
Fターム[4F204AM32]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 特有の成形不良の防止技術 (588)
Fターム[4F204AM32]の下位に属するFターム
バリ防止 (65)
ひけ防止 (37)
そり防止 (27)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (13)
Fターム[4F204AM32]に分類される特許
121 - 140 / 446
成形型及び発泡成形品
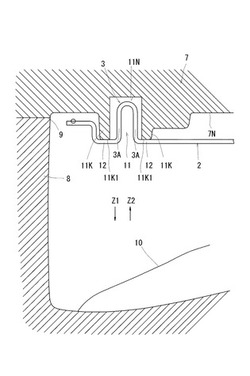
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
ウエハレンズの製造方法、ウエハレンズ及びウエハレンズの製造装置

【課題】生産性の低下を防止するとともに、レンズ部の光学性能の低下を防止する。
【解決手段】 凹状のキャビティ24が形成された成形型20と、ガラス基板3との間で樹脂5Aを硬化させ、当該ガラス基板3上に凸レンズ部5の設けられたウエハレンズ1を製造するウエハレンズの製造方法は、ガラス基板3を移動させることによって、成形型20及びガラス基板3の間に介在する樹脂5Aを押し拡げ、キャビティ24内に充填させる充填工程と、充填工程の後に樹脂5Aを硬化させる硬化工程とを備え、充填工程では、樹脂5Aの拡がり速度を初速以下に制御しつつ、当該樹脂5Aを押し拡げる。
(もっと読む)
非浸透性表皮材、成形シート材料、および該成形シート材料の製造方法
【課題】本発明の課題は、自動車の内装材等に用いられる成形シート材料の外観を良好に維持することにある。
【解決手段】繊維シートからなる表皮に通気抵抗が0.06〜3.0kPa・s/mの紙材料を裏打ちした非浸透性表皮材を多孔質基材に積層し所定形状に成形する。成形時に該多孔質基材から滲出する含浸物や混合物は該紙材料によって堰止められて表皮材表面に達しない。
(もっと読む)
成形用金型、及びダイナミックダンパの製造方法
【課題】成形用金型、及びダイナミックダンパの製造方法において、ダイナミックダンパの見栄えを良くすることにある。
【解決手段】ウェイト11及びプレート金具12にゴム弾性体13を加硫一体化成形するための成形用金型20の内面には、ウェイト11の第3及び第4側面11e,11fのウェイト長辺方向中央部に対向する部分に凸部22lがそれぞれ形成されている。
(もっと読む)
パッド付きインストルメントパネル及びその製造方法
【課題】発泡樹脂原料をキャビティ内の基材と表皮材との間の隅々にまで行き渡らせる。
【解決手段】基材3の車体後方端縁の中途部にパネル嵌合箇所に対応して形成された凹状湾曲部に、成形時に発泡樹脂原料を注入する注入口29dを有する原料注入枠部29を一体に延設し、原料注入枠部29を表皮材19と当接させて当接箇所をシールするとともに、表皮材19との間に原料注入通路35を形成する。原料注入枠部29対応箇所を除く凹状湾曲部に、原料注入枠部29対応箇所が切欠き状となるように庇状突起部を車体後方に一体に突設する。庇状突起部の基端に、表皮材19の端末が当接して当接箇所をシールする縦壁部を下方に連続して一体に形成する。基材3と表皮材19との間に、注入口29dから原料注入通路35を経て注入された発泡樹脂原料により発泡体21を一体に成形し、表皮材19と発泡体21とからなるパッド5を基材3の表面に一体に成形する。
(もっと読む)
熱硬化性樹脂成形品およびその製造方法
【課題】厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品と、その製造方法とを提供する。
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
(もっと読む)
SMCの製造方法
【課題】両離型フィルムに挟持されたSMC材料が離型フィルムの幅方向に広がるのを防止することができるSMCの製造方法を提供する。
【解決手段】一の長尺の離型フィルムを連続して繰り出して送って、該離型フィルム上に熱硬化性樹脂の成形材料21を供給すると共に繊維22を散布し、他の長尺の離型フィルムを連続して繰り出して送って、該離型フィルム上に熱硬化性樹脂の成形材料21を供給し、上記一の離型フィルム11上の成形材料21と繊維22の上に他の離型フィルム12上の成形材料21と該離型フィルムとを重ね、これらを連続して送りつつ上下一対の含浸装置43としてのネットコンベア間に通すことによってSMC材料2を両離型フィルム間に挟持するSMCの製造方法である。両離型フィルムの幅方向の両端部近傍をそれぞれ該離型フィルムの長手方向に亘って断続的に溶着する。
(もっと読む)
弾性ローラの成型金型
【課題】長手方向で外径の変化が少ない弾性ローラの成型金型を提供する。
【解決手段】本発明の弾性ローラの成型金型は、円筒状内面を有する本体部2と、本体部2内に配置されるローラ軸体4を支持して本体部2の両端にそれぞれ嵌合される非注入側駒1及び注入側駒3を有する。注入側駒3は材料注入穴3aを有し、非注入側駒1は空気抜き及び材料をオーバーフローさせるための穴部1aを有する。本体部2の円筒状内面が、注入側駒3側から非注入側駒1側に向かって内径が徐々に大きくテーパ形状に形成されている。
(もっと読む)
クリーニングブレード又は現像ブレード及びその製造方法
【課題】低温・低湿環境下において、安定したクリーニング性能を発揮し、かつ、高温・高湿下での過酷な環境において使用されても耐久性を維持するクリーニングブレード又は現像ブレードを提供する。
【解決手段】 エッジ部分とバックアップ層を形成するポリウレタンの組成が異なるポリウレタン製弾性部材を金属製支持部材に接着したクリーニングブレード又は現像ブレードであって、エッジ部分を形成するポリウレタンは、次の測定条件によるtanδピーク温度が−3℃以上15℃以下であり、バックアップ層を形成するポリウレタンは、次の測定条件によるtanδピーク温度が−15℃以上−5℃以下であることを特徴とするクリーニングブレード又は現像ブレード。
(もっと読む)
成形装置
【課題】設備が大掛かりでなく、また、成形枠内で樹脂を成形するため余剰樹脂やバリを抑えることが出来、原料コストの削減、成形にかかる時間を短縮することが可能で、更に、成形されるまでの樹脂の経時変化の問題を解決することが出来る成形装置を提供する。
【解決手段】樹脂を加熱して溶融し、その溶融された樹脂をプレスすることで樹脂を成形する成形装置であって、樹脂を成形するための周壁を有する成形枠と、前記成形枠の周壁の内壁に沿って前記成形枠と独立して移動する上金型と、下金型とを有し、前記成形枠と下金型が相対的に垂直方向に上下動するよう設置され、且つ、前記下金型上に置載された樹脂を溶融させるための加熱手段と、樹脂を加熱成形後に凝固させるための冷却手段とを備えたことを特徴とする成形装置。
(もっと読む)
樹脂成形金型
【課題】段部形状の排水口部を高精度で形成でき、成形毎のバラツキの発生防止や不良削減ができ、樹脂成形品の品質向上を図ること。成形後の後加工をなくすこと。金型構造がシンプルになり、コスト低減を図ること
【解決手段】段部形状の排水口部2付き樹脂成形品を成形する樹脂成形金型である。上型31と下型32との間に、樹脂注入時に排水口部2の嵌込凹所4を形成し且つ脱型後に樹脂成形品から取り外される置き子20を配置すると共に、排水口部2の覆部3を形成する下型32に対して置き子20を位置決めする位置決め手段を設けた。
(もっと読む)
有機無機複合材料成形体とその製造方法、光学部品およびレンズ
【課題】離型性及び生産性が向上した有機無機複合材料成形体の製造方法を提供する。該製造方法で製造された成形体、光学部品およびレンズを提供する。
【解決手段】高分子末端または側鎖に無機微粒子と任意の化学結合を形成しうる官能基を有する熱可塑性樹脂と無機微粒子とを少なくとも含有する有機無機複合材料の表面に離型膜を形成する工程と、離型膜を形成した前記有機無機複合材料を加圧成形して成形体を得る工程と、成形体を溶解することなく前記成形体から離型膜を除去する工程とを含むことを特徴とする有機無機複合材料成形体の製造方法。
(もっと読む)
発泡成形型及び発泡成形方法
【課題】 本発明は、作業を煩雑にすることなく、構造を簡素化するようにした発泡成形型を提供する。
【解決手段】 本発明に係る発泡成形型1は、一体発泡品Sで表皮10の凹部14を予定している凹部予定部17内に収容されるインサートブロック16を備え、このインサートブロック16は、凹部予定部17の底部19の周縁に沿って延在する底ハギ部20に食い込み可能な鋭角な食い込み部21が設けられ、この食い込み部21は、底ハギ部20に沿って延在し、鋭角な食い込み部21の先端21aの周長さは、底ハギ部20の周長さより大きくなっている。このようなインサートブロック16は、表皮10の伸び分を利用して、凹部予定部17内に押し込むように装着されるので、インサートブロック16によって凹部予定部17の底部19を発泡成形型1内で常に張った状態にしておくことができる。
(もっと読む)
車両用シートパッド及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に袋状体5が設けられている。袋状体5は、フェルトよりなる。この袋状体5内に延出部3を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供する。
【解決手段】少なくとも、(a)プリプレグ基材1に、刃を配置した抜き型を押し当てて複数の断続的な切込2を挿入し、短繊維群4を形成する切込挿入工程、(b)前記工程と同時または連続して、前記短繊維群4を含むプリプレグ基材1を所定形状に切り抜く切抜工程、(c)前記プリプレグ基材1を複数枚積層する積層工程、(d)成形型の屈曲部8の少なくとも一部に前記短繊維群4をあてがい、前記成形型の屈曲部8に沿わせる成形工程を経て繊維強化プラスチック9を成形する、繊維強化プラスチックの製造方法。
(もっと読む)
発泡樹脂ブロックの製造方法
【課題】ウレタンフォームブロック等の発泡樹脂ブロックの角部における形成不良による歩留まりの低下を抑制できる発泡樹脂ブロックの製造方法を提供する。
【解決手段】本発泡樹脂ブロックの製造方法は、発泡樹脂原料1を型2に流し込んで発泡させ、発泡樹脂を上方に成長させることにより発泡樹脂ブロックを形成するものであって、型2は、略矩形状の底壁21と、この底壁21の周囲を囲むようにして形成された側壁22と、を備えており、上方が開放された箱形の型であり、この型2には、側壁22の屈曲した角部22aを加温できる加温手段4が備えられており、この加温手段4により型2の側壁22における角部22aを加温しながら、発泡樹脂を成長させる工程を備える
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に殻状体5が設けられている。殻状体5は、V字形断面形状の不織布よりなり、延出部3側に開口5eが設けられている。この殻状体5内に張出部4を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
発泡成形品及びその製造方法
【課題】被装材一体形のシートパッド等の発泡成形品における被装材への樹脂の過度な浸透を防止する。ウレタン量を増加させることなく、硬度特性に優れ、ボイド等の欠陥がなく、摺れ音も防止されるシートパッドを提供する。
【解決手段】樹脂発泡体からなるパッド本体2と、該パッド本体2の裏面に一体化された補強布3とを有するシートパッド1。該補強布3のパッド本体2側にフィルム4が設けられている。
(もっと読む)
車両用シートパッド及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドと、その成形方法を提供する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に埋設体5が設けられている。埋設体5は、張出部4の張出方向と交差方向すなわち車両の左右方向に間隔をあけて複数個設けられている。
(もっと読む)
成形装置及び成形方法
【課題】光学素子の表面への傷の発生を確実に抑えることが可能な成形方法及び成形装置を提供すること。
【解決手段】成形用金型200でプリフォーム60をプレス成形する際の成形方法であって、成形用金型200でプリフォーム60をプレスする過程において、成形後の光学素子の表面に生じる傷の発生を抑えるため、所定のタイミングでプレス速度を遅くする。中心部からのプリフォーム60の移動量が大きくなっているタイミング以前にプレス速度を低下させることで、転写面10cとプリフォーム60が相対的に移動することによる傷の発生を確実に抑えることが可能となる。
(もっと読む)
121 - 140 / 446
[ Back to top ]