
Fターム[4F204FF49]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給の調整 (473) | 供給位置の (332)
Fターム[4F204FF49]の下位に属するFターム
成形材料の配置 (220)
Fターム[4F204FF49]に分類される特許
81 - 100 / 112
発光性製品及びその製造方法
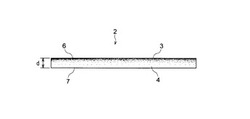
【課題】蓄光材の使用量を抑えつつ、発光輝度を高くする。
【解決手段】粒状の蓄光材料の層に、加熱により溶融した熱可塑性の透明ウレタン材を流し込み、透明ウレタン材に蓄光材料を混ぜることにより、透明ウレタン材に対する蓄光材料の配合傾斜を厚みd方向に設けた。これにより、蓄光体本体2において、蓄光材が多く配合された蓄光材リッチ層3と、蓄光材が少なく配合され透明ウレタン材が多く配合された透明ウレタンリッチ層4とを設けた。
(もっと読む)
電子部品の樹脂封止成形装置

【課題】樹脂封止成形時に用いられる樹脂材料41を金型(キャビティ空間部9)内に供給する際に、キャビティ空間部9内の樹脂材料41が樹脂流動を極力発生させないようにする電子部品35の樹脂封止成形装置50を提供することを目的とする。
【解決手段】本装置50に含まれる樹脂供給機構40に備えた供給部46において、樹脂トレイ42にはシャッター42Aが開く方向と垂直方向に開口したトレイ用のスリット部材42Bを備えると共に、スリット部材42Bの開口部分に投入された所要量の樹脂材料41をシャッター42Aが開くのと略同時にキャビティ空間部9内に供給するように構成されていることを特徴とする。
(もっと読む)
物体成形の装置および方法
プラスチックの用量(50)を圧縮成形するための軌道(P3)に沿って可動である成形手段(17)、前記用量(50)を前記成形手段(17)に転送するための転送手段(27)、前記転送手段(27)を前記軌道(P3)の追加的部分(T2)とほぼ同化する部分(T2)を有する追加的軌道(P2)に沿って動かすための、前記転送手段(27)に関連するアーム手段(41、141、241、341)、から構成される装置。 (もっと読む)
中空FRPの製造方法
【課題】中子に、強化繊維基材を該中子の翼弦長方向に巻付けたプリフォームを用いて中空構造の翼形状を持つFRP部材をRTM成形で作成する際に、注入樹脂圧力による中子の寸法変動が引き起こすヒケや樹脂リッチといった外観不良、マトリックス樹脂の中子内部への浸透による重量増、界面との剥離による強度低下の無く、安定して製造できる方法を提供すること。
【解決手段】断面の少なくとも一部に直線部を有する翼形状の中空構造の中子に、強化繊維基材を該中子の翼弦長方向に巻付けたプリフォームを作成する際に、下記式を満たすように巻き付け張力を制御したプリフォームを作成し、該プリフォームに内圧を付与しながら、RTM成形する。 100*{X−(Y+Z)}/Z=A(A≦0)・・・(1) 0.3≦|A|<0.7 ・・・(2)式中X:強化繊維を巻き付けた後の翼弦長寸法Y:巻付けた強化繊維基材の厚みZ:中子単体の翼弦長寸法
(もっと読む)
可塑性材料の成形方法とその成形用型、及び成形用型によって成形された光学素子
【課題】材料充填時に気泡や充填不足を発生させず、かつ駄肉や廃材も発生させないようにする。
【解決手段】成形用型10は、上下に対向配置された上側成形型11、及び下側入子17を摺動自在に配置した下側成形型12を有している。そして、下側成形型12に対し下側入子17を下方に退避させた状態で、上側成形型11と下側成形型12を離間させ、キャビティ22に材料を充填する第1の工程と、上側成形型11と下側成形型12を所定隙間になるまで接近させる第2の工程と、下側成形型12に対し下側入子17を上方に移動させて材料をキャビティ22内に略均等に広げる第3の工程とを備える。
(もっと読む)
パネル状ラミネートおよび該ラミネートを製造するためのスキン
【課題】フランジと、シーリングリップを備えかつ隣接スキン部分の変形を引起こすことなく、スキンと剛性基板との間の中間層を成形するときに剛性基板に対する有効シールを形成できる境界部とを備えたスキンから出発して製造される新しいパネル状ラミネートを提供することにある。
【解決手段】フレキシブルスキン(1)と、剛性基板(2)と、中間層(3)とからなるパネル状ラミネート。フレキシブルスキンは、ラミネートの前面を形成する主要部(8)と、ラミネートの側面の少なくとも一部を形成すべくスキンの主要部から基板に向かって延びる少なくとも1つのフランジ(9)とを有している。スキンと基板との間に中間層を成形するときに、発泡体の漏洩を防止するため、フランジはフレキシブルリップ(11)を備えた境界部(10)により延長されている。
(もっと読む)
乗り物外装用成形体の製造方法
【課題】成形性の悪化を防止すると共に、予備成形体を作成する段階で汎用性を持たせること。
【解決手段】乗り物外装用成形体の製造方法において、予備プレス工程において作成される予備成形体28は、本プレス工程で作成される成形体38の屈曲部36に対応する部分28aが、他の部分28bよりも密度が高くなっている、構成とした。
(もっと読む)
トレッドプレスへの材料供給装置および方法
【課題】トレッドプレスへ材料を供給する装置および方法
【解決手段】トレッドバンドがトレッドプレス内の正確な縦方向位置まで移動した時に、トレッドバンドがモールド要素の上方に吊り下げられた状態でトレッドバンドをトレッドプレスに供給する。横方向位置決めもできる。  (もっと読む)
(もっと読む)
樹脂成形方法
【課題】 高い面精度や転写精度が要求される成形品を小さな射出圧力で成形することが可能であり、型締装置の荷重容量を低く抑えることができる樹脂成形方法を提供する。
【解決手段】 本発明の方法が適用される成形装置は、上型35と下型36を保持する竪型締装置30と、溶融樹脂を射出する射出装置10とを備えている。竪型締装置30によって型を開いた状態で、射出装置のノズル2を上型35と下型36の間に進入させ、その状態でノズル2から下型36の中への溶融樹脂の注入を開始する。溶融樹脂の注入の開始と同時にあるいはその後に、ノズル2の上下の型の間からの後退を開始し、ノズル2を上下の型の間から退避させた後、竪型締装置30により上型35と下型36を密着させて、樹脂を成形する。
(もっと読む)
金型注入物の送出
【課題】プラスチック物品を成形するための機械に金型注入物を入れるための装置及び方法を提供する。
【解決手段】金型注入物を空洞(12)に入れるための装置は、平行な軸線の周りの回転のために装着された1対のハブ(16、18)、平行な軸線に対して偏心した位置でハブの間に連結されたリンク(24)、及びリンクに連結したブレード(26)を含む。ハブの回転により、ブレードは、押出しオリフィス(28)に対して楕円形の径路で進行し、オリフィスから金型注入物を切断し、金型注入物をブレードのすぐ下を通過する空洞に入れる。装置は、好ましくは、押出しオリフィス及び空洞に対してブレードを駆動するためにハブの両方を同時に回転させる駆動部(14)を含む。ブレードは、好ましくは、1つの空洞から次のものへの金型注入物の一貫した正確な配置のために、空洞の底部に金型注入物を入れる空洞内に延びるアーム(96)を含む。
(もっと読む)
成形絶縁物およびその成形方法
【課題】 絶縁特性を向上させた加熱圧縮して成形する成形絶縁物を得る。
【解決手段】 第1のキャビティー1aが彫られた第1の金型1と、前記第1のキャビティー1aと組み合わされる第2のキャビティー2aが彫られた第2の金型2と、少なくとも一方のキャビティー2a(1a)内に充填されるタブレット化された絶縁材料11とを備え、前記第1の金型1と前記第2の金型2とを組み合わせ、前記第1のキャビティー1aおよび前記第2のキャビティー2a内で前記絶縁材料11を加熱圧縮して成形したことを特徴とする。
(もっと読む)
高剛性超高分子量ポリエチレン成形物およびその製造方法
【課題】 高い剛性を必要とする使用目的にも対応できる超高分子量ポリエチレン成形物を提供する。
【解決手段】 分子量が100万以上の超高分子量ポリエチレンによって形成される超高分子量ポリエチレン部(2)の内部に成形物の使用目的上必要な剛性を有するとともに表面が鏡面を呈するステンレス鋼管(3)を配置し、ポリエチレン部(2)はステンレス鋼管(3)両端側にこれと同径の栓孔(31)が形成されており、栓孔(31)はステンレス鋼管の両端面との間に所定の長さの空隙(33)を設けるようにして配置された栓(32)によって塞がれてなる高剛性超高分子量ポリエチン成形物。
(もっと読む)
複合光学レンズとその製造方法
【課題】レンズとレンズ保持枠との密着力を強くすると共に、レンズの非球面部の形状を安定化させる。
【解決手段】複合光学レンズ1は、レンズ保持枠2に一体的に成形された第1のレンズ3と、該第1のレンズ3の少なくとも一方の光学面3aにて第1のレンズ3及びレンズ保持枠2に一体的に成形された、第1のレンズ3よりも大径の第2のレンズ4とを有する。
(もっと読む)
圧縮成形加工における粉粒体材料の充填装置
【課題】圧縮成形加工における粉粒体材料を空気吸引力を利用して吸着移送する吸着盤の組み立て構造を簡単にし、濾紙の交換作業を迅速に行えるようにする。
【解決手段】摺り切り装置により摺り切られた粉粒体材料を空気吸引力を利用して吸着移送する吸着盤21の空洞部22に多数立設した頭部264に永久磁石270,271を有するボルト26に板状通気部材30を載置してネジ止めすると共に、通気部材30に濾紙32を覆着し且つその上から磁性材料より成る区画シート37にて押さえつけるようにした構成から成る。
(もっと読む)
容器製造装置、スクラップ除去装置、素材搬送装置、容器製造方法およびスクラップ除去方法
【課題】素材を容器形状に成形して成形された素材の周囲から外側へ出たスクラップを除去した容器の製造サイクルを短縮することができ、当該容器のオンライン製造を高速化させることを課題とする。
【解決手段】成形用型240を上面に配置して成形位置L4と取出位置L5とを結ぶ水平方向に移動可能な移動体200と、この移動体を前記水平方向に往復駆動する往復駆動機構300と、移動体200が成形位置L4にあるときに成形用型240に供給された成形前の素材M1を容器形状に成形する成形機構400と、移動体300が取出位置L5へ移動したときに成形後の素材M2の周囲から外側へ出たスクラップM3を切断して容器V1を形成し、当該容器を取り出す取出機構500と、移動体200が水平方向に移動している間に当該移動体上のスクラップM1を吸引して除去する吸引除去機構600とを設けた。
(もっと読む)
溶融重合・圧縮成形システム
【課題】 溶融重合手段(2)から連続的に吐出される樹脂を圧縮成形手段(4a、4b、4c及び4d)に連続的に供給することができることに加えて、溶融重合手段の作動を継続しながら圧縮成形手段の作動を停止せしめた場合にも、溶融重合手段から連続的に吐出される樹脂を無駄に破棄することなく有効に利用することができ、そして圧縮成形手段の作動を再開した場合には圧縮成形手段への連続的な樹脂の供給を直に再開することができる溶融重合・圧縮成形システムを提供する。
【解決手段】 所定圧力で連続的に供給することが必ずしも重要ではない付加成形手段(6)を付設し、圧縮成形手段への樹脂の供給における変動に応じて付加成形手段への樹脂の供給を適宜に制御する。
(もっと読む)
構造部材を成形加工するための方法および装置
チャージから複合構造部材を成形加工するための方法および関連の装置である。チャージは、装置の第1のダイの上に配置され、かつ第2のダイまたは工具を凹部に挿入することによって、ダイの凹部によって規定される所望の構成に成形加工されることができる。いくつかの場合には、第1のダイは、第2のダイまたは工具の挿入より凹部が開くことができるよう、横断方向に調整可能な2つの部分を含むことができる。第2のダイまたは工具は実質的に硬質の部材または膨張可能なブラダーであり得る。いずれの場合も、チャージは第1のダイ上に配置されることができ、そこで成形加工され、次に第1のダイの上でさらに処理されることができ、それによって各動作についてチャージの割出が容易になる。  (もっと読む)
(もっと読む)
所定量を移送する装置
本装置には:-所定量(D)の流動性材料を移送する移送手段(50)であって、該所定量(D)には、横断寸法(M)及び端部ゾーン(19;119;219)を有する長尺体(39)を備える移送手段;-上記所定量(D)を該移送手段(50)から受容する受容手段(21);を含み、該移送手段(50)には、上記端部ゾーン(19;119;219)付近で上記横断寸法(M)を減少させて、該端部ゾーン(19;119;219)を成形する端部成形手段(18)を含む。プラスチックの所定量には、横断寸法(M)を備える長尺体(39)を含み、該長尺体(39)には、上記横断寸法(M)未満の各横断寸法(N)を備える端部ゾーン(19;119;219)を含む。 (もっと読む)
VaRTM製造法による繊維強化樹脂成形物の製造方法及びその製造装置
【課題】分割注入によりモールドや成型品に加工を施すことなく成形できるVaRTM製造法による繊維強化樹脂成形物の製造方法及びその製造装置を提供する。
【解決手段】金属製のモールド1上に、分割された所定の厚さを持ち、断面方形状の樹脂供給通路3を形成したゴム状弾性シート2を敷設し、樹脂供給通路3には、複数の樹脂抽出孔4を備え、かつゴム状弾性シート2の表面と面一となるカバー部材5を着脱可能に装着し、このカバー部材5は、断面凹状の樋型に形成され、前記樹脂供給通路3とカバー部材5とで常温硬化型の反応樹脂材料Qが流通する中空部を区画形成するものである。中空部内の樹脂供給通路3の一端側には、反応樹脂材料Qを収容した供給タンクや供給容器等の供給手段6に接続する供給パイプ7を接続し、また樹脂供給通路3の他端側には、吸引ポンプ等のバッキューム手段8を接続する吸引パイプ9が接続される。
(もっと読む)
圧縮成形用ポリエステル樹脂及びその製造方法、並びにプリフォームの製造方法
【課題】 合成樹脂供給装置の搬送手段への樹脂の付着が有効に防止され、溶融樹脂塊の圧縮成形型への落下のタイミングのずれが生じることがなく、しかも押出機からの樹脂の吐出量を増加させることができると共に、押出機のトルクの過度な上昇もなく、生産性よく、圧縮成形によりプリフォームを成形性よく成形し得る圧縮成形用ポリエステル樹脂を提供する。
【解決手段】 固有粘度が0.70乃至1.00dL/g、分子量分布(Mz/Mn)が3.0以上であると共に、ジエチレングリコール含有量が2.3モル%以下であることを特徴とする圧縮成形用ポリエステル樹脂。
(もっと読む)
81 - 100 / 112
[ Back to top ]