
Fターム[4F204AM32]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 特有の成形不良の防止技術 (588)
Fターム[4F204AM32]の下位に属するFターム
バリ防止 (65)
ひけ防止 (37)
そり防止 (27)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (13)
Fターム[4F204AM32]に分類される特許
141 - 160 / 446
合成樹脂発泡成形品の成形金型

【課題】成形金型の構造等より制限されるスペースに応じて最適なベント構造を構成することができ、成形品の欠肉発生を防止して、複雑な形状の合成樹脂発泡成形品を容易かつ確実に製造することのできる合成樹脂発泡成形品の成形金型を提供する。
【解決手段】密閉したキャビティ内で合成樹脂発泡材料を発泡硬化させて、所定形状の合成樹脂発泡成形品を得る成形金型であって、所定箇所に設けられたガス抜き孔に終端が閉塞されたフレキシブルなチューブベントを接続してなり、該チューブベント内の閉塞空間部に発泡中に発生するガスを排出収容するように構成した合成樹脂発泡成形品の成形金型。
(もっと読む)
ローラ成形型及びトナー供給ローラ用成形型並びにトナー供給ローラの製造方法

【課題】ガス抜きの隙間についた残存樹脂除去が容易で自動化し易く、きわめて簡便な方法でボイドのない発泡弾性体ローラが得られるローラ成形型を提供する。
【解決手段】少なくともローラ成型部とローラ成型部にそれぞれ嵌合し芯金両端を把持する上駒及び下駒を有し、ローラ成形型を略垂直にした状態で発泡弾性体材料を硬化および発泡させるローラ成形型であって、ローラ成型部両端近傍の何れか1方に、または、上駒および下駒の何れか1方に、発泡弾性体材料を注入する注入孔が設けられたローラ成形型において、上駒とローラ成型部との嵌合部にローラ成形型の内部と外部を通気させることが可能な第一の隙間を有し、かつ、下駒とローラ成型部との嵌合部にローラ成形型の内部と外部を通気させることが可能な第二の隙間を有する。
(もっと読む)
繊維強化部材の製造方法
【課題】製造される繊維強化部材の表面に意匠面が形成される場合において、簡易な方法で、少なくとも該意匠面に生じ得るひけやクラックを効果的に抑止することのできる繊維強化部材の製造方法を提供する。
【解決手段】本発明の繊維強化部材の製造方法は、一層の繊維強化材SZもしくは複数の繊維強化材SZの積層体からなる繊維強化基材SKを、成形型10のキャビティC内に収容する前段階で、もしくは収容した後に、該繊維強化基材SKの表面の一部もしくは全部に熱伝導性物質Nを塗布もしくは散布し、マトリックス樹脂MをキャビティC内に注入して繊維強化基材SKに含浸させ、熱硬化させて繊維強化部材SBを製造するものである。
(もっと読む)
ゴム材料の圧延ローラ装置
【課題】所要の厚みはもちろん、所期した通りの横断面プロファイルを有する未加硫圧延部材を、作業工程数の増加もなしに、しかも、切断屑の発生もなしに、簡単にかつ容易に製造することができるゴム材料の圧延ローラ装置を提供する。
【解決手段】周面の対向姿勢で回転駆動される一対のローラ1,2のそれぞれの端部分に、大径部分3,4および小径部分5,6を設け、一対のローラ間で、大径部分と小径部分5,6とを相互に対向させて配設するとともに、それぞれのローラ1,2の、大径部分3,4と小径部分5,6との間の、ゴム材料に圧延を施す中央部分7,8を、ローラの相互間で逆向きに傾斜する截頭円錐面状9,10に形成し、対をなすローラ1,2の少なくとも一方を、中心軸線cl方向に変位可能としてなる。
(もっと読む)
ポリアミド樹脂板状成形体の製造方法及び製造装置
【課題】成形体の表面のヒケや内部に発生する真空ボイド、金型隙間からの空気の吸い込みによる気泡の発生といった問題をより完全に防止することができるポリアミド樹脂板状成形体の製造方法及び製造装置を提供する。
【解決手段】重合性ラクタム液を型内に注型して重合することによりポリアミド樹脂板状成形体を製造する方法において、上型2を下型1との間に所定間隔をもって配置することで第1型面3と第2型面4との間にキャビティCを形成し、第1型面3と第2型面4とが対向する方向の長さは型面に平行な方向の長さよりも小さく設定してなり、前記キャビティC内の重合性ラクタム液の重合を進行させ重合が十分に進行した時点で上型2にて重合性ラクタム液の加圧を開始し加圧下で更に重合を続け、重合が完了した後、上型2と下型3を分離して成形体を脱型する。
(もっと読む)
積層体の製造方法
【課題】 本発明の課題は、金属層/ポリイミド系樹脂層/金属層の構成物を効率良く製造する方法を提供することにある。
【解決手段】ポリイミド系樹脂層の片面に金属層を有する積層体を用い、ポリイミド系樹脂層同士を重ね合わせて熱圧着することにより、ポリイミド系樹脂層の両面に金属層が直接積層された積層体を製造する方法において、熱圧着する以前に、過熱水蒸気を用いてポリイミド系樹脂層を加熱熱処理する工程を含むことを特徴とする。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法
【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 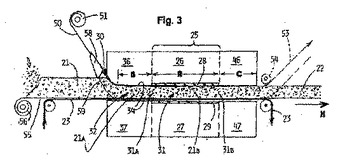 (もっと読む)
(もっと読む)
複合材を製造する方法及び風車羽根
複合材を製造する方法が提供される。この方法は、少なくとも1つの繊維マット(11,12,14,15,19−22)を型(1,7,17)の内面に配置するステップと、型(1,7,17)の内面と少なくとも1つの繊維マット(11,12,14,15,19−22)との間に吸引作用を提供するステップと、少なくとも1つの繊維マット(11,12,14,15,19−22)のうちの最も外側の繊維マット(15,22)を少なくとも1つの真空バッグ(5A,5B)で被覆するステップと、真空バッグ(5A,5B)と型(1,7,17)との間の領域に、真空を加えながら樹脂を注入するステップと、樹脂を硬化させるステップと、型(1,7,17)を除去するステップとを含む。  (もっと読む)
(もっと読む)
樹脂シートの製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
自動車用内装部品の製造方法並びに積層構造体の成形金型
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとを備えた積層構造体を全体、あるいは一部に採用した自動車用内装部品の製造方法において、製品周縁の反り変形、波打ち変形等の成形不良を解消して、外観意匠性を高める。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その裏面に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、成形上下型41,42の型締めにより、発泡樹脂基材21をキャビティ形状に沿って成形する際、キャビティ外周スペース427に冷却用エアを吹き付けるエアホース44、あるいは冷却用ブロック45を配設しておき、キャビティ内外において発泡樹脂シートSに温度差が生じるのを回避する。
(もっと読む)
フェノール樹脂発泡体積層板及びその製造方法
【課題】フェノール樹脂発泡時のしみ出しがなく、低目付量の面材を用いることによって、製品外観が良好で、製造時に製造設備表面の汚染もなく、低価格なフェノール樹脂発泡体積層板を提供する。
【解決手段】面材として、扁平率が2〜5の扁平糸からなり、目付け量が5g/m2〜60g/m2の織布または不織布を用いて、フェノール樹脂発泡体積層板を製造する。
(もっと読む)
ローラ成形型、ローラ成形品の脱型方法、及びローラの製造方法
【課題】ボイド、異物、スパイダーマーク等の成形欠陥を低減する。
【解決手段】成形型本体1の側面近傍にエラストマ原料を注型するための注型口1aと、成形型本体1と下駒3とで形成したリングゲートGと、注型口1aからリングゲートGに連通するスプール孔1bと、を具備するローラ成形型である。注型口1aからリングゲートGに向かうスプール孔1bの軸線は、成形型本体1の側面側からキャビティCの軸心方向で、且つ、成形型本体1における上駒2の装着部側から下駒3の装着部方向へ向かって傾斜する。
(もっと読む)
注型ポリアミド樹脂成形体の製造方法
【課題】重合性ラクタム液の重合過程の特性を十分に考慮することにより、上部層に気泡のような空洞欠陥部や深い窪み及び流れ模様のない注型ポリアミドの製造方法を提供する。
【解決手段】ω−ラクタムに少なくともアニオン重合触媒とアニオン重合用開始剤とからなる重合性ラクタム液を金型5内でアニオン重合する注型ポリアミドの成形方法において、金型5内に注型した重合性ラクタム液の表面に内蓋10を浮かべ、更に不活性ガスにより加圧することによって重合性ラクタムを大気から遮断した状態で重合を進行させる。
(もっと読む)
複合光学素子の製造方法
【課題】樹脂層の偏肉を小さくして内部応力の小さいヒケのない複合光学素子を提供する。
【解決手段】複合光学素子の製造方法は、基材レンズに第1の紫外線硬化型樹脂11を吐出する第1の吐出工程と、第1の紫外線硬化型樹脂11に紫外線200を照射し硬化させる第1の照射工程と、硬化した第1の紫外線硬化型樹脂11の表面にさらに第2の紫外線硬化型樹脂12を吐出する第2の吐出工程と、金型15を第2の紫外線硬化型樹脂12に近接しこれを拡げる引き延ばし工程と、拡げた第2の紫外線硬化型樹脂12に紫外線200を照射し硬化させる第2の照射工程とを有する。そして、第1の照射工程は、第1の紫外線硬化型樹脂11が吐出された基材レンズを所定の周速度で回転させながら行う。
(もっと読む)
圧縮成形方法
【課題】圧縮成形金型において、圧縮時の離型フィルムの皺を防止、低減する。
【解決手段】圧縮金型108の表面が枠状金型106の表面に対して凹部140となるように当該圧縮金型108と枠状金型106とが位置決めされる工程と、上下の金型102、104を接近させる工程と、枠状金型106と基板150との間に隙間Gを保った状態で枠状金型106を位置決めする工程と、当該隙間Gを保ったままで、圧縮金型108を基板150へと移動させる工程と、圧縮金型108が所定の位置に達した段階で、枠状金型106を基板150に当接させることにより隙間Gを消滅させる工程と、更に、圧縮金型108を基板150側へと移動させる工程をへて圧縮成形する。
(もっと読む)
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法
【課題】重合収縮による形状の不安定さを抑制し、外径のばらつきを抑えてレンズを成型することを目的とする。
【解決手段】上型モールド30を係止する上型係止部14と、下型モールド40を係止する下型係止部18と、成型時に内壁を構成し、上型係止部14と下型係止部18との間に凹部20を有する成型部16と、を備える構成とする。凹部20に収縮分の成型材料60を補給することによって、重合収縮時の側面の括れを抑制する。
(もっと読む)
樹脂製回転体の製造方法および成形金型
【課題】成形金型にリング状補強繊維基材を配置して樹脂製回転体を製造するにあたり、ボイド、カスレのない樹脂製回転体の製造を可能とする。
【解決手段】金属製ブッシュ3とリング状補強繊維基材2とを成形金型1に収容し、センタピン13で金属製ブッシュ3の位置決めをした状態で成形金型1を型締めし、減圧状態にした成形金型に液状樹脂を注入してリング状補強繊維基材2に浸透させ、液状樹脂を加熱硬化させて樹脂製回転体を製造する。このとき、上方から成形金型に注入した液状樹脂を金属製ブッシュとセンタピンとの間隙131を通して成形金型底面に誘導し、次いで、前記液状樹脂を金属製ブッシュと成形金型底面との間隙132において、センタピンを中心として放射状に流す。そして、リング状補強繊維基材に達した液状樹脂を、リング状補強繊維基材に下方から上方へ浸透させる。
(もっと読む)
レンズ成型用ガスケット、レンズ成型装置及びレンズ成型方法
【課題】重合収縮による形状の不安定さを抑制し、厚さのばらつきを抑えてレンズを成型することを目的とする。
【解決手段】レンズ成型用のガスケット10に一方の面が完成光学面の型である上型モールド30と下型モールド40とを挿入する。上型モールド30はガスケット10の上型係止部14に組付ける。下型モールド40は成型初期には下型係止部18と間隔をもって初期静止部20に組付ける。注入口22から液体材料部を注入して重合を行う。重合収縮による下型モールド40の移動を安定化し、重合終了時に下型係止部18で確実に係止することによって、レンズの厚さのバラツキを抑制することができる。
(もっと読む)
プラスチックレンズの製造方法
【課題】高屈折率で光学的歪のない厚いプラスチックレンズが得られるプラスチックレンズの製造方法を提供する。
【解決手段】下記(A)化合物および(B)化合物のうち少なくともいずれを含有する重合性組成物を成形モールド150に充填する注入工程と、
(A)分子内に2つ以上のエピスルフィド基を有する化合物
(B)分子内に1つ以上のジスルフィド結合(S−S)を有し、かつエポキシ基およびチオエポキシ基のうち少なくともいずれかを有する化合物
所定の温度条件下に成形モールド150を曝すことによって前記重合性組成物を硬化させる硬化工程とを備え、前記硬化工程は、前記注入工程の後、前記成形モールドを5〜15℃の範囲の温度条件下で40時間以上保持する保持工程を備える。
(もっと読む)
141 - 160 / 446
[ Back to top ]