
Fターム[4F204FN06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 挿入物、表面材等の形状調整 (178)
Fターム[4F204FN06]の下位に属するFターム
Fターム[4F204FN06]に分類される特許
1 - 20 / 34
繊維強化樹脂成形品、およびその製造方法
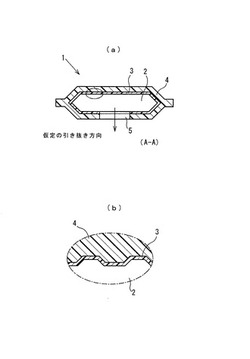
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
板状ゴム製品の加硫成形方法および板状ゴム製品

【課題】板状の未加硫ゴムの表面に不織布を貼り付けて加硫成形する際の不織布の貼り付け作業性を改善するとともに、加硫成形した後の板状ゴム製品において不織布の剥離を抑えられる板状ゴム製品の加硫成形方法および板状ゴム製品を提供する。
【解決手段】見かけの嵩密度が0.2g/cm3〜3.0g/cm3の不織布7を上カバーゴム1および下カバーゴム2の表面に貼り付けた未加硫のゴム成形体9を成形し、このゴム成形体9を加硫金型の上型11および下型12によって押圧しつつ加熱することにより、不織布7の繊維の隙間に未加硫ゴムを混入させるとともに未加硫ゴムを加硫し、これにより加硫成形された板状ゴム製品の表面に不織布7を埋設した状態にする。
(もっと読む)
横断面に肉厚部位を有する複合材料構造物製造用治具
【課題】 ハット型ストリンガを採用したスティフンドパネル構造物の製造に特に好適に用いられ、プリプレグの変形を有効に抑制でき、かつ、より多数回の使用が可能となるような耐久性を実現できるブラダタイプの治具を提供する。
【解決手段】 ブラダの本体部11は、管状部14およびその外周面に被覆される被覆フィルム15から構成されている。管状部14は本体部11の「本体」であり、横断面が台形状の管状となるようシリコーンゴム組成物により形成されている。この横断面の下底に対応する露出壁部11bの両側縁部は、その厚みが他の壁部よりも大きい肉厚縁部11dとなっている。この肉厚縁部11dは、本体部11の内面側から露出壁部11bを支持することになるので、露出壁部11bの凹み変形を有効に抑制することができる。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
熱伝導性成形体及びその製造方法
【課題】熱伝導性成形体及びその製造方法において、簡単な組成で金属と同等以上の高い熱伝導率を持ちながら有機合成樹脂並みに軽く、低コストである素材を製造できること。
【解決手段】切断工程(a)において炭素繊維が所定長さの短繊維2Aに切断され、整列工程(b)において短繊維2Aがプレス金型10内に整列させられ、流入工程(c)において短繊維2Aが整列したプレス金型10内に液状エポキシ樹脂3Aが流入させられ、プレス工程(d)においてプレス金型10,12によって液状エポキシ樹脂3Aが整列した短繊維2Aとともに整列した方向と垂直な方向にプレスされ、短繊維の間及び単繊維の束である短繊維の中に入り込むとともに、圧縮されて液状エポキシ樹脂3Aの占める体積が必要最小限となる。その後、硬化工程(e)において液状エポキシ樹脂3Aが硬化することによって、全体に表面硬度と強度とが付与されて、熱伝導性成形体1Aが得られる。
(もっと読む)
インサート成形体の製造方法とインサート成形体の製造装置
【課題】原料の充填を均一に行うことが可能であり、インサート材を変形させることなく、一回の圧縮成形で原料が均一に分布したインサート成形体を容易に製造することができる方法と、その方法に用いられて好適なインサート成形体の製造装置を提供すること。
【解決手段】厚みに対して平板幅が大きく長尺な平板面を持つ平板形状のインサート材6を、キャビティ28内に、平板面が鉛直方向に平行となり、当該インサート材6の長手方向に沿って貫通するように配置する。キャビティ28の原料入口30から平板面に平行な方向に向けて原料を充填する。キャビティ28を閉じる。インサート材6の平板面に対して垂直な方向からキャビティ28内の原料を圧縮して圧縮成形体4を形成する。キャビティ28を外部に開放し、キャビティ28内からインサート材6が一体成形された圧縮成形体4を取り出す。
(もっと読む)
合成樹脂成形体及びこの合成樹脂成形体を用いた浴室部材
【課題】本発明は、新たな金型投資を必要とせず、クッション性、生産性・肌触り・滑りにくさ・水の乾燥性・衝撃吸収性・防音性・耐久性・清潔性に優れ、しかも、積層材の接着性が良好で、成形時の軟質材の流動や成形後の成形品反りを抑えることができる、より安全で快適な浴室成形品を提供することを目的とする。
【解決手段】本発明は、基部7と、この基部7に積層される中間材6とクッション材5と表面部材4とを備え、上記表面部材4が、軟質であり、その表面に織物の転写面を有する合成樹脂成形体に関する。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法
【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
プレス成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供。
【解決手段】
本発明は強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、成形型の下面となる型上に積層、配置した成形材料(A)、(B)を加圧する工程を有するプレス成形方法であり、成形材料(A)が前記キャビティの有する最大面積以上の面積を有する形状、成形材料(B)が少なくとも前記凹部の開口部の投影面積以上の投影面積を有する形状の成形材料(A)、(B)を用いてプレス成形する方法である。
(もっと読む)
多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具
【課題】プレス段内の製品間に使用する金属板へのプリプレグの樹脂流れ付着を抑制することが可能な多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具を提供する。
【解決手段】予め回路形成された内層板とプリプレグと銅箔とを組合せ積層し積層体となす工程、前記積層体を金属板を用いて、プレス段内で加熱加圧し多層化接着する工程を有する多層銅張積層板の製造方法において、プレス段内の許容範囲内で積層体(製品)と金属板を交互に積載し上蓋を被せ加熱加圧する前に、内層板とプリプレグを組合せ、さらに前記内層板とプリプレグを銅箔と組合せる際に銅箔のセット位置を規定するサイズ切替式銅箔位置規定治具1、2を使用し、加熱加圧時に発生するプリプレグの樹脂流れ量に応じて銅箔の長さを変更し加熱加圧することで、プレス段内の積層体間に使用する金属板へのプリプレグの樹脂流れ付着を抑制する、多層銅張積層板の製造方法。
(もっと読む)
電子部品の圧縮成形方法
【課題】下型キャビティ8内の金型キャビティ面10に離型フィルム9を吸引して装着する場合に、金型キャビティ面10に形成される「しわ」を効率良く防止する。
【解決手段】まず、キャビティ8内から所要の吸引圧力(吸引作用)で吸引することにより、離型フィルム9をキャビティ面10に接触させない状態で、離型フィルム凹部18を安定して形成保持し(離型フィルムの中間装着)、次に、離型フィルム凹部18内に所要量の顆粒樹脂13を供給することにより、顆粒樹脂13の重量作用と移動作用及び離型フィルム9に対する吸引作用とによる相乗効果で顆粒樹脂13をセンタリングし、更に、離型フィルム凹部18内で顆粒樹脂13を加熱溶融化することにより、溶融樹脂20の重量作用と流動作用及び離型フィルム9に対する吸引作用との相乗効果による均等な押拡作用(均等な装着力)で離型フィルム9を金型キャビティ面10に(完全に)装着する。
(もっと読む)
ゴム引布の成形方法、ダイヤフラムの製造方法
【課題】 ゴム引布の基布を構成する繊維の縦方向及び横方向の各特性の変動の影響を受けないゴム引布の成形方法、ダイヤフラムの製造方法の提供。
【解決手段】 基布の両面にゴムを塗設及び圧縮して3層構造に積層したゴム引布の連続ロールを切断してシート体7を得る切断工程と、切断された複数枚のシート体を載置板8上に重ねて載置して一次加硫する一次加硫工程と、一次加硫工程後のシート体を、一枚ずつ成形金型に装填し、加熱しつつ加圧して、シート体に対する二次加硫とプレス成形とを同時に行うプレス二次加硫工程とを備える。
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】電子部品の圧縮成形用金型1(上下両型2・3)を用いて、基板5に装着した電子部品4を圧縮成形する場合に、下型キャビティ8内に顆粒樹脂10を均一な厚さで効率良く供給し得て、製品(樹脂成形体11)の生産性を効率良く向上させる。
【解決手段】樹脂収容用プレート31の樹脂収容部32内に顆粒樹脂10を投入して均一な厚さを有する保形顆粒樹脂10を形成すると共に、プレートの開口部33側を離型フィルム12で機械的に被覆し、この離型フィルム被覆済プレート31を反転させた状態で、下型キャビティ8位置に離型フィルム12を介して載置接合し、次に、キャビティ8面に離型フィルム12を被覆させると共に、これと同時に、均一な厚さを有する保形顆粒樹脂10をキャビティ8内に落下供給する。
(もっと読む)
人造大理石
【課題】本発明は、機械的強度に優れ、尚且つ従来の人工大理石にはない質感を有する人造大理石を提供することを目的とする。
【解決手段】バサルト繊維を含む繊維補強材と、熱硬化性樹脂と、添加剤とを含有する材料100質量部に対し、厚さ100μm以下、平均径0.1〜10mmの着色高分子フィルム細片5質量部以下を添加した成形材料を加熱加圧成形して得られる人造大理石である。繊維補強材は、10質量%〜100質量%のバサルト繊維を含むことが好ましい。この人造大理石は、キッチン天板に好適に用いることができる。
(もっと読む)
中空FRPの製造方法
【課題】FRP部材をRTM成形にて製造する場合、サンドイッチ構造の芯材や中空中子に流動溝を加工し樹脂の拡散性を高める方法では、その流動溝内に溜まった樹脂の硬化収縮により、FRP表面が部分的に歪み、外観意匠性を損ねてしまうという問題が発生するため、表面意匠性が求められる部材に適用するには、その歪みを研磨、除去する必要があり、結果コストが高くなってしまう。
【解決手段】表面が粗面化された中空断面を有する中子の外周に、強化繊維基材を配置したプリフォームを成形型のキャビティ内に配置し、前記中子内を加圧しながら、前記成形型のキャビティ内に熱硬化性樹脂を注入し、強化繊維基材に樹脂を含浸させ、樹脂を硬化した後に中子を除去する中空FRPの製造方法。
(もっと読む)
積層成形体の成形方法並びに成形金型
【課題】積層成形体の成形方法並びに成形金型であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保できる。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30は、加熱軟化処理した後、アシストモデル80に前もってセット枠90ごと組み付けることで、表皮30のセット作業が容易に行なえるとともに、成形上型50により真空成形する際、台座86上で強固に支持されるモデル型82と成形上型50との間でプレス圧をかけて、薄肉状に均一厚みを確保できるように表皮30の成形を行ない、溶融樹脂Mの供給時、熱的ダメージが表皮30に及ぶことを回避するとともに、表皮30を真空・プレス成形することで製品表面の外観性能を高める。
(もっと読む)
ゴム製筒状体の製造方法
【課題】バリ発生に伴う表面処理が不要で、寸法精度に優れたゴム製筒状体の製造方法を提供する。
【解決手段】外周面2b上に未加硫ゴム層3を形成したマンドレル2を筒状の外型1に挿入し、該外型1とマンドレル2との間で未加硫ゴム層3を加圧成形することによってゴム製筒状体11を製造する方法であって、マンドレル外周面2bが円錐台形状とされ、該マンドレル2の小径側端部2aを先頭にしてマンドレル2を未加硫ゴム層3と共に外型1内に押し込んだ後、未加硫ゴム層3を加熱しながら、外型1内における未加硫ゴム層3の外型軸1c方向への移動を規制した状態でマンドレル2のみをさらに外型1内に押し込んで未加硫ゴム層3を加圧する。
(もっと読む)
複合材成形用通気パッドおよび複合材成形方法
【課題】複合材成形における気道の確保
【解決手段】 複合材成形用通気パッド20は、可撓性を有するモノフィラメント31を、織製し又は編んだ網材22で形成した。また、必要に応じて、網材22の表面に不織布21、23を取り付けてもよい。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
サンドイッチパネルの製造方法
【課題】 真空圧のみによるオーブン成形でハニカムサンドイッチパネルの製造方法を提供することを課題とする。
【解決手段】 特定の熱硬化性樹脂(TS)組成物を目付Y(=0.6X〜0.8X)g/m2 に引き伸ばしたTS組成物シート(A)、補強繊維の体積含有率が50〜65体積%の複合材料とするために目付Xg/m2 のTS組成物シートが必要なシート状補強繊維基材(B)と(A)と同じTS組成物を目付X−Yg/m2 に引き伸ばしたTS組成物シート(C)とをこの順で重ね合わせ、(A)(C)を構成しているTS組成物を(B)に部分含浸し、(B)内部にTS組成物で含浸されていない部分が連続している部分含浸プリプレグ(D)を得、これを積層したプリプレグ積層体(D´)と、接着剤(E)と、ハニカム(F)とを、(D´)の(C)側表面がツールと接するように積層したのち、加熱加圧する。
(もっと読む)
1 - 20 / 34
[ Back to top ]