
Fターム[4F204AR14]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 流量、容積 (90)
Fターム[4F204AR14]に分類される特許
1 - 20 / 90
吐出装置
【課題】設計の高い自由度を持ちながら効率的に流動性材料を所望温度に維持できる吐出装置(ディスペンサバルブ)を提供すること。
【解決手段】本発明の流動性材料を吐出する吐出装置1は、流動性材料を吐出させるノズル4と、ノズルに連通しノズルに流動性材料を送る流路6と、ノズルから流動性材料を吐出させる吐出機構と、加熱流体を循環させることによって流路の周囲を加熱する加熱手段10と、を備えていることを特徴とする。
(もっと読む)
フィルムの製造方法

【課題】樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法の提供。
【解決手段】金型11に連続搬送されるフィルム状支持体21上に、2つ以上の樹脂供給手段12,13から活性エネルギー線硬化性樹脂組成物を順次切り替えて連続供給し、支持体21と金型11とで挟み、活性エネルギー線を照射して硬化させてフィルムを連続製造する方法であって、少なくとも2番目に供給される樹脂組成物は、活性エネルギー線が照射されないように支持体上に供給され、樹脂の切り替え時には、フィルム状支持体への供給中の樹脂組成物と、次の樹脂組成物の供給量の総量が一定またはそれ以上になるように樹脂組成物を切り替える、フィルムの製造方法。
(もっと読む)
定量吐出装置及び定量吐出方法
【課題】密度が一定の溶融樹脂を吐出することができる定量吐出装置及び定量吐出方法を提供する。
【解決手段】シャッター部材13を閉位置に移動させた状態で、溶融樹脂をスクリュー2より計量室9に充填した後、ニードル弁11を閉位置に移動させて計量室9を密閉空間とする。次に、プランジャ12を動作させて、計量室9に設けた圧力検出センサ10により検出される圧力検出値を記憶部19に記憶された基準値にする。その後、シャッター部材13を開位置に移動させ、プランジャ12の精密駆動によってノズル6の吐出口9bより溶融樹脂を吐出させる。
(もっと読む)
液状樹脂材料の供給装置及び液状樹脂材料の供給方法
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料の供給技術を提供することを課題とする。
【解決手段】成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
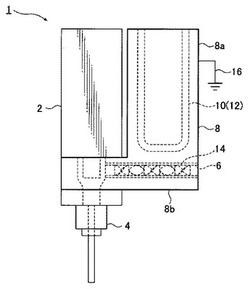
浴槽及び該浴槽を形成するための注型成形方法及び前記浴槽を注型成形によって形成するための金型装置
【課題】残留空気の発生を軽減して形成された補強リブを備える浴槽、及び該浴槽を成形するための注型成形方法と金型装置を提供する。
【解決手段】この課題を解決するために、注型成形で形成された浴槽1が、本体2底部3下面4に前記底部3を補強する補強リブ6を一体に備えると共に、前記補強リブ6の突出下端7に下方に突出した凸部8を一体に備え、前記凸部8が、注型用のキャビティ17内の空気を集める空気溜め部21に前記樹脂30を注入した、空気溜め部21跡より成るものとした。
(もっと読む)
オートクレーブの容積利用率を最適化する方法
【課題】オートクレーブの容積利用率を最適化する。
【解決手段】オートクレーブ10のプロセスパラメータを決定するステップと、オートクレーブ内の気流パターン、オートクレーブ全体にわたる温度変化、及びオートクレーブ内の乱流強度分布を決定するためにオートクレーブ構成をモデリングするステップと、オートクレーブ内の気流パターンを変更するために機器の変更を加えてオートクレーブ構成を修正するステップとを含む。更に、オートクレーブ内の修正された気流パターンと、オートクレーブ全体にわたる修正された温度変化と修正された乱流強度分布とを決定するために修正されたオートクレーブ構成をモデリングするステップと、部材の所定の硬化特性を満たすオートクレーブ内の部材の数を最大にする部材配置を決定するために、修正されたオートクレーブ構成内で硬化される部材24を用いて、修正されたオートクレーブ構成をモデリングする。
(もっと読む)
ポリウレタンフォーム成形品の製造方法
【課題】物性ないし特性が異なる2部分以上のポリウレタンフォーム成形部が一体成形されてなるポリウレタンフォーム成形品の製造方法において、該成形部同士の境界部をより精度良く設計位置に配置することが可能なポリウレタンフォーム成形品の製造方法を提供する。
【解決手段】成形時にいずれのポリウレタンフォーム成形部13,14においても所定の成形圧となるように各ウレタン原液U1,U2の注入量を求め、この注入量を各ウレタン原液の注入量の基準値G1,G2とし、各ウレタン原液U1,U2の注入の時間差に基づき、後から注入されるウレタン原液U2の注入量を該基準値G2よりも多くするか、先に注入されるウレタン原液U1の注入量を該基準値G1よりも少なくする。
(もっと読む)
樹脂モールド装置及びワーク板厚測定装置
【課題】樹脂モールドに先立って被成形品の厚さを精度良く測定することで、キャビティ容積を変更することにより成形品質を向上できる樹脂モールド装置を提供する。
【解決手段】厚さ計測部Bは、ローダー25から半導体チップが基板実装された被成形品1を移載されて保持したまま搬送する搬送プレート9と、当該搬送プレートをX−Y方向に走査可能なX−Y走査機構10と、搬送プレート9の搬送路下に被成形品1に対応して配置され、半導体チップを含む基板の総厚を測定する第1レーザー変位計44と基板のみの厚さを測定する第2レーザー変位計44を備えている。
(もっと読む)
ウエハレンズ及びその製造方法
【課題】ガラス基板の反りを抑制するウエハレンズを提供する。
【解決手段】ウエハレンズ10はガラス基板12、硬化性樹脂製の第1の樹脂部14、硬化性樹脂製の第2の樹脂部16を備える。第1の樹脂部14と第2の樹脂部と16には、それぞれ複数のレンズ部14a,16aが形成され、第1の樹脂部14と第2の樹脂部16との各樹脂の体積が同等である。
(もっと読む)
発泡成形品補強材用不織布及び発泡成形品
【課題】家具あるいは車輌用座席等に使用される発泡成形品の補強材用不織布及び発泡成形品に関する。さらに詳しくは、補強材面に配線や補助部材取り付けなどを目的に穴を開けても穴の開口部近辺の発泡成分の漏れが少なく、軽量な発泡成形品の補強材用不織布及びそれを用いた発泡成形品を提供する。
【解決手段】密度が30〜50kg/m3である発泡ウレタン成型品の補強材として用いられる、7gf/cm2荷重と20gf/cm2荷重での厚さの比が1.04〜1.50である不織布。
(もっと読む)
微細構造体の製造方法
【課題】平滑及び平坦、かつ転写性に優れた微細構造体の製造に好適な方法を提供する。
【解決手段】本発明に係る微細構造体の製造方法は、溶融樹脂供給装置の樹脂供給口をスタンパに沿って移動させることによりそのスタンパに溶融樹脂を塗布し、形成された樹脂溶融体を押圧して冷却・固化することにより微細構造が転写成形された微細構造体を製造する製造方法であって、前記スタンパへの溶融樹脂の塗布が、前記樹脂供給口から供給される溶融樹脂の量がその樹脂供給口と前記スタンパ上面との隙間量に規制される範囲の隙間で行われ、かつ、その規制された供給量を補填しつつ行われることによって実施される。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
複層断熱パネルの製造方法
【課題】複層断熱パネルを構成する硬質ポリウレタンフォーム層内部におけるクラックの発生を抑制可能な複層断熱パネルの製造方法を提供する。
【解決手段】フェノールフォーム層1、金網2、硬質ポリウレタンフォーム層3、アルペットシート4の順に積層され、かつ硬質ポリウレタンフォーム3が水発泡により製造される、複層断熱パネルの製造方法であって、すでに形成されているフェノールフォーム層1と金網2の表面に、硬質ポリウレタンフォーム層3を形成するために発泡原液が注入される閉じた注入空間10を形成し、この注入空間10の側面から発泡原液吐出用の高圧発泡機11のノズル12を水平状態に挿入し、発泡原液の吐出圧力を9〜12MPaとし、かつ、吐出量を40kg/分以下になるように設定したことを特徴とする。
(もっと読む)
レンズ成形用型の製造方法、レンズの製造方法、レンズ、レンズ成形用原版の製造方法およびレンズ成形用原版
【課題】正確な形状のレンズ成形用型を得ることができるレンズ成形用型の製造方法を提供する。
【解決手段】液体状の感光性材料11を原型13の凹部15に供給して凹部15の表面を覆い、感光性材料11を硬化し、この硬化した感光性材料21の凹部17に液体状の感光性材料23を供給して基板7を被せ、凹部17に供給された感光性材料23を硬化し、基板7と硬化した感光性材料21,27とを原版としてレンズ成形用の型1を生成する型生成工程とを有する。
(もっと読む)
ディスペンサを備えた転写装置、ディスペンサの吐出量検出方法、及びディスペンサの吐出量制御方法
【課題】ディスペンサより吐出されるUV硬化性樹脂の量が一定となるように調整可能な転写装置を提供する
【解決手段】ディスペンサ20のやや下方にカメラ18を設け、該カメラ18によりディスペンサ20より吐出される液滴pを撮影する。更に、この液滴pの画像に基づいて該液滴pが球体形状であるとした場合の半径r1を求め、これを所定の演算式に代入して液滴pの体積V1を求める。そして、液滴pの体積V1に基づいて、ディスペンサ20より単位時間当たりに吐出されるUV硬化性樹脂の量を求め、この情報を操作者に通知する。従って、操作者はUV硬化性樹脂の吐出量が適正な量であるか否かを判断することができ、UV硬化性樹脂の吐出量が基準量となるように調整することができる。
(もっと読む)
繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法
【課題】生産性の向上を図ることができるとともに、製品精度の向上も図ることができる繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法を得る。
【解決手段】成形型2は、型本体11と、型本体11に設けられ、成形面1を持つ弾性被覆体12とを有している。弾性被覆体12内には、流路16が設けられている。弾性被覆体12は、流路16内の圧力の変化によって弾性変形される。成形面1は、バッグフィルム3で覆われる。成形面1とバッグフィルム3との間の空間は、減圧可能になっている。繊維強化プラスチック成形体は、成形面1とバッグフィルム3との間で製造される。
(もっと読む)
繊維強化樹脂製チーズの製造方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる製造方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの製造方法を、(A)先端を正面視略V字状にカットした円筒管を1個または2個用い、(B)それと接合しうる端面を有する円筒管とを突き合わせて接合し、接合部に繊維補強材を積層状に巻き付け、インフュージョン成形に付して接合部を繊維強化樹脂で囲包し強化するものとする。円筒管(B)には、一部を正面視略V字状に切り欠いたものや、円筒管(A)の正面視略V字状にカットした先端面の片側半分と接合しうる、一部斜めにカットされた端面を有するものや、円筒管(A)のカット面と接合しうる、斜めにカットされた端面を有するものなどがある。
(もっと読む)
超臨界または近臨界発泡剤によるポリウレタンフォームの製造方法
本発明は、用いる推進ガスが、超臨界または近臨界状態で存在する、ポリウレタンフォームを製造するための方法に関する。反応混合物を、密閉金型中へ導入し、密閉金型を、その内部容積および/またはその内部の圧力が混合物を導入した後、外的作用により変化させることができるように構成される。界面活性剤を選択することにより、推進ガスのマイクロエマルションがポリオール相中に得られる。本発明は、本発明の方法により得られるナノ気泡質ポリウレタンフォームに更に関する。 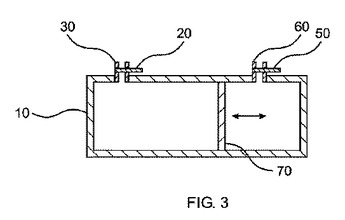 (もっと読む)
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
1 - 20 / 90
[ Back to top ]