
Fターム[4F205AJ03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 装置又は装置部材の材料の特徴 (629) | 材質の特徴 (365) | 樹脂 (104)
Fターム[4F205AJ03]の下位に属するFターム
FRP (9)
Fターム[4F205AJ03]に分類される特許
21 - 40 / 95
高分子電解質膜の洗浄方法及びそれに用いるスペーサ並びに巻取体

【課題】高分子電解質膜を効率よく、且つ狭いスペースで、表面を傷つけることなく洗浄する方法を提供すること。
【解決手段】支持フィルム3の表面に高分子電解質膜1を形成した積層フィルムFの、巻き取り方向に対して垂直方向の両端の2つの辺のそれぞれに沿って、帯状のスペーサ2を配置する。そして、積層フィルムFの間にスペーサ2が挟み込まれるように積層フィルム2をロール状に巻き取る。このロール状に巻き取られた積層フィルムFを洗浄液で洗浄する。
(もっと読む)
管状体及びその製造方法

【課題】ボイド率を効果的に低下させうる管状体の製造方法の提供。
【解決手段】本発明の製造方法は、マンドレル2に、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体6を得る工程と、上記中間成形体6の外周面にラッピングテープを巻き付ける工程と、上記ラッピングテープが巻き付けられた上記中間成形体6を加熱することにより、上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープとして織物テープ8が用いられている。上記硬化工程が、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、上記第一加熱ステップの後になされ、120℃以上200℃以下の温度で10分以上60分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
管状体及びその製造方法
【課題】成形精度及びボイド率を効果的に改善しうる管状体の製造方法の提供。
【解決手段】本発明の管状体の製造方法は、マンドレル2に繊維強化樹脂部材を巻回して中間成形体6を得る工程と、上記中間成形体6の外周面にラッピングテープを巻き付けるテープ巻き付け工程と、上記ラッピングテープが巻き付けられた上記中間成形体6を加熱する硬化工程と、上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープとして織物テープ8が用いられている。上記硬化管状体の繊維含有率Z2(質量%)から上記中間成形体6の繊維含有率Z1(質量%)を引いた値(Z2−Z1)が3質量%以上30質量%以下である。上記繊維強化樹脂部材に、繊維含有率R1が50質量%以上70質量%以下である繊維強化樹脂部材が含まれている。管状体の一例は、ゴルフクラブシャフトである。
(もっと読む)
ポリマーシート及びその製造方法、並びに、該ポリマーシートを用いた太陽電池セル封止シート及び太陽電池モジュール
【課題】簡便に製造することが可能であり、かつ、充分な水蒸気バリアー性と耐候性を有するポリマーシート、及びその製造方法、並びに、該ポリマーシートを用いた太陽電池セル封止シート及び太陽電池モジュールを提供すること。
【解決手段】本発明のポリマーシートは、一般式(1)で示される繰り返し単位を含むポリマーを含有するポリマー層を支持体上に有し、前記ポリマー層が前記ポリマーの水系分散物を含む塗布液が塗布された後、乾燥されることにより設けられることを特徴とする。
(もっと読む)
導電性ポリマー発泡体、その製造方法、およびその物品
ポリマー発泡複合体を製造する方法が記載される。本方法は、第一の表面および反対側の第二の表面を有する物品を前駆体組成物から形成する工程であって、前駆体組成物が、ポリマー発泡体前駆体組成物、および複数の磁性導電性粒子を含む充填剤組成物を含む、工程と;前駆体組成物中に複数の気泡を形成するために前駆体組成物を発泡させる工程と;発泡させた前駆体組成物に磁場を印加する工程であって、磁場が、磁性導電性粒子を物品の第一の表面と反対側の第二の表面との間に相互に孤立した鎖状に整列させるのに有効な強度で有効な時間印加される、工程と;1立方フィートあたり約1〜約125ポンドの密度および1平方インチあたり60ポンドの圧力で約10−3Ω・cm〜約103Ω・cmの体積抵抗率を有するポリマー発泡複合体を得るために、ポリマー発泡体前駆体組成物を凝固させる工程とを含む。本方法により製造されるポリマー発泡複合体、ならびにそれから形成される物品も記載する。 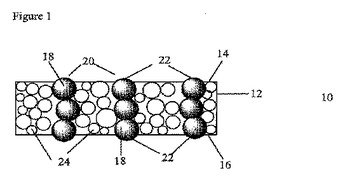 (もっと読む)
(もっと読む)
成形皮膜を生成する方法およびそのための型構成
各皮膜が型(1)の型表面(2)に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9、24、27、34)を製造する方法であって、型自体により提供される第1の型表面を使用することにより、または第1の型表面の一部だけを覆う1つまたは複数の型挿入物を上記型表面上に置くことにより第1の型表面を変え、それにより別の第2の型表面を提供することにより、成形される皮膜の形状に適合する型表面(2)を提供するステップと、提供される型表面(2)により整った形にされるプラスチック配合物を適用するステップと、型表面(2)に適用されるプラスチック配合物を整った形にするステップと、実効型表面(2)から成形皮膜(9)を取り外すステップと、を含む方法。使用される少なくとも1つの型挿入物(7)は可撓性があり、一方では型挿入物(7)は、型挿入物自体の型表面と隣り合う挿入物の側面が、隣接する型表面に角を形成して配置される第1の型表面の壁に対して、具体的にはプラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片で直立する壁に対して接するという点で第1の型表面上に配置される。各皮膜が型の型表面に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9)を成形するための型構成であって、構成は、第1の型表面を有する基礎型、および第1の型表面上に配置され、かつ第1の型表面の一部だけを覆う1つまたは複数の型挿入物を含む型構成。少なくとも1つの型挿入物が可撓性の性質があり、第1の型表面が、隣接する型表面に角を形成して、具体的には型挿入物の第1の型表面から直立して配置される1つまたは複数の壁を持ち、型挿入物が、プラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片でそのような壁に対して型挿入物自体の型表面と隣り合う型挿入物の側面と接する。 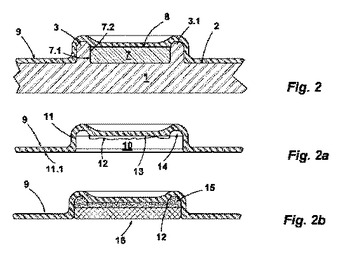 (もっと読む)
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 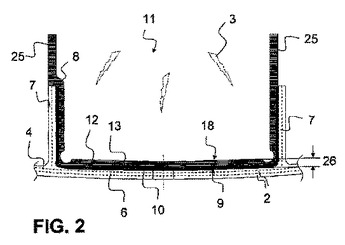 (もっと読む)
(もっと読む)
流延装置、溶液製膜設備及び溶液製膜方法
【課題】流延工程においてエア巻き込みの発生を抑える。
【解決手段】ドラム本体32aの回転により周面32cがX方向へ走行する。流延ダイ30がドープ21を周面32cへ吐出する。ドープ21は、流出口30aから周面32cにかけて流延ビード40を形成した後、周面32cに流延膜33を形成する。剥ぎ取りローラ34は、流延膜33を周面32cより剥ぎ取り、湿潤フィルム47としてテンタに送る。流延膜33が剥ぎ取られた後の周面32cは、スポンジローラ76と当接する。周面32cに生成した液滴はスポンジローラ76に吸収される。乾燥風チャンバ75は、乾燥風を周面32cに当て、周面32cに残留する液滴を気化させつつ、周面32cにおける液滴の生成を抑える。
(もっと読む)
環状シームレス成形体の製造用分割式金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法
【課題】分割された金型部材間において、位置精度確保のために隙間を詰めた嵌め合い勘合を行っても、焼成後において円滑に金型の分解が可能な環状シームレス成形体製造用分割式金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法を提供する。
【解決手段】外周面または内周面に成形体用樹脂溶液を塗布され、焼成されて、環状シームレス成形体を製造するための分割式金型であって、分割部10において一方の金型部材1の凸部2と他方の金型部材3の凹部4とが、それらの間に金型材料とは異なる材料からなる中間部材5を挟み込んだ状態で、嵌め合い勘合により結合していることを特徴とする金型、該金型を備えた環状シームレス成形体の製造装置、および該金型を用いた環状シームレス成形体の製造方法。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
マンドレルの搬送装置
【課題】周辺他物に接することなく確実にフィラメントワインディング装置に対する搬送動作を行うことができるマンドレルの搬送装置を、低コストに提供する。
【解決手段】搬送装置は、所定間隔を置いて設置された一対のコンベアユニット7・8を含む。各コンベアユニット7(8)は、原動機9からの駆動力を受ける原動プーリ16と、原動プーリ16に対応して配置される従動プーリ17と、両プーリ16・17に巻き掛けられる無端ベルト18とを含む。無端ベルト18の外周面に、マンドレルMの軸方向両端のそれぞれに固定された軸状の取付治具4を保持して、マンドレルMを両持ち状に支持するための保持具21が設けられている。保持具21は、無端ベルト18の外周面に等間隔に設置されており、両コンベア7・8の無端ベルト18が同期回転されることで、水平姿勢を維持しながらマンドレルMを搬送できる。
(もっと読む)
成形型、電子写真装置用ブレードの製造方法及び現像剤量規制ブレード
【課題】長期間良好な剥離性と脱型性を示すエラストマー成形体製造用の成形型、ブレード部材の寸法精度と表面性を高精度化可能な電子写真装置用ブレードの製造方法および現像剤量規制ブレードを提供する。
【解決手段】金型本体の内周面に保持層と離型層を備えたエラストマー成形体製造用の成形型において、離型層が、主鎖がポリシラザン系又はポリシロキサン系である付加型2成分液状シリコーンから形成され、液状エラストマー原料の硬化温度で揮発する成分の含有量が0.5質量%以下で、シリカを含有せず、50〜85°の国際ゴム硬度で、平均粒径2〜20μmの固体潤滑剤を含有する。この成形型を用いる電子写真装置用ブレードの製造方法。ブレード部材がこの方法で製造され、現像剤担持体に当接する部分の負荷長さ率(切断レベル50%)が30〜90で十点平均粗さが2〜25μmである現像剤量規制ブレード。
(もっと読む)
意匠シートの製造方法及び意匠シート
【課題】エンボス形状が崩れることを抑制することにより、優れたエンボス形状を有するエンボス内包タイプの意匠シートの製造方法を提供することを目的とする。
【解決手段】凹凸表面を有するエンボスシートに、塗膜表面が前記凹凸表面の複数の凸部の頂を含む仮想平面と略同一面になるように塩化ビニル系樹脂ペーストゾルを塗布する塗布工程と、塗布された前記ペーストゾルを、気相中において加熱することにより、完全ゲル化せず、かつ、少なくとも流動せずにその形状を充分に維持することができる程度にゲル化させる不完全ゲル化工程と、前記ゲル化されたペーストゾルの表面に光透過性塩化ビニル系樹脂シートを積層し、加熱加圧成形することにより、前記光透過性塩化ビニル系樹脂シートを圧着するとともに、前記不完全ゲル化されたペーストゾルを完全ゲル化させる加熱加圧工程と、を備えることを特徴とする意匠シートの製造方法による。
(もっと読む)
耐久性のある表皮層を備えた炭素フォーム成形用具
複合材の成形用具品が、炭素フォームと、一体式の微細粒グラファイト様の表面を形成するように炭素フォームに取付けた封止剤と、表面板材の表皮層とを含む。表面板材は、溶射付着した金属の被覆層、更に好適には、熱又はプラズマ溶射付着した金属で、最適には、プラズマ溶射したインバー金属である。表面板材は、場合により、フラッシュ被覆材を含んでも良い。表面板材は、代わりに、プラスチック材、樹脂材及び炭素−炭素複合材を含む。 (もっと読む)
シリコーンゲルシートの製造方法
【課題】表面だけではなく製品全体の機械的強度を高めると共に、ゲル特有の弾性力を保持し、打抜きや裁断加工を行うことにより得られる製品の断面からシリコーンゲルのはみ出しのない薄肉のシリコーンゲルシートを簡易な方法で安価に製造できる製造方法を提供する。
【解決手段】オルガノポリシロキサンを主成分とする付加反応硬化タイプのシリコーンゲル材料と、オルガノポリシロキサンを主成分とする付加反応硬化タイプのシリコーンゴム材料とを配合して配合原料とし、コーティング装置により配合原料をシート状の基材上に塗布し、JIS K2207に規定される針入度が20〜200であるシリコーンゲルシートを形成する。
(もっと読む)
加飾成形用シート、加飾成形用シートの製造方法、樹脂成形品
【課題】 3次元加工の成形品の表面となるように配置させて成形する加飾成形を行う加飾成形用シートにおいて、シート材の連続成形性と、3次元加工の成形品の表面性とを両立させることのできるものを提供する。
【解決手段】 本発明の加飾成形用シート1は、多孔質層10と表皮層11を有している。多孔質層10は、剥離基材上にポリウレタン材料を塗工して湿式凝固法によって連続的に多孔質状に形成したものである。また、表皮層11は多孔質層10に積層されるものである。
そして、加飾成形用シート1を用いて、真空成形などによって成形品5を成形するものであり、成形品5の表面に加飾成形用シート1が配置される。
(もっと読む)
セルロースエステル微細多孔質膜の製造方法および製造装置
【課題】省スペースで製造することが可能であり、面状欠点の少ない核酸の分離精製に適した孔径に製造することができる微細多孔質膜の製造方法及び装置を提供する。
【解決手段】水平方向に走行する帯状基材1に、水と水よりも低沸点な溶剤とアセチルセルロースとを少なくとも含有する製膜原液を流延して前記帯状基材1上に流延膜を形成する流延工程と、該流延膜を乾燥する乾燥工程と、を有するセルロースエステル微細多孔質膜の製造方法において、前記乾燥工程のうち、前記帯状基材1に流延膜を形成した直後から15分以内の初期乾燥においては、前記流延膜を無風状態で20〜40℃の雰囲気温度で乾燥する無風乾燥工程を行うことを特徴とするセルロースエステル微細多孔質膜の製造方法である。
(もっと読む)
プラスチックフィルム製造用支持体フィルム
【課題】 高品質なフィルムを生産性良く効率的に製造することができる製造工程用支持体フィルムを提供する。
【解決手段】 プラスチックフィルムを成形する工程において支持体として用いられる、密度1.405〜1.420g/cm3の積層構造のポリエステルフィルムであって、一方の最表層の表面のRaが5.0〜10nmの範囲であり、当該最表層の融点Tm(A)と当該層と隣接する層の融点Tm(B)との差(Tm(A)−Tm(B))が5〜10℃であることを特徴とする支持体用ポリエステルフィルム。
(もっと読む)
セルロースエステル微細多孔質膜の製造方法および製造装置
【課題】省スペースで製造することが可能であり、核酸の分離精製に適した孔径に製造することができる微細多孔質膜の製造方法及び装置を提供する。
【解決手段】水平方向に走行する帯状基材1に、水と水よりも低沸点な溶剤とアセチルセルロースとを少なくとも含有する製膜原液を流延して前記帯状基材上に流延膜を形成する流延工程と、該流延膜を乾燥する乾燥工程と、を有するセルロースエステル微細多孔質膜の製造方法において、前記乾燥工程のうち、前記帯状基材1上に流延膜を形成した直後から40秒においては、前記流延膜の温度をゲル化温度を超えて発泡温度未満に保温することにより、形成された流延膜から前記溶剤が蒸発する速度により該流延膜に形成される孔径を決定するための孔径決定工程を行うことを特徴とするセルロースエステル微細多孔質膜の製造方法である。
(もっと読む)
セルロースエステル微細多孔質膜の製造方法および製造装置
【課題】省スペースで製造することが可能であり、面状欠点の少ない核酸の分離精製に適した孔径に製造することができる微細多孔質膜の製造方法及び装置を提供する。
【解決手段】水平方向に走行する帯状基材1に、水と水よりも低沸点な溶剤とアセチルセルロースとを少なくとも含有する製膜原液を流延して前記帯状基材上に流延膜を形成する流延工程と、該流延膜を乾燥する乾燥工程と、を有するセルロースエステル微細多孔質の製造方法において、前記帯状基材1には、流延面の反対面に帯電防止層が付与されていることを特徴とするセルロースエステル微細多孔質膜の製造方法である。
(もっと読む)
21 - 40 / 95
[ Back to top ]