
Fターム[4F205AA39]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743) | エポキシ樹脂 (442)
Fターム[4F205AA39]に分類される特許
41 - 60 / 442
高圧タンクの製造方法
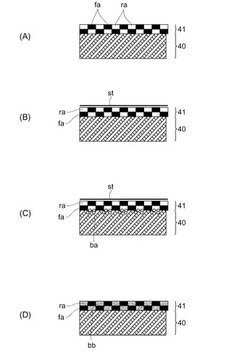
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置

【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
FRP構造要素およびそれを用いたパネル構造体
【課題】構造体の各部を形成する構造要素という概念に着目し、該構造要素に特別の工夫を加えることで、FRP構造体全体として高い設計の自由度を持って容易に所望の形状に成形可能とし、かつ、構造要素単体としてもその集合体としてもFRPが有する優れた特性を容易に発現させることが可能なFRP構造要素、およびそれを用いたパネル構造体を提供する。
【解決手段】平面形状が5角形または6角形の多角形に形成された繊維強化樹脂成形体からなり、該多角形の全辺部にスチフナが閉ループ形状に形成されて閉ループ稜構造に構成され、該閉ループ形状の内側が面構造に構成されていることを特徴とするFRP構造要素、およびそれを用いたパネル構造体。
(もっと読む)
ガス容器及びガス容器製造方法
【課題】繊維強化樹脂の硬化状態にムラが生じるのを防ぐことができるガス容器製造方法を提供する。
【解決手段】合成樹脂製のライナ10を調製するライナ調製工程と、ライナ10の開口部11に口金20を取り付ける口金取付工程と、ライナ10及び口金20の外面に不織布30を貼り付ける不織布貼付工程と、繊維強化樹脂30を不織布30の外側に巻き付ける繊維強化樹脂巻付工程と、口金20に形成された連通孔24を介して外部から不織布30にガスを供給しながら繊維強化樹脂30の熱硬化性樹脂を加熱して硬化させる樹脂硬化工程と、を備えるガス容器製造方法である。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
繊維強化複合材料を用いた翼状構造体およびその製造方法
【課題】 プリプレグを用いずにRTMまたはVaRTMにより製造される翼状構造体において、製造効率を向上させ、製造コストも抑制することに加え、良好な強度を実現する。
【解決手段】 翼状構造体としてロータブレードを例示すれば、当該ロータブレードを製造する際のブレードプリフォームのうち、スキンとなる繊維材料として、開繊糸を用いて製作されたブレイディング50Aを用いる。また、スパーとなる繊維材料としては、中央糸および当該中央糸よりも小さい径の組糸から構成されるブレイディングを好適に用いることができる。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて効率よく、より十分に繊維強化樹脂層の熱硬化を行う。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。その際、誘導加熱コイル40と繊維強化樹脂層21の繊維は、同じ方向に巻かれている。
(もっと読む)
ガスタンク及びその製造方法
【課題】強度と耐熱性に優れ、ガス透過性を抑制したガスタンク、及びその製造方法を提供する。
【解決手段】ガスバリア性を有する内殻と、該内殻を覆うように設けた耐圧性のFRP製外殻とを有するガスガスタンクであって、前記外殻は、(A)補強繊維束、(B)熱硬化性樹脂、並びに(C)エラストマー粒子及び/又は熱可塑性樹脂粒子からなり、かつ、(B)熱硬化性樹脂中に分散した(C)エラストマー粒子及び/又は熱可塑性樹脂粒子が(A)補強繊維束内に存在することを特徴とする。
(もっと読む)
圧力容器の製造法および圧力容器
【課題】強化樹脂に微細なクラックが発生することを抑制し、良好な作業環境において高速製造を可能にする圧力容器の製造法、および該製造法によって製造した圧力容器を提供する。
【解決手段】強化繊維2を金属ライナー1の側面に巻き付ける工程と、強化繊維2が巻き付けられている金属ライナー1を拡径すると共に、該拡径された状態において強化繊維2に樹脂4を含浸する工程と、含浸された樹脂4が硬化した後、前記拡径を中止する工程と、を有する。
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
高圧ガスタンクとその製造方法および製造装置
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により強度補強用のカーボン繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成する。この繊維強化樹脂層の形成の際に、最外表層とそれ以前の複数層の層をなすようカーボン繊維をFW方により巻回する場合、熱硬化性樹脂含浸のカーボン繊維を加熱しつつ巻回する。これを経て繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。
(もっと読む)
繊維強化樹脂複合材及びその製造方法
【課題】 単純形状部と複雑形状部との界面を起因とした強度低下を抑制する。
【解決手段】 この繊維強化樹脂複合材は、強化繊維に樹脂を含浸させた少なくとも一枚のシート状のプリプレグ材からなる単純形状部と、単純形状部に対して一体的に形成され、強化繊維に樹脂を含浸させてなる複雑形状部とを備えている。プリプレグ材に用いられる樹脂と、複雑形状部に用いられる樹脂とが同じ成分である。
(もっと読む)
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
ケース及びその製造方法
【課題】ファンケース1の製造時間を大幅に短縮して、ファンケース1の生産性を十分に向上させること。
【解決手段】中間フランジ19は、環状の第1フランジ構成部材21と、第1フランジ構成部材21に突き合わせて接合された第2フランジ構成部材23とを備え、第1フランジ構成部材21は周方向に沿って分割した複数の円弧状の第1セグメント25により構成され、第2フランジ構成部材23は周方向に沿って分割した複数の円弧状の第2セグメント27により構成され、第1セグメント25同士の継ぎ目J1の位置と第2セグメント27同士の継ぎ目J2の位置は周方向にずれていること。
(もっと読む)
成形体の製造方法
【課題】複合材料のマトリックスが炭素発泡体内部に浸透しないような成形体の製造方法を提供することを目的とする。
【解決手段】多孔体2上に、熱硬化性の接着剤3を配置する工程と、接着剤3の上に、熱硬化性樹脂をマトリックスとする複合材料4を配置する工程と、接着剤3を硬化させる工程と、接着剤3を硬化させた後に、複合材料4のマトリックスを液状化及び硬化させる工程と、を備える成形体1の製造方法である。上記製造方法によれば、複合材料4のマトリックスを液状化させる前に、硬化された接着剤3が多孔体2と強く結合するため、その後液状化された複合材料4のマトリックスが、多孔体2の内部へ侵入することを防止できる。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
41 - 60 / 442
[ Back to top ]