
Fターム[4F205AA39]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743) | エポキシ樹脂 (442)
Fターム[4F205AA39]に分類される特許
81 - 100 / 442
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法

【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
風力発電設備のロータブレードを製造する方法及び風力発電設備のロータブレード

【課題】高品質の風力発電設備のロータブレードをより経済的に製造する方法を提供すること。
【解決手段】風力発電設備のロータブレードの製造方法は、少なくとも1つの型を準備する工程と、少なくとも1つの芯材を有する積層繊維複合物を少なくとも1つの型に配置する工程と、樹脂を供給する工程と、を含む。芯材は、第1溝部を有する上面、第2溝部を有する下面、及び第1溝部と第2溝部との間の接続部を有する。樹脂は、積層繊維複合物が十分に満たされるまで、特に第1溝部及び/又は第2溝部を通じて、供給される。
(もっと読む)
高圧タンクの製造方法
【課題】ライナーの形状劣化を抑制して高圧タンクを製造する技術を提供する。
【解決手段】中空のライナーの表面に、加熱することにより消失するロストワックス層を形成し、ロストワックス層の表面を覆うように、熱硬化性樹脂が未硬化状態で含まれる炭素繊維材を巻き付けて炭素繊維巻き付け層を形成し、炭素繊維巻き付け層の形成後に、加熱により熱硬化性樹脂を硬化させるとともに、ロストワックスを消失させる。ロストワックス消失によって、ライナーと炭素繊維巻き付け層との間に間隙が形成される。
(もっと読む)
管状体
【課題】握持した際に滑りが防止され、適切な握持感が得られる管状体を提供すること。
【解決手段】最外層26には、強化繊維14が管状体10の外周面に露出した繊維露出部38と、合成樹脂16が管状体10の外周面に露出した樹脂露出部36とが設けられている。また、繊維露出部38の強化繊維14同士の間には、最外層26の表面から内層側に窪んだ窪み部40が設けられている。窪み部40は管状体10の表面に多数形成され、外側に向けて開口している。窪み部40を設けることにより、釣り人が管状体10を握持した際に、掌が部分的に窪み部40に食い込むため、掌の引っ掛かりがよく、握持した手の滑りが防止することができる。
(もっと読む)
湾曲管の製造方法
【課題】プリプレグシートを積層した石膏内型を加熱して硬化させた後に、当該石膏内型を容易に破壊除去することができる湾曲管の製造方法を提供する。
【解決手段】石膏内型2の表面にプリプレグシート1aを積層し、加熱手段によりプリプレグシート1aを硬化させた後に、石膏内型2を破壊除去して湾曲管1を得る湾曲管の製造方法であって、湾曲面3aを内面に有する分離式雌型3の中心部に、熱または溶剤により溶解する中子4を配置して、分離式雌型3と中子4との間に石膏2aを注入し、石膏2aを乾燥させ硬化させた後に、中子4を溶解除去して石膏内型2を得るとともに、この石膏内型2にプリプレグシート1aを積層して加熱手段により硬化させた後に、石膏内型2を破壊除去する。
(もっと読む)
高圧タンク
【課題】簡便な手段によって、表面樹脂層の破壊を防止することが可能な樹脂製の高圧タンクを提供することである。
【解決手段】高圧タンク10は、高圧ガスの収容空間17を形成する樹脂製のライナー11と、ライナー11の外表面を被覆する繊維強化樹脂層12と、繊維強化樹脂層12の一部である表面樹脂層に溶剤を塗布して発泡させることで多孔化した表面発泡樹脂層13と、を備える。表面発泡樹脂層13は、例えば、塗布する溶剤量を適切に調整することでタンクのバースト強度を低下させることなく多孔質構造の形態を調整することができ、ガス透過性を向上させることができる。
(もっと読む)
複合容器
【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
(もっと読む)
航空機のプロペラ羽根
翼形構造体(20)を備える航空機のプロペラ羽根(10)であって、翼形構造体は、糸の三次元織りによって得られた、マトリックスによって緻密化された少なくとも1つの繊維強化材と、多孔性剛性材料で製作された、所定形状の形状化部品(140)とを備え、強化材は、プロペラ羽根の前縁(20a)内の連続織りによって相互に連係された少なくとも2つの半体を備え、2つの半体は前記形状化部品(140)のまわりにぴったりと嵌ることを特徴とする、羽根。 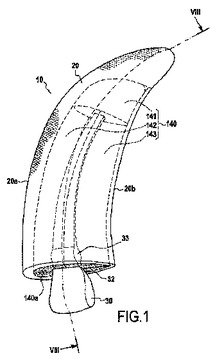 (もっと読む)
(もっと読む)
複合容器の製造方法
【課題】 複合容器の効率的な製造方法を提供する。
【解決手段】 容器を形作るライナー1を回転させつつ、繰出装置17から、熱硬化性の樹脂が予め含浸された繊維Fを繰り出させることで、ライナー1に繊維Fを巻付ける。この際、ヒータ22により、ライナー1の内部から加熱することで、前記繊維Fに含浸された樹脂をライナー1の表面に近い側から離れる側に向けて徐々に硬化させ、この硬化に伴って前記樹脂を発熱させる。前記熱硬化性の樹脂配合物中には多官能性樹脂を配合するとよい。
(もっと読む)
圧力容器の製造方法
【課題】FRP層の形成時における熱硬化樹脂の染み出しが抑制された圧力容器の製造方法を提供する。
【解決手段】圧力容器の製造方法は、中空部を有する筒状の基材表面に熱硬化性樹脂を含浸させた繊維を巻回させる工程と、該熱硬化性樹脂を硬化させて、該基材表面にFRP層を形成する樹脂硬化工程S20と、を順に有する。また、樹脂硬化工程S20に併行して、FRP層の外側に外圧を付与し、かつ、基材の内側に、外圧に対抗する内圧を付与する圧力付与工程(S200)を有する。
(もっと読む)
複合材料構造物製造用マンドレルの分解方法およびマンドレルの分解装置
【課題】 略円筒形で、複数のセグメントに分割可能な構成を有するマンドレルを、容易かつ効率的に分解することができる技術を提供する。
【解決手段】 外周面に密着して複合材料構造物が形成されている状態のマンドレルにおいて、取外し対象である1個のセグメントを最上部に位置させるように、一対のサポートリングを回転させる回転工程と、最上部に位置した取外し対象の前記セグメントを、一対のサポートリングから取り外すセグメント取外し工程とが行われる。このうち、セグメント取外し工程では、一対のサポートリングの間で、取外し対象のセグメントを、鉛直方向に沿って下降させて前記マンドレルの内側に位置させてから、一対のサポートリングの間より搬出する。
(もっと読む)
複合材料構造物製造用成形型
【課題】 略円筒形で、複数のセグメントに分割可能な構成を有する成形型において、各セグメント同士を円筒形に組み立てるときに、各セグメント同士の位置精度を優れたものとし、かつ、組立作業をより簡素化する。
【解決手段】 平板状で、その表面が凸面状となっている第一セグメントおよび第二セグメントを、1個ずつ前記表面を外側に向けた状態で、その端面をサポートリングに固定し、隣接するセグメント同士を側面で結合することで、単一の円筒状の成形型として保持する。
(もっと読む)
複合材料構造物製造用マンドレルの組立方法およびマンドレルの組立装置
【課題】 例えば航空機の胴体部等の製造に用いられる、略円筒形で、複数のセグメントに分割可能な構成を有するマンドレルを、高い位置精度で容易に組み立てることができる技術を提供する。
【解決手段】 セグメント固定工程では、対向配置した一対のサポートリングに沿って複数設定されている固定箇所のうち、1つの特定固定箇所に、固定対象である1個の前記セグメントを固定する。回転工程では、セグメント固定工程の前に、前記特定固定箇所を、サポートリングの最上部に位置させるように、前記サポートリングを回転させる。ここで、前記セグメント固定工程では、固定対象のセグメントを、前記サポートリングそれぞれの間に配置し、鉛直方向に沿って特定固定箇所に対応する高さまで上昇させてから、当該サポートリングに固定している。
(もっと読む)
ホットメルト型接着剤及びRTM成形方法
【課題】比較的低温で被着体に添付固定可能であり、さらに150℃以上の加熱により接着可能で、且つ高いせん断接着力を有し、熱可塑性であるため再加熱でリサイクル性を付与可能な、ホットメルト型接着剤を提供する。
【解決手段】(A)数平均分子量が110〜1200のモノマー状態又はオリゴマー状態の熱可塑性エポキシ樹脂、及び(B)数平均分子量が7000以上のポリマー状態の熱可塑性エポキシ樹脂を含有し、前記モノマー状態又はオリゴマー状態の熱可塑性エポキシ樹脂と前記ポリマー状態の熱可塑性エポキシ樹脂との重量比が6:4〜8:2であるホットメルト型接着剤。具体的には、(A)モノマー状態又はオリゴマー状態の熱可塑性エポキシ樹脂として(a)2官能エポキシ化合物、(b)フェノール性水酸基を2つ有する2官能性化合物及び(c)リン系触媒、1,2−アルキレンベンズイミダゾール及び2−アリール−4,5−ジフェニルイミダゾールからなる群より選ばれる1種又は2種以上の化合物を含むものが好ましく、(B)ポリマー状態の熱可塑性エポキシ樹脂が(a)2官能エポキシ化合物、及び(b)フェノール性水酸基、カルボキシル基、メルカプト基、イソシアネート基及びシアネートエステル基からなる群より選ばれる同一の又は異なる2つの官能基を有する2官能性化合物の混合物を重付加させたものが好ましい。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
耐食層を有する管状繊維強化複合材料
【課題】耐食層のピンホールやクラックの発生を抑え、管状繊維強化複合材料の耐食性能と耐圧力性能とを向上させることと、かつ生産効率の高い製造方法を可能とする管状繊維強化複合材料を提供する。
【解決手段】強化繊維およびマトリックス樹脂で構成され、その内部において、強化繊維およびマトリックス樹脂を共に含む強化層Aと耐食層Eとを形成しており、耐食層Aと強化層Aとの境界面に管状体の周方向に沿った強化繊維層を有することを特徴とする管状繊維強化複合材料である。
(もっと読む)
フィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置
【課題】ロービングからのマルチフィラメントの繰り出しについて安定性を高めることのできるフィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置を提供する。
【解決手段】回転体14の中央部には、軸線方向に沿って挿通部14aが貫設されている。挿通部14aには、長尺材32が挿通される。回転体14には、ロービング21を装着するためのコア15が複数設けられている。各コア15によって、複数のロービング21の内周側が支持される。また、複数のロービング21は、その軸線方向と回転体14の軸線方向とが平行になるように固定される。マルチフィラメントは、複数のロービング21の外周側から繰り出されて長尺材32に巻き付けられる。回転体14には、複数のロービング21の外周側から繰り出されるマルチフィラメントをガイドするガイド部材16が設けられている。
(もっと読む)
エレベータ用かご及びその製造方法
【課題】軽量、難燃性を確保しつつ、剛性、曲げ強度等の機械的強度が向上したエレベータ用かごを得る。
【解決手段】この発明に係るエレベータ用かごは、繊維強化複合材料からなるスキン材8で表面を覆ったパネル6により区画されたかご室を有するエレベータ用かごにおいて、スキン材8は、補強繊維に難燃性樹脂を含浸させた難燃層10と、この難燃層10に積層して設けられ補強繊維に非難燃性樹脂を含浸させた非難燃層9とが一体化されて構成されている。
(もっと読む)
炭素繊維強化プラスチック成形体及びその製造方法
【課題】 層間靭性の向上を図ることができる炭素繊維強化プラスチック成形体及びその製造方法を提供する。
【解決手段】 炭素繊維強化プラスチック成形体(CFRP成形体)1は、炭素繊維からなる複数層の炭素繊維層2と、炭素繊維層2が埋設された樹脂体3と、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4に挿入されて固定されたピン5と、を備えている。CFRP成形体1においては、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4にピン5が挿入されて固定されることになるので、CFRP成形体1の層間靭性を向上させることができる。
(もっと読む)
繊維強化複合材料成形品及びその製造方法
【課題】平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止する。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
(もっと読む)
81 - 100 / 442
[ Back to top ]