりせず、更に、手作業によりコア材のスリットにパテを塗り込んだり、コア材を予め曲面に合わせて変形させたりすることなく、短時間かつ容易に、即ち一発成型により曲面を有するコア材と強化繊維とを積層した積層パネルを製造する方法を提供する。
【解決手段】コア材を合成樹脂製の平板状体の片面に複数の膨出部が小間隙を開けて一体的に形成し、前記小間隙は前記積層体を前記型材表面に形成された曲面に沿わせて撓ませたときに、この積層体の曲がりを阻止することがなく、且つ、液状の樹脂を全体的に供給することができる樹脂の小流路を形成し、更にこの樹脂が硬化して膨出部同士が一体化するように配置した。
(もっと読む)
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法
【課題】重合収縮による形状の不安定さを抑制し、厚さのばらつきを抑えてレンズを成型することを目的とする。
【解決手段】レンズ成型用のガスケット10に一方の面が完成光学面の型である上型モールド30と下型モールド40とを挿入する。上型モールド30はガスケット10の上型係止部14に組付ける。下型モールド40は成型初期には下型係止部18と間隔をもって初期静止部20に組付ける。注入口22から液体材料部を注入して重合を行う。重合収縮による下型モールド40の移動を安定化し、重合終了時に下型係止部18で確実に係止することによって、レンズの厚さのバラツキを抑制することができる。
(もっと読む)
ウエハレンズの製造方法
【課題】製造コストを低減することができ、かつ、低温で容易に製造することができるウエハレンズの製造方法を提供する。
【解決手段】ガラス基板3に対し第1の硬化性樹脂5A製のレンズ部5が設けられたウエハレンズ1の製造方法であって、レンズ部5の光学面形状に対応したポジ形状の成形面を複数有するマスター10から、光学面形状に対応したネガ形状の成形面を複数有するサブマスター成形部22を第2の硬化性樹脂22Aによって成形するとともに、サブマスター成形部22をサブマスター基板26で裏打ちすることによってサブマスター20を形成し、サブマスター20と、ガラス基板3との間に第1の硬化性樹脂5Aを充填して硬化させレンズ部5を成形する場合に、マスター10のモールド成形用材料として低融点ガラス又は金属ガラスを使用する。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
眼内レンズ製造方法
【課題】加工時に生じる切削粉や塵の付着の虞を排除でき、所望の精度を有する眼内レンズを比較的ローコストで安定して製造することが可能な眼内レンズ製造方法を提供する。
【解決手段】光学部になる部材を成形するための光学部成形部と、支持部になる部材を成形するための支持部成形部とを有する成形型であって、前記光学部成形部は、成形することによってレンズを構成する前方光学面と後方光学面とが直ちに得られるものであり、前記支持部成形部は、成形によって得られた部材に一定の加工を加えることによって支持部が得られるものである成形型を用い、前記成形型内に眼内レンズの原料を注入後、重合もしくは硬化させ、次に、前記重合もしくは硬化させた部材における少なくとも前記前方光学面及び後方光学面が前記成形型の光学部成形部によって覆われた状態で前記支持部になる部材を支持部の形状に加工し、次に、前記光学部成形部を離型することを特徴とする。
(もっと読む)
光半導体装置の製造方法、および光半導体装置の製造装置
【課題】光の輝度および色度を安定化させ、信頼性に優れる光半導体装置を製造する。
【解決手段】半導体チップ1が固着された回路基板10を、上型21aと下型21bとからなる金型21を用いて、半導体チップ1からの発光の少なくとも一部を吸収するとともに波長変換して異なる波長の光を発光する蛍光体粒子を含む液状樹脂31を硬化して封止する光半導体装置の製造方法であって、金型21のキャビティ26を形成する上型21aが、回路基板10の樹脂封止面に密着するように、金型21を締めるステップと、回路基板10を固定した金型21を傾けた状態に設置するステップと、傾斜状態に設置した金型21のキャビティ26に、0.03(cc/sec)以上かつ1.0(cc/sec)以下の範囲で、蛍光体粒子を含む液状樹脂31を流し込むステップとを含む。
(もっと読む)
積層板の製造方法
【課題】フレキシブルプリント基板などの積層板製造時の熱ラミネートに際し、加圧加熱成形温度が350℃以上であっても、皺などの外観不良発生を抑制できる積層板製造法を提供する。
【解決手段】少なくとも(a)非熱可塑性のポリイミドフィルム、(b)熱可塑性および/または熱圧着性の接着剤の層及び(c)金属層(箔)の三層を含む複数の被積層材料を、加圧加熱成形装置により貼り合わせてなる積層板の製造方法であって、前記装置の加圧面と前記被積層材料との間に耐熱性繊維を含むフェルトより成る緩衝材を配置し、350〜500℃の加圧加熱成形を行うことを特徴とする積層板の製造方法。
(もっと読む)
防眩性積層体
【課題】
優れた防眩性、高精細、高ヘイズ、低光沢度の実現に加えて、高い歩留まり性、高い耐候性および表面硬度を有し、かつ、防眩フィルム製造時の作業性および安全性の向上させた防眩フィルムを提供すること。
【解決手段】
本発明の防眩フィルムは、基材フィルムにラクトン環含有樹脂フィルムを用い、基材フィルム上に防眩層を設けた防眩フィルムにおいて、防眩層の表面構造制御および防眩層用コーティング組成物の微粒子量を調整により、優れた防眩性を実現し、高精細、高ヘイズ、低光沢度の実現に加えて、高い歩留まり性、高い耐候性、高表面硬度およびフィルム製造・加工時の作業性・安全性を向上させた防眩フィルムが得られる。
(もっと読む)
成形材料注入装置
【課題】1ショット毎に小タンクへの成形材料の補填作業を無くして段取り時間を短縮すると共に、多色成形時のタンク・ホース等の洗浄・交換作業等を容易に行えるようにする。
【解決手段】メインタンク1から成形材料を加圧注入装置5へ送り、この加圧注入装置5で成形材料を加圧して金型2へ注入する注型成形を連続して行うようにした成形材料注入装置において、加圧注入装置5を構成する本体部10の内部にビニールなどからなる円筒状の袋13を配置し、該本体部10と袋13との間にエアーを供給して該袋13内の成形材料を加圧することで、加圧した成形材料を金型2へ圧送させる。本体部10の内部に袋13を配置することにより、成形樹脂で本体部10の内面が汚れるのを防止し、洗浄作業等を簡略化して段取り時間の短縮を図るようにした。
(もっと読む)
1回分のプラスチック材料を搬送する装置
装置は、1回分のプラスチック材料(80)を圧縮成形機器(1)に搬送するよう設けられた搬送手段(8)を備え、この搬送手段(8)は、1回分の材料(80)を受ける収容手段(22)を備えている。搬送手段(8)は、収容手段(22)内に受けられるとともに、1回分の材料(80)を圧縮成形機器(1)に移送するために収容手段(22)に対して移動可能となっている移動促進手段(87)を備えており、移動促進手段(87)は少なくとも部分的に多孔質の材料から形成されている。  (もっと読む)
(もっと読む)
内圧成形用の加圧バッグ
【課題】FRP製中空部材の内圧成形法において、簡便に製造でき且つ設計どおりの成形品を成形するのに適した、内圧成形用の加圧バッグを提供すること。
【解決手段】内圧成形用の加圧バッグであって、この加圧バッグは、ゴム弾性を有する1枚又は2枚のシート材料の、端部同士をシールしシール部分とすることによって形成された袋状体を、裏返し、このシール部分が袋状体の内部に折り込まれたものであることを特徴とする内圧成形用の加圧バッグ。袋状体の形状は、目的のFRP成形品の投影形状(相似形)であるものが好ましい。
(もっと読む)
光学素子の成形部材、及び光学素子の製造方法
【課題】作業工程数の増大、作業の複雑化等を抑制でき、所望の性能を有する光学素子を製造できる成型部材を提供する。
【解決手段】成型部材は、光学素子を製造するための部材である。成型部材は、光学素子の表面の形状を定めるための第1面を有する第1モールド部と、第1モールド部と一体で、光学素子の裏面を加工可能な加工装置の保持機構に保持される被保持部とを備える。
(もっと読む)
光学素子の製造
本発明の一局面に従う方法は、基板(10)を準備するステップ;複製側において、各複製区画が1つの光学素子の表面構造を定義する複数の複製区画(4)を備えるともに、接触スペーサ部が複製側において、複製区画(4)の最外部のフィーチャよりもさらに突出した、少なくとも1つの接触スペーサ部(7)をさらに備えるツールを準備するステップ;ツールを基板のフィーチャと位置合わせして、ツールおよび基板の間に複製材料(21)を有してツールおよび基板の第1の側を一緒に運び、接触スペーサ部が基板の第1の側に接触して、それによりスペーサ部を基板の第1の側に固着させ、それにより基板ツールアセンブリを作製するステップ;基板ツールアセンブリを硬化ステーション(53,57)へと位置変えをして、複製材料を硬化ステーションにおいて硬化させるステップ;基板に固着した硬化した複製材料と一体となった基板から、ツールを分離するステップを含む。  (もっと読む)
(もっと読む)
空間位相フィーチャ・ロケーション
基板上のアラインメント・マークを突き止める方法を説明する。一般に、基板は、基板アラインメント・マークに隣接する1つまたは複数のロケータ・マークを含む。ロケータ・マークは、減らされた大きさの相対変位を伴ってリソグラフィ・システム内で基板をテンプレートと位置合わせするのに基板アラインメント・マークを使用できるように、基板アラインメント・マークの相対ロケーションを提供する。 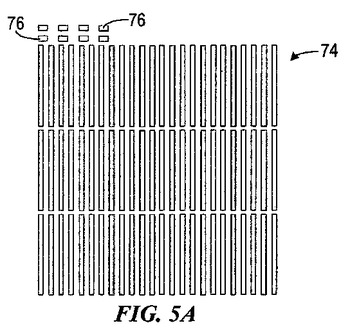 (もっと読む)
(もっと読む)
電気加熱加圧成形型及び射出成形型
【課題】この発明は、成形型の表面を局部的に加熱して、ワークを加熱し、軟化して変形加工を容易にし、又は射出成形型の表面を加熱して加圧加工を容易にし、又は合成樹脂の流動を円滑にすることを目的としたものである。
【解決手段】この発明は、織布又はシート材を加圧成形する成形型において、上型又は下型の一方又は両方の表面に、電熱加熱層を設けた電気加熱加圧成形型、又は溶融合成樹脂を成形固化する射出成形型において、上型又は下型の一方又は両方の表面又は表面に近接して、面状の電熱加熱層を設けると共に、溶融合成樹脂の射出手段及び前記上型又は下型の一方又は両方へ冷却手段を設けたことを特徴とする射出成形型により、目的を達成した。
(もっと読む)
LEDアッセンブリの光透過樹脂レンズの成型方法
【課題】LEDアッセンブリの光透過樹脂レンズの成型方法を提供する。
【解決手段】透光性の塑性材料または非塑性材料からなる成型金型2を用い、透過レンズの成型用樹脂材料として、光反応開始材を添加して電子ビーム照射又は紫外線により迅速に固化する光透過性樹脂材料3.3aを選択し、
1以上のLED素子11を搭載したLEDアッセンブリ基台10を該金型にセットし、
該樹脂を注入し、電子ビーム41又は紫外線51を該光透過性金型外から照射して、金型内の注入樹脂を固化することにより、成型工程を短縮化する。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 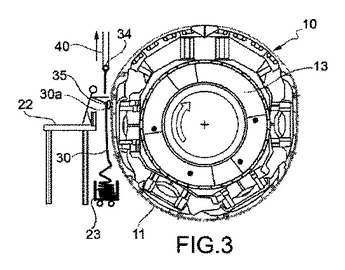 (もっと読む)
(もっと読む)
成形型用硬化性樹脂組成物、成形型の製造方法、構造体の製造方法およびディスプレイ用部材の製造方法
【課題】プラズマディスプレイパネル、フィールドエミッションディスプレイ、および蛍光表示管等の平面ディスプレイに好適なパターンを、低コストで精度良く形成できるパターン形成技術を提供する。
【解決手段】少なくとも、(A)硬化性化合物、(B)ウレタン化合物、(C)重合開始剤および(D)界面活性剤を含有する成形型用硬化性樹脂組成物により達成される。
(もっと読む)
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材2を配設し、この強化繊維基材の上に、離型材3を介して注入樹脂の拡散を促進する樹脂拡散部材4を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物及び伸縮性シートを積層して用いるものとする。
(もっと読む)
101 - 120 / 211
[ Back to top ]