
Fターム[4F205GN01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 回転(←回転速度、時間) (197)
Fターム[4F205GN01]の下位に属するFターム
多段階回転 (3)
駆動・伝達方法、装置 (3)
Fターム[4F205GN01]に分類される特許
41 - 60 / 191
パウダースラッシュ成形体の製造方法
【課題】成形時の熱溶融性に優れ、成形体の外観不良(白ボケ)の発生を抑えたパウダースラッシュ成形体の製造方法の提供。
【解決手段】平均粒子径が10〜300μmであるアクリル系重合体粉体を240℃未満の温度でパウダースラッシュ成形することを特徴とするパウダースラッシュ成形体の製造方法により達成できる。特にアクリル系重合体粉体が、酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、反応性官能基(C)を有するアクリル系重合体(B)とからなることが好ましい。
(もっと読む)
クロロプレン重合体フィルムの製造方法
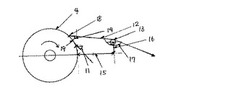
【課題】フリーズドラムからクロロプレン重合体フィルムを取り出す製造方法を提供する。
【解決手段】クロロプレンモノマーを乳化重合して得られるクロロプレンラテックスを用い、中和、凍結凝固、水洗および乾燥する工程を経てクロロプレン重合体フィルムを製造する方法において、フリーズドラム4上で凍結凝固したフィルム12を、該ドラムの中心線からの垂直距離で該ドラムの直径の0.06〜0.40倍の上部の位置に、該ドラムの表面からの水平距離で該ドラムの直径の0.30〜0.80倍の位置に設置した取り出し角度調整バーを介して取り出す。また表面にNi金属とCr金属の合金によるめっきを施した該ドラム上で凍結凝固を行い、凍結凝固された該ドラム表面の付着物を掻き取るドクターナイフ11とクロロプレン重合体フィルムの該ドラムからの取り出し位置との距離を該ドラムの直径の0.10倍以上にしてクロロプレン重合体フィルムを取り出す。
(もっと読む)
無端ベルト製造装置

【課題】厚さが一定な無端ベルトを製造できる装置を提供する。
【解決手段】無端ベルト製造装置1は、円筒形の円筒型2と、円筒形2の外周に一定の隙間を空けて配置される環状のブレード25と、円筒型2およびブレード25を一体に回転させる回転駆動手段6と、ブレード25に液状のベルト材料を供給する給液手段32と、ブレード25を円筒型2に沿って移動させる直線駆動手段27とを有する。
(もっと読む)
マイクロペレット及び中空成形体
【課題】多層構造を持つ成形体を回転成形により製造する場合であっても、気泡が生じにくく平滑性に優れ、高い接着強度を持った成形体を得ることができる成形用原料を提供する。
【解決手段】本発明は、溶融加工可能なフルオロポリマーのマイクロペレットであり、上記マイクロペレットの少なくとも80%以上が200〜800μmの大きさを有し、上記フルオロポリマーは、主鎖炭素数106個あたり80〜500個の接着性官能基を有することを特徴とするマイクロペレットである。
(もっと読む)
パウダースラッシュ成形装置用金型構造
【課題】主に、断熱部を容易に設置することができるようにすると共に、樹脂粉体による金型の汚れを防止し得るようにする。
【解決手段】加熱した金型24に、樹脂粉体22を収容可能な粉体容器23を取り付けて回転させることにより、金型24の内面に、樹脂粉体22を溶融、付着させて、樹脂成形品25を成形可能なパウダースラッシュ成形装置21に用いられる上記金型24であって、金型24が、その内面に、樹脂粉体22を付着可能な粉体付着部31と、樹脂粉体22が付着されない粉体非付着部32と有するパウダースラッシュ成形装置用金型構造に対し、粉体付着部31と、粉体非付着部32との境界部分41に、断熱部42を設け、断熱部42が、境界部分41に沿って延びる凹溝形状部分43と、凹溝形状部分43に対して嵌着可能な索状の断熱部材44とを有するようにしている。
(もっと読む)
高分子量ポリアミドから形成された回転成形物品
本発明は、高分子量ポリアミドから形成された少なくとも1層を有する、回転成形プロセスによって成形された物品に関する。その高分子量ポリアミドは、20,000〜35,000の範囲の分子量を有し、さらに1.05〜1.60dL/gのインヘレント粘度を有するものである。高分子量ポリアミドの層を有する回転成形物品は、より低い分子量のポリアミドから成形された物品に比較して、より良好な低温耐衝撃性能を有している。 (もっと読む)
遠心成型用金型および遠心成型装置
【課題】本発明の目的は、金型本体の保護層の保護が可能な遠心成型装置を提供することにある。
【解決手段】遠心成型装置10は、樹脂を成型するための遠心成型用金型12、その遠心成型用金型12を回転させるローラ14とを備える。遠心成型用金型12は、円筒状の胴部16に外径の大きな凸条部18を設けたものである。ローラ14は凸条部18に接し、胴部16のメッキ層(保護層)20には接しない。ローラ14は凸条部18にのみ接しており、回転するときに、胴部16のメッキ層20が摩耗されることはない。胴部16のメッキ層20は摩耗されず、正確な温度測定をおこなえる。
(もっと読む)
回転成形体用ポリオレフィン組成物
【課題】回転成形体が長時間、高温下で曝露され生じる回転成形体の黄変が抑制された回転成形体用ポリオレフィン組成物及び回転成形時の黄変防止方法の提供。
【解決手段】ポリオレフィンと、特定の環状構造(ジベンゾ〔d,f〕〔1,3,2〕ジオキサホスフェピン構造)を有する亜リン酸エステル類とを含有する回転成形体用ポリオレフィン組成物を回転成形用樹脂組成物として使用するか又は、前記の特定環状亜リン酸エステルを添加する工程を有する回転成形方法により回転成形体の黄変防止を防止できる。
(もっと読む)
電子写真用クリーニングブレード用のポリウレタン製弾性ゴム部材及びクリーニングブレード
【課題】トナーのすり抜けを防止することができるクリーニングブレードを提供する。
【解決手段】エッジ層とバックアップ層からなる電子写真用クリーニングブレード用のポリウレタン製弾性ゴム部材であって、エッジ層ポリウレタンのイソシアネート成分として、1,5−ナフタレンジイソシアネート(NDI)を使用した硬度が80°(JIS−A)以上のポリウレタンであり、バックアップ層は、NDI系以外イソシアネート成分を用い硬度が80°未満のポリウレタンである電子写真用クリーニングブレード用のポリウレタン製弾性ゴム部材。
(もっと読む)
粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体及び積層体
【課題】発泡ウレタン樹脂成形体に対する優れた接着性及び高い脱型性を有する塩化ビニル系樹脂成形体を与える粉体成形用塩化ビニル系樹脂組成物を提供する。
【解決手段】粉体成形用塩化ビニル系樹脂組成物が、(A)塩化ビニル系樹脂100質量部、(B)グリセリン0.3〜5質量部、(C)可塑剤、並びに(D)水酸基を有する飽和脂肪酸及び/又は金属石鹸を含有する。
(もっと読む)
スピゴット型を有するパイプ部品を回転成形するための方法およびモールドアセンブリ、ならびにそれらによって得たパイプ部品
本発明は、パイプ部品(1)を回転成形するための方法およびモールドアセンブリに関し、そのパイプ部品(1)は、本体(2)と、スピゴット型(3)とを備え、そのスピゴット型(3)は、使用の際に、外側部品と嵌合する外面形状(6)を有する少なくとも1つの専用部分を有する。少なくとも冷却の間、支持構造(8)がパイプ部品(1)に設けられ、そのパイプ部品(1)の少なくとも冷却の間、専用部分(5)の外面形状(6)がモールド(22)の内面形状と一致するように、前記専用部分(5)を前記モールド(22)と接触させるのを維持する。支持構造は、成形の間、パイプ部品の一部となり得る。 (もっと読む)
条導体を備えたプラスチック表皮材
導電性材料とプラスチック表皮材のプラスチック材料の混合物からなる領域がプラスチック表皮材内に配置されている、コーティングされた物品の表面被覆材としての単層または多層のプラスチック表皮材。
 (もっと読む)
(もっと読む)
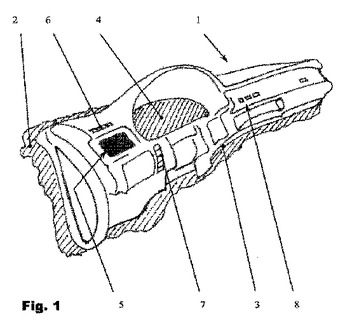
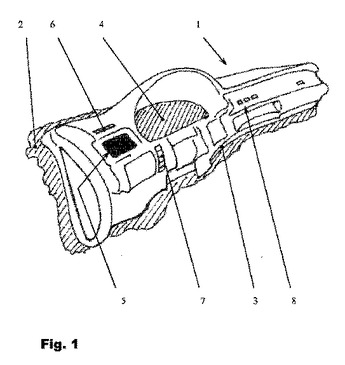
電界発光素子を備えたプラスチック表皮材
埋め込まれた面状の電界発光素子を有し、この電界発光素子5、6、7、8の外側の機能層または支持体層が、成形表皮材の粉末状プラスチック材料とほぼ同じプラスチック材料から製造され、まだ完全に硬化および冷却されていない成形表皮材に取付けられる、オフツールの成形表皮材1を製造するための方法。
 (もっと読む)
(もっと読む)
エラストマー成形品の製造方法及び電子写真用ブレード
【課題】離型層を有する成形型内でのエラストマー成形品の製造方法において、容易に離型層を形成できて寸法精度が向上した、かつ離型層材料の使用量を減らして、必要に応じて成形品表面に必要な表面粗さを付与できる手法を提供する。
【解決手段】JIS K6300に基づく100℃におけるtc(10)が0.1分以上15分以下であり、かつ、23℃における粘度が0.5Pa・s以上、50Pa・s以下である液状ポリシロキサンを硬化して離型層を形成した成形型を用いる。離型層表面に液状ポリシロキサンが固化する過程において、必要に応じて1乃至30μmの微粒子を付与して粗さ形成することができる。
(もっと読む)
スラッシュ成形可能なオレフィン組成物
スラッシュ成形可能な組成物は低密度ポリエチレン樹脂と、プロピレン−エチレン共重合体と、オレフィンブロック共重合体と、熱可塑性オレフィンとシリコン油との化合物と、選択的に顔料とを含む。スラッシュ成形可能な組成物からインストルメントパネルの皮革部を形成する方法が提供される。 (もっと読む)
シームレスイミドベルトの検査方法及びシームレスイミドベルトの製造方法
【課題】複写機、レーザービームプリンタ、ファクシミリなどの電子写真画像形成装置において、感光体ベルト、中間転写ベルト、転写搬送ベルトとして好適に使用でき、ロール跡(巻き癖)が付きにくいか否か、更には画像形成性に優れたシームレスイミドベルトであるか否かを判定するシームレスイミドベルトの検査方法を提供し、更には、前記検査方法を含み、長時間、画像形成装置のロールにベルトを装着し放置した後であっても、ベルトにロール跡の付き難いシームレスイミドベルトの製造方法を提供する。
【解決手段】シームレスイミドベルトの検査方法であって、前記ベルトを少なくとも2本のロールに装着し、前記ロール間に張力を付加して、前記ベルトにロール跡を付け、前記ロール跡を付けたベルト表面状態を測定・定量化することを特徴とするシームレスイミドベルトの検査方法。
(もっと読む)
回転成形体およびその成形方法
【課題】気泡の発生しないポリカーボネート樹脂製回転成形体を提供する。
【解決手段】ポリカーボネート樹脂粉粒体を回転成形してなる回転成形体であって、該ポリカーボネート樹脂粉粒体は、Tyler篩による標準篩法で得られた60メッシュより大きい粒子の割合が20〜100重量%であり、且つ60メッシュより大きい粒子の長径が、長径と直行する粒子の幅である短径の1.0〜2.5倍であることを特徴とする回転成形体。
(もっと読む)
ガイドローラ、溶液製膜方法及び溶液製膜設備
【課題】搬送方向の伸びを抑制し、異方性の少ないポリマーフィルムを迅速に製造する。
【解決手段】ポリマーと溶媒とが含まれるドープを流延ダイから、走行する支持体の表面に流延して流延膜を形成する。その後に、支持体の表面から剥ぎ取りローラにより流延膜を剥ぎ取り、剥ぎ取った後の流延膜を、ゲル状の帯状の湿潤フィルム31として複数のガイドローラ36で搬送してテンターに案内する。ガイドローラ36は、いわゆるコンケーブローラであり、湿潤フィルム31の耳部62に接触する周面には、波状部64が形成されている。波状部64は、断面半円形状の谷部及び山部を方向Xに交互に並べた形態になっている。
(もっと読む)
シームレスベルト及びその製造方法
【課題】製造時のみならず、長期間の使用にわたり、反りの少ない状態を維持できるシームレスベルト及びその製造方法を提供すること。
【解決手段】本発明のシームレスベルトの製造方法は、イミド化触媒として2−メチルイミダゾールを含有するポリアミド酸溶液を、円筒状金型の内周面又は外周面に展開し、該展開層を加熱乾燥して、ポリイミド樹脂層を製膜する工程を含むことを特徴とする。2−メチルイミダゾールをイミド化触媒としてポリアミド酸溶液に含有させることで、長期間にわたり反りの少ないシームレスベルトを得ることができる。
(もっと読む)
塗布装置および環状シームレス成形体の製造方法
【課題】生産性・塗布効率に十分に優れた塗布装置を提供すること。
【解決手段】軸方向Dを回転軸として回転しながら表面に樹脂溶液が塗布される金型1;および該金型の塗布面に対してその軸方向にわたって略一定の距離を離間させて配設され、金型塗布面との間隙に供給された樹脂溶液を金型塗布面に供給・塗布する平面状弾性ブレード2を有する塗布装置であって、ブレードと金型塗布面との間隙に樹脂溶液3が供給されたとき、該ブレードは、金型塗布面に対向するブレード先端部11における樹脂溶液供給部分と金型塗布面との距離が、該ブレードの金型軸方向の両端部における金型塗布面との距離より狭くなる撓み形状を有するように変形する塗布装置10。
(もっと読む)
41 - 60 / 191
[ Back to top ]