
Fターム[4F205AA36]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743)
Fターム[4F205AA36]の下位に属するFターム
フェノール樹脂系 (100)
アミノ樹脂系(←ユリア、メラミン樹脂) (9)
エポキシ樹脂 (442)
ポリイミド(←ポリアミドイミド) (317)
不飽和ポリエステル、アルキド樹脂 (178)
硬化性ポリウレタン(←通常) (56)
硬化性アクリル樹脂 (6)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (35)
Fターム[4F205AA36]に分類される特許
401 - 420 / 600
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
繊維強化複合材料成形システム、繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料システムにおいて、繊維強化複合材料の繊維体積含有率を、より精度よく制御することである。
【解決手段】繊維束14に樹脂を含浸して成形する繊維強化複合材料成形システム10であって、繊維束14に第1樹脂を含浸する樹脂含浸装置22と、第1樹脂が含浸された繊維束14に第2樹脂を被覆する樹脂被覆装置34とを備え、第2樹脂には、第1樹脂よりも樹脂粘度が高い樹脂を用いる。そして、第1樹脂と第2樹脂とには、熱硬化性樹脂を使用することが好ましい。
(もっと読む)
ゴルフクラブ用シャフトの製造方法

【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
繊維束の樹脂含浸方法および繊維束樹脂含浸装置
【課題】繊維束の樹脂含浸方法および繊維束樹脂含浸装置において、繊維束により構成する繊維強化樹脂製品の製造コストを低減するとともに、ボイドの少ない高品質の繊維強化樹脂製品を実現することである。
【解決手段】カーボン繊維束18を巻き付けた繊維束ボビン20と、収容した液状または半液状のエポキシ樹脂42をヒータ36により加温し、繊維束ボビン20から送り出されたカーボン繊維束18にエポキシ樹脂42を含浸させる樹脂容器24とを備える。樹脂容器24は、2個の加圧ローラ40を互いに平行に回転可能に支持している。樹脂容器24内で、カーボン繊維束18を2個の加圧ローラ40間から加圧しながら引き出すことにより、カーボン繊維束18を開繊するのと同時にカーボン繊維束18にエポキシ樹脂42を含浸させることを可能とする。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
強化プラスチック製サンドイッチ材の製造方法
【課題】真空注入成形法による、強化プラスチック製サンドイッチ材の製造方法において、樹脂の未含浸の無い、安定な品質を呈し、軽量で低コスト化の図れる改良法を提供する。
【解決手段】前記改良法は、通液性の芯部の両面に通液性補強材を配設してなる被含浸物2に、真空注入成形法によって液状の熱硬化性樹脂を含浸させたのち、硬化させるものである。通液性の芯部としては、樹脂発泡体、貫通穴を開設したシート状体、粒状体を充填した通液性のシート状体が好ましい。通液性補強材としては、不織布、短繊維積層マット状物や長繊維からなるシート状物、布帛、織物、編物のような繊維基材が好ましい。
(もっと読む)
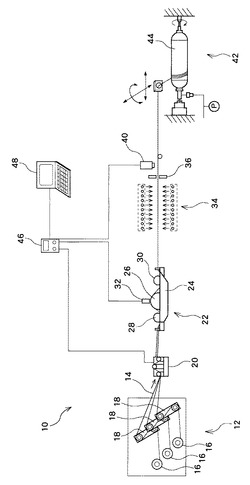
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
(もっと読む)
支持テープからプリプレグを分離する退避可能な分離装置を備えた複合材料レイアップヘッド
レイアップヘッド(20)は、支持テープ(12)に貼合されたプリプレグ(10)を収容し、プリプレグ(10)を付着工具(11)の上に付着する付着部(21)の直上流において設けられたセパレータ(23)を用いて、プリプレグはその支持テープから、剥離によって分離される。レイアップヘッド(20)は、セパレータ(23)の下流において、プリプレグ(10)を支持テープ(12)から分離させるための退避可能な分離手段(30)を備え、プリプレグ(10)がセパレータ(23)の直上流において分離されていくことを許容し、それにより、プリプレグ(10)は、前記分離手段(30)が動作しているときにはより早い段階で分離されることができる。 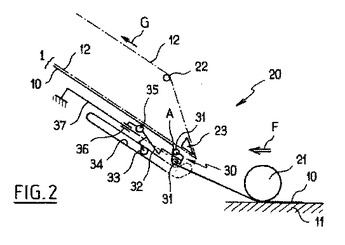 (もっと読む)
(もっと読む)
ベルト、及びその製造方法
【課題】発生ガスを金型外に効果的に排除し、かつ製品の局部的な膨らみの発生を回避すると共に、金型からの製品の取外し作業の簡素化が図れるベルト及びその製造方法を提供する。
【解決手段】熱硬化性樹脂溶液を円筒状芯体1表面に塗布して樹脂塗膜を形成する塗膜形成工程と、樹脂塗膜を加熱して熱硬化性樹脂皮膜7を形成する熱硬化性樹脂皮膜形成工程と、熱硬化性樹脂皮膜7を円筒状芯体1から取外す工程とを有するベルトの製造方法において、円筒状芯体1の軸方向両端には、円筒状芯体1の外周面を軸方向に移動可能な筒状のスライド部材2を配置し、円筒状芯体1の軸方向両端には軸方向に伸びるガス通路3を設けているので、熱硬化性樹脂皮膜形成工程では、スライド部材2を軸方向に移動させることにより、熱硬化性樹脂塗膜7を加熱した際に発生するガスをガス通路3により外部へ排出する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
特殊な繊維切断および制止システムを有する繊維貼付ヘッド
本発明は、複合材料の部品を作成するために繊維を貼付けるヘッドに関する。上記ヘッドは、多数の繊維から形成される幅広のストリップを表面に貼付けるために、変位システムの端部に取付けることを目的としている。上記ヘッドは、貼付ローラー(R)と、貼付ローラーに繊維を案内するための案内手段(3)と、作動システムによって作動される、貼付ローラー(R)の上流側の繊維を切断するための刃(41)を備える切断手段と、切断されたばかりの繊維を制止するように作動システムによって作動される制止スタッド(43)を備える制止手段とを有する。制止スタッド(43)および刃(41)は、共通の作動システム(42)によって作動され、共通の作動システム(42)は、切断および制止される繊維毎に1つの刃および1つのスタッドを移動させて、繊維を切断および制止する。 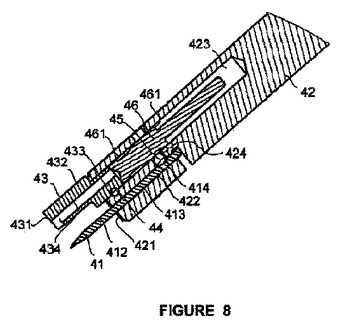 (もっと読む)
(もっと読む)
パネルの凹部に埋め込まれたパッドを有するストリンガを具備する複合構造体及び力の伝達方法
例えば航空機の翼または胴体の外板を形成し得る複合構造体は、パネル(20)と、パネル(20)の表面に結合された一連のストリンガ(21〜23)とを具備している。各ストリンガは、パネル(20)に垂直に延びるウェブ(24)と、パネルと共平面にある一対のフランジ(25,26)とを具備している。ウェブ(24)は、横の曲げ剛性及び軸方向剛性を次第に増加させること及び局部的応力集中を軽減することによって外板からストリンガへの荷重の伝達を促進するために、ラン・アウト(run-out)でテーパー付けされている。パッド(27)がストリンガ(22)の基部から下方へ突出して、ウェブ(24)及びフランジ(25,26)の端を越えて延びている。パッド(27)はパネルの凹部に埋め込まれている。凹部は、右側端壁(30)と左側端壁(31)とを有している。壁(30,31)はほぼ反対向きに配向されていて、ストリンガの長さにほぼ垂直にストリンガの幅を横切って延びている。端壁(30)はパッド(27)の右側端面(32)に係合し、端壁(31)はパッド(27)の左側端面(33)に係合する。 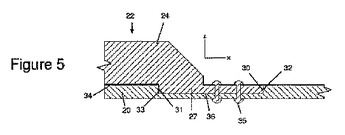 (もっと読む)
(もっと読む)
繊維強化プラスチック
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】積層した強化繊維束21からなる強化繊維織物20に、樹脂30を含浸した繊維強化プラスチック10であって、前記繊維強化プラスチック10の表層部11は、バネ性を有する形状に屈曲した強化繊維40に樹脂30が含浸されてなる。
(もっと読む)
特殊な繊維切断システムを有する繊維貼付ヘッド
本発明は、複合材料の部品を作成するために繊維を貼付けるヘッドに関する。上記ヘッドは、多数の繊維から形成される幅広のストリップを表面に貼付けるために、変位システムの端部に取付けることを目的としている。上記ヘッドは、ストリップの状態の繊維を貼付けるための貼付ローラー(R)と、貼付ローラーに繊維を案内するための案内手段(3)と、貼付ローラーの上流側の繊維を切断するように、作動システム(40)によって定位置および切断動作位置の間にて作動される刃を備える切断手段(4a、4B)とを有する。刃および関連する作動システム(40)は全て、繊維よりも貼付ローラー(R)側に配置されている。 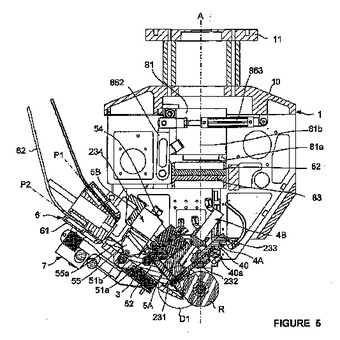 (もっと読む)
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維と樹脂を掻き分けて貫通孔を開けるとき、貫通孔の部分にて繊維強化樹脂シートがよりよく補強されるように貫通孔を形成する方法を提供する。
【解決手段】繊維強化樹脂シートの貫通孔24となる部分に存在する繊維および樹脂を周りに掻き分けることにより貫通孔24を形成し、掻き分けによって貫通孔24の両端の周りに生じた一対の繊維と樹脂の混合隆起部28を貫通孔24内に延在する張力部材30,32により相互に引き付けて保持する。
(もっと読む)
連続したプロファイルを作製するための引抜き成形法
本発明は引抜き成形法(「ADP法」として知られる)に関し、当該方法では、繊維強化プラスチック材料からなる少なくとも1つの帯状プリプレグ(6〜9)を曲げることにより、連続した強化プロファイル(11)を形成する。プロファイル(11)の最初の形状加工は、最終形状加工および予備硬化が行われる加圧成形デバイス(12)の下流にある予備成形デバイス(10)で行われる。プロファイル(11)の移動は、加圧成形デバイス(12)の動作サイクルと同期して、牽引デバイス(14)により行われることが好ましい。切断デバイス(15)を用いることにより、プロファイル(11)を適切な長さに切断する、かつ/または、正しい寸法が確実に維持されるよう縁部を後の機械的処理に供すことができる。本発明によると、相互に隣接するフランジ(17と18)を有する垂直ウェブ(19)を有する(H型断面形状)プロファイル11の形成時に、連続した(引抜き成形)ガセット(29)が、プロファイル(11)のアール領域(27)の帯状プリプレグ(6〜9)間、例えば、帯状プリプレグ(6〜9)が互いに接合する領域に同時に挿入され、この領域の空隙(28)は充填され画定される。連続したガセット(29)により、アール領域(27)における形状偏差および/または厚さのばらつき(繊維容積のばらつき)がなくなり、廃棄量が減る。 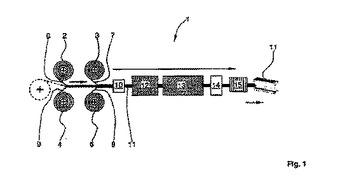 (もっと読む)
(もっと読む)
圧力容器及びその製造方法
【課題】繊維強化複合材で補強された圧力容器の耐久性を高める。
【解決手段】ライナ102と、繊維強化複合材を巻き付けた複数の複合材層と複数の複合材層に挟まれた耐熱性シートを含む外殻部106と、を備える圧力容器とする。
(もっと読む)
複合材料ドライブシャフト製作用モールド及びこれを利用して製作した複合材料ドライブシャフト
【構成】
本発明は動力伝達部である両端部を除いた軸の大部分が一般的な軸と同じ円形パイプ形態を有する複合材料ドライブシャフトを製作することができるモールドを構成し、シャフトの両端部に形状変化が発生することによって、ドライブシャフトを成形した後モールドの脱型が容易になるように構成する。また、本発明は上記のようなモールドを利用して製作され、その両端部に接続継手(金属材ヨーク)を結合する場合、互いに噛み合って回転する形態を有するように複合材料ドライブシャフトを構成する。したがって、本発明のシャフトは機械的締結や接着剤による荷重伝達ではなく、シャフト自体に直接動力を伝達する方式であるので高いトルクを伝達することが可能である。
(もっと読む)
構造部品の製造方法
本発明は、特に航空宇宙分野における構造部品を製造する方法を提供する。第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する。次に、未硬化プリプレグ構造体(6)を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部(12,13)に接合して、未硬化プリプレグ構造体(6)を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体(6)よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部(12,13)を用いることにより、低コストの治具での製造を可能とすることである。 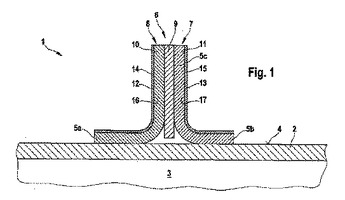 (もっと読む)
(もっと読む)
繊維強化プラスチック製管体の製造方法とその素管の研磨装置
【課題】管体の支持部材に格別の補正作業を必要とせずに、管体表面に微細ではあるが塗装後に顕在化する螺旋状の細溝が形成されず、且つ原料及び製作コスト増につながらない繊維強化プラスチック製管体の製造方法とその研磨装置とを提供する。
【解決手段】前記研磨装置は、第1駆動ロール(6) と被駆動ロール(4) とによって所定の回転速度で回転する研磨布(7) をもつ無端ベルト(8) と、同無端ベルト(8) の前記第1駆動ロール(6) と離間して配され前記繊維強化プラスチック製管体(13)の素管(13') の周面に押圧接触して駆動回転する第2の駆動ロール(5) と、前記第1駆動ロール(6) に近接して配され、素管(13') を支持する合成樹脂材料からなる支持部材(10)とを備えている。前記素管(13') の周面を、前記第1駆動ロール(6) の無端ベルト(8) の周回部分と前記第2駆動ロール(5) と前記支持部材(10)との3部材間で把持して研磨する。
(もっと読む)
401 - 420 / 600
[ Back to top ]