
Fターム[4F205AA36]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743)
Fターム[4F205AA36]の下位に属するFターム
フェノール樹脂系 (100)
アミノ樹脂系(←ユリア、メラミン樹脂) (9)
エポキシ樹脂 (442)
ポリイミド(←ポリアミドイミド) (317)
不飽和ポリエステル、アルキド樹脂 (178)
硬化性ポリウレタン(←通常) (56)
硬化性アクリル樹脂 (6)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (35)
Fターム[4F205AA36]に分類される特許
321 - 340 / 600
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法

【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 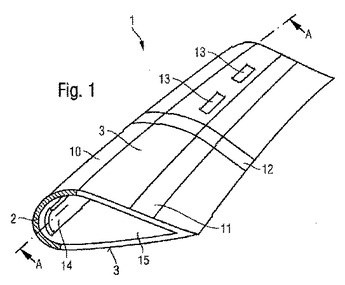 (もっと読む)
(もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
【課題】良好な特性の航空機部品製造装置を提供する。
【解決手段】
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。
(もっと読む)
回転体への樹脂含浸繊維の巻着方法
【課題】複雑な機構を用いずに簡便に繊維巻替処理を行えるFRP成形体の製造方法を提供する。
【解決手段】繊維供給部から樹脂含浸繊維を第1の回転体に供給する供給工程と、前記第1の回転体を回転させて前記繊維を所定分巻着する第1の巻着工程と、前記繊維供給部と前記第1の回転体との間に第2の回転体を配置し、前記繊維供給部から前記第1の回転体へ延びる前記繊維を前記2の回転体に掛着する掛着工程と、前記第1の回転体と前記第2の回転体との間で前記繊維を切断する切断工程と、を備える繊維強化プラスチック成形体の製造方法を提供する。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外側に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後にゴムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
半硬質器具
本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
複合圧力容器及び複合圧力容器の製造方法
【課題】
複合圧力容器のプラグ部分の突出量を抑制し、又複合圧力容器をプラグを装着したままで落下させたとしても、プラグ部分から局部的な衝撃力が伝達されない様にし、落下によりライナが損傷することを防止する。
【解決手段】
両端部にボス部4,5が形成された金属製のライナ2と、該ライナの外層に繊維強化プラスチック層3が形成され、一方のボス部5がプラグ8によって封止される複合圧力容器1であって、前記プラグの頭の外径が前記ボス部の外径と同じ又は略同じであり、前記ボス部の周囲に形成される前記繊維強化プラスチック層の厚みが前記プラグの頭の高さと同じ又は前記プラグの頭の高さより所要量高くなっている。
(もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
複合圧力容器及び複合圧力容器の製造方法
【課題】
複合圧力容器のプラグ部分の突出量を抑制し、又複合圧力容器をプラグを装着したままで落下させたとしても、プラグ部分から局部的な衝撃力が伝達されない様にし、落下によりライナが損傷することを防止する。
【解決手段】
両端部にボス部4,5が形成された金属製のライナ2と、該ライナの外層に繊維強化プラスチック層3が形成され、一方のボス部5がプラグ8によって封止される複合圧力容器1であって、前記プラグのフランジ8aの外径が前記ボス部の外径より大きく、前記プラグの前記フランジの前記ボス部より張出した部分が前記ボス部の周囲に形成される前記繊維強化プラスチック層に当接する。
(もっと読む)
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
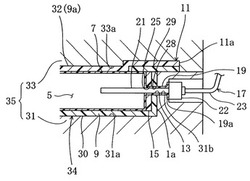
繊維複合材料からプロファイルを製造する方法
本発明は、特に航空機産業及び航空宇宙分野における、以下の工程を有する、繊維複合材料からプロファイルを製造する方法を提供する。特に予め含浸させた繊維材料からなる予備ファブリック(3)を、まず、真空バッグ(7)で被覆する。その後、支持要素(17、18)を、被覆した予備ファブリック(3)上に置き、これを支持する。その後、真空バッグ(7)に真空(PI)を与える。次に、予備ファブリック(3)は、特にオートクレーブ内で、熱の作用の下で硬化されプロファイルとなる。特許請求する方法によれば、支持要素(17、18)は、真空バッグ(7)によって、長手方向(8)において予備ファブリック(3)から機械的に切り離されており、これにより、支持要素(17、18)を、予備ファブリック(3)に対して長手方向(8)に移動させることが可能となるため、非常に費用のかかる36ニッケルスチールの代わりに、好ましい材料、特にアルミニウムから支持要素(17、18)を形成することができ、好都合である。 (もっと読む)
CFRP半製品から実質的に平面のブランク材を所定サイズに切断・処理するための装置およびその方法
本発明は、切断機構(20)により、カッティングテーブル(2)に置かれた平面的なCFRP半製品(6)から、実質的に平面のブランク材(9)を所望のサイズに切り出すための装置(1)に関する。ブランク材(9)は、操作装置に配設されたバキュームエフェクタ(3)により吸引保持され、その後、制限なく室内の適当な位置に置かれる。本発明によれば、バキュームエフェクタ(3)が降下すると、少なくとも一つのブランク材電極(5)がブランク材(9)に接触可能になり、それに応じて少なくとも一つの切り取り残部電極(4)がCFRP半製品(6)から切り離された端部(12)に電気的に接触可能になる。どちらの電極(4、5)も、電線(14)を介して直流源(18)、計測器(16)、特に(DC)電流計(17)に接触されている。切り離されたブランク材(9)をバキュームエフェクタにより測定高(22)まで持ち上げた後、電流Iを確認する。電流Iが約0mAであれば、完全に切り離されている。電流Iが0mAより明らかに大きい場合、完全に切り離されなかったカーボン繊維橋(23)が少なくとも1つ存在するが、好ましくはパルス式に電流Iを最大値IMaxまで上昇させることで、完全な自動生産シーケンスにおいて溶解・切断される。これにより、特に高度に自動化された製造工場において重要となる、摩擦のないさらなるブランク材(9)の処理が可能となる。また、本発明は、特に装置(1)により、CFRP半製品(6)からブランク材(9)を製造する方法に関する。 (もっと読む)
タンク及び繊維巻き付け方法
【課題】口金部への繊維の巻き付けをやり直すことなく、繊維の巻き付け処理を簡素化できるライナを有するタンクを提供する。
【解決手段】ライナ2の外周面に繊維を巻き付けて形成されるタンク1において、ライナ2は、中央の円筒状の胴部2aと、当該胴部2aの両側の端部に接続されたドーム状の側部2bを有している。胴部2aの外周面には、周方向に沿った環状の溝3、4が形成されている。溝3、4は、胴部2aの両端部に形成されている。
(もっと読む)
繊維強化樹脂部材の製造方法
【課題】少なくとも曲がり部を有するマンドレル外周において、軸方向糸を滑らせることなく配置することがき、もって軸方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】少なくとも曲がり部を有する長尺のマンドレル1aに該マンドレル1aの軸方向に延びる軸方向糸Q,…と該軸方向に対して所定角度傾斜した斜向糸P,…を供給して、軸方向糸と斜向糸とが相互に編み込まれてなる繊維織物を製造する第1の工程と、該繊維織物に樹脂を含浸硬化させることによって繊維強化樹脂部材を製造する第2の工程とを有し、第1の工程ではマンドレル1aの曲がり部に鋼製ピン2や樹脂フィルム3などの滑り止め部材を装着しておき、軸方向糸Q,…が該滑り止め部材にて位置決めされた姿勢でその上に斜向糸が巻装される。
(もっと読む)
タンクの製造方法、タンクの製造設備及びタンク
【課題】繊維端を補強繊維層内に織り込む処置を行わずに、補強繊維の端部を巻き付け面に固着する。
【解決手段】タンク2の製造方法において、熱硬化性の樹脂を含浸させた補強繊維束Fをタンク2の外周面に巻き付けて、タンク2の外殻に補強繊維層を形成する工程と、前記補強繊維層中の樹脂を熱硬化させる工程と、を有し、前記補強繊維層を形成する工程において、タンク2の補強繊維層の最外層の位置に巻き付けられる補強繊維束Fに対し予め粘着テープTが張り付けられ、当該補強繊維束Fがタンク2の最外層に巻き付けられる際には、補強繊維束Fが粘着テープTにより補強繊維層の巻き付け面に接着される。
(もっと読む)
繊維強化樹脂部材およびその製造方法
【課題】少なくとも曲がり部を有する繊維強化樹脂部材において、当該曲がり部における湾曲外側と内側の繊維密度が同程度に加工された繊維強化樹脂部材と、該繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の軸方向に対して所定角度傾斜した複数の斜向糸が編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材であり、この繊維強化樹脂部材は少なくとも一部に曲がり部を有しており、曲がり部の湾曲外側には内側に比して相対的に多数の繊維が配置されている。
(もっと読む)
321 - 340 / 600
[ Back to top ]