
Fターム[4F205GN01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 回転(←回転速度、時間) (197)
Fターム[4F205GN01]の下位に属するFターム
多段階回転 (3)
駆動・伝達方法、装置 (3)
Fターム[4F205GN01]に分類される特許
81 - 100 / 191
半導電性ポリイミドベルト及びその製造方法
【課題】積層構造によらず、高弾性率で外面の摩擦係数を下げ、内面の摩擦係数が外面の摩擦係数より高い半導電性ポリイミドベルトを提供する。
【解決手段】シリコン含有繰り返し単位のモル含有率が0.1/100〜15/100であるシリコン変性ポリイミドを含む半導電性ポリイミドベルトであって、前記ベルトの引張弾性率が2000MPa以上、ベルト外面の摩擦係数が0.4未満であり、ベルト内面と外面の摩擦係数の比(内面/外面比)が、1.1以上である半導電性ポリイミドベルト。
(もっと読む)
ポリイミド膜及びポリイミド無端ベルト、それらの製造装置及び製造方法、並びに、画像形成装置
【課題】塗布前における塗工液のゲル化を抑制することにより工程信頼性を向上した、表面欠陥を低減しつつ耐久性を備えるポリイミド膜及びポリイミド無端ベルトの製造装置及び製造方法を提供すること。また、耐久性を備えたポリイミド膜及びポリイミド無端ベルト、並びにこれらを用いた画像形成装置を提供すること。
【解決手段】ポリアミック酸構造を含むポリマーを含有する塗工液Aを準備する工程と、アミン触媒を含有する塗工液Bを準備する工程と、前記塗工液Aを被塗布物に対し吐出する塗工液A吐出工程と、前記塗工液Bを前記被塗布物に対し吐出する塗工液B吐出工程と、前記被塗布物に吐出された前記塗工液A及び前記塗工液Bを加熱する加熱工程と、を有することを特徴とする、ポリイミド膜の製造方法である。
(もっと読む)
半導電性シームレスベルトの製造方法
【課題】本発明の目的は、左右の周長差の小さい半導電性シームレスベルトを短時間で安価に製造できる製造方法を提供することにある。
【解決手段】シームレスベルトの原料である樹脂溶液を、金型の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、金型の長さと金型直径の比(金型長さ/金型直径)が3以上であり、初期乾燥工程の際に、金型内表面に風速2m/秒以上の送風を行なうことを特徴とする。
(もっと読む)
パウダースラッシュ成形機
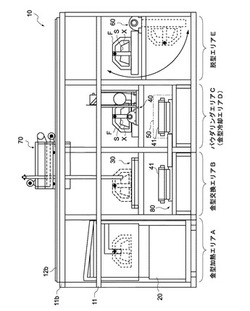
【課題】小型化され省スペース化に対応することができるパウダースラッシュ成形機を提供する。
【解決手段】金型を加熱するための金型加熱エリアと、加熱した金型の成形面に樹脂パウダーを溶着させて樹脂成形品を成形するためのパウダリングエリアと、樹脂パウダーが溶着した金型を冷却するための金型冷却エリアと、樹脂成形品を金型から脱離するための脱型エリアと、が配置されるとともに、それぞれのエリア間を金型を移動させるための金型搬送装置を備え、複数の金型を用いて樹脂成形品の製造を連続的に実施するためのパウダースラッシュ成形機であって、パウダリングエリア及び金型冷却エリアを同一エリアに配置するとともに、パウダリングに用いられるパウダーボックスと、金型の冷却に用いられる冷却装置と、を同一エリアに相互に出し入れ可能にしたことを特徴とする。
(もっと読む)
複合ベルトの製造方法

【課題】膜厚が均一であり、長尺物でも形成でき、原料ロスが少なくて済み、常に新しい原料を使用するので、異物や泡を含むことが防止できる複合ベルトの製造方法を提供する。
【解決手段】管状基材層(34)の外側表面に弾性体層を成形する方法であって、前記管状基材(34)の外径と所定の間隙を有し、前記管状基材(34)の外表面に対して外側から弾性体前駆体溶液(35c)を吐出する吐出スリットリング(25)を有する吐出成型機(40)により、前記管状基材層(34)および前記吐出スリットリング(25)から選ばれる少なくとも一方を移動させながら、前記弾性体前駆体溶液(35c)を前記吐出スリットリング(25)から前記管状基材層(34)の外表面に対して吐出し、所定の膜厚にキャスト成形する。
(もっと読む)
エラストマー成形体の製造方法及び電子写真装置用ブレード部材
【課題】エラストマー原料を投入し硬化後、薄膜状の成形体であっても、ちぎれなどを生じさせず、成形型から容易に、剥離、脱型することができるエラストマー成形体の製造方法や、これを用いた電子写真装置用ブレード部材を提供する。
【解決手段】複数の面を有する成形型に、エラストマー原料を供給して成形体を製造するエラストマー成形体の製造形方法において、複数の各面に異なる離型処理を施した成形型を用いる。成形型が遠心成形型であって、円筒内周面と、該円筒内周面の端部に設けられる底面若しくは縁周面を有することが好ましい。
(もっと読む)
ブレード部材製造装置、回転成形体、および電子写真装置用ブレード
【課題】硬化時間が短い処方を成型する高サイクル成型に対しても、硬度や引張り強度、厚みのバラツキ無く、安定したブレード部材を成型できるブレード部材製造装置、回転成形体、および電子写真装置用ブレードを提供する。
【解決手段】本発明のブレード部材製造装置は、遠心成型金型20の一端側を加熱する固定ヒータ23を有する。固定ヒータ23で遠心成型金型20の一端側を加熱することにより、遠心成型金型20内の、一端側の雰囲気温度と他端側の雰囲気温度とが同等の温度となるようにする。
(もっと読む)
半導電性ポリイミド樹脂ベルト及びその製造方法
【課題】本発明は、カーボンブラック単体の配合であっても、成形加工の条件に影響をされず、半導電領域の表面抵抗率(1×108〜1×1014Ω/□)を安定して保持できる半導電性ベルトを提供する。
【解決手段】非結晶性ポリイミド樹脂70〜80重量%及びカーボンブラック30〜20重量%を含み、表面抵抗率が1×108〜1×1014Ω/□である半導電性ベルトであって、該非結晶性ポリイミド樹脂が、非対称性のビフェニルテトラカルボン酸成分を50モル%超えて含有するビフェニルテトラカルボン酸成分と芳香族ジアミンとの略等モル量をイミド化した重合体である半導電性ベルトに関する。
(もっと読む)
複数種のプラスチックから成形表皮材を製造するための方法および装置
本発明は、複数種のプラスチックを互いに連続的に溶融させることによって形成されたプラスチック成形表皮材を製造するための方法および装置に関する。ここで、第1のプラスチック粉末の溶融中、成形型の表面が部分的にカバーまたはマスクで覆われ、第1のプラスチック粉末は、粉体塗装法により成形型に塗布されており、その後、成形型の表面からカバーまたはマスクを取り外し、第2のプラスチック粉末を回転焼結によって成形型の金型面、および第1のプラスチック粉末に塗布する。 (もっと読む)
半導電性ポリイミド樹脂ベルト及びその製造方法
【課題】本発明は、転写電圧による抵抗変化を防止し、長期間安定して高品質の転写画像を得ることができる等の優れた電気的特性とともに、ベルトの幅方向にかかる荷重によるクラックや割れが発生しにくく、耐久性に優れ、長期間走行させても安定した使用が可能である等の優れた物理的特性を兼ね備えた半導電性ベルトを提供する。
【解決手段】ポリイミド樹脂70〜80重量%及びオイルファーネス法で製造された揮発分が2〜6%のカーボンブラック30〜20重量%を含み、表面抵抗率が1×108〜1×1014Ω/□である半導電性ベルトであって、該ポリイミド樹脂が、非対称性のビフェニルテトラカルボン酸成分15〜50モル%及び対称性の3,3’,4,4’−ビフェニルテトラカルボン酸成分85〜50モル%からなるビフェニルテトラカルボン酸成分と、芳香族ジアミンとの略等モル量をイミド化した共重合体である半導電性ベルトに関する。
(もっと読む)
無端ベルト製造方法、この方法によって製造された無端ベルト、この無端ベルトを使用した画像形成装置及び無端ベルトの製造装置
【課題】簡単な構造の塗布装置で、均一な膜厚の無端ベルトを容易かつ確実に製造することのできる無端ベルトの製造方法、この方法によって製造された無端ベルト、この無端ベルトを使用した画像形成装置及び無端ベルトの製造装置を提供する。
【解決手段】高粘度の第1塗布液層51は、所定の厚みで適切に形成されると共に、高粘度塗布液層の欠点である第1塗布液層51の上面51aのスパイラル状の痕跡5aが、この第1塗布液層51上面51aを被覆する低粘度の塗布液層である第2塗布液層52で被覆されて平坦な表面5bを有する塗布液層5が形成される。
(もっと読む)
遠心成形用金型及び無端成形体の製造方法
【課題】無端成形基体を所望のように離型することのできる遠心成形用金型、及び、無端成形体を高い生産性で製造することのできる無端成形体の製造方法を提供すること。
【解決手段】少なくとも一端が開口した開口端部23と内周面に成形材料を展開する内周面成形領域22とを有する中空金型本体20、及び、開口端部23に着脱可能に装着される、内周面成形領域22と面一となる成形領域延長部41を有する成形領域延長部材30を備えた遠心成形用金型10、並びに、遠心成形用金型10における中空金型本体20の内周面成形領域22と成形領域延長部材30の成形領域延長部41とで形成される成形領域15に無端成形基体を遠心成形する成形工程と、成形領域延長部材30を中空金型本体20から取り外し、内周面成形領域22から突出する無端成形基体突出端部を把持して無端成形基体を中空金型本体20から離型する離型工程とを有する無端成形体の製造方法。
(もっと読む)
発光製品及びその製造方法
【課題】本発明は、遠心成形法により成形される発光性製品のカール現象を抑えるとともに、蓄光性能を向上させる白色層を発光性製品に設けることを目的とする。
【解決手段】第1の熱硬化樹脂に顔料を混合した第1の混合物を加熱しながら遠心成形することにより形成された隠蔽層と、前記隠蔽層上に、第2の熱硬化性樹脂に前記第2の熱硬化性樹脂よりも比重の大きい蓄光顔料を混合させた第2の混合物を注入し、加熱しながら遠心成形することにより得られる蓄光層と透明層とを有し、前記蓄光層が製品厚みの略中心に位置することを特徴とする。
(もっと読む)
ブレード部材及びその製造方法
【課題】肉厚の薄い表層を備え、低コストで容易に成形できる高耐久性のブレード部材及びその製造方法を提供する。
【解決手段】ゴム基材を架橋させたゴム部材からなるブレード本体と、このブレード本体の厚さ方向の一方面側に設けられた樹脂層とからなり、前記ブレード本体と前記樹脂層とが遠心成形により一体的に成形されたものであり、前記樹脂層が前記ゴム基材とは異なる真密度を有し且つ融点が前記遠心成形の成形温度以下である樹脂からなる。
(もっと読む)
回転成形用エチレン系重合体パウダーおよび回転成形容器
【課題】熱安定性、成形加工性に優れる回転成形用エチレン共重合体パウダーを提供する。
【解決手段】下記(A)〜(F)を満足するエチレン系重合体よりなり、平均粒径が50〜800μmであるエチレン系重合体パウダーを用いる。(A)密度(d)が925〜960kg/m3、(B)MFRが1〜30g/10分、(C)末端ビニル数が1,000C当たり0.2個以下、(D)160℃で測定した溶融張力(MS160)とMFRの関係が、MS160>90−130×log(MFR)、(E)190℃で測定した溶融張力(MS190)とMS160の関係が、MS160/MS190<1.8、(F)流動の活性化エネルギー(Ea)と密度の関係が127−0.107d<Ea<88−0.060d
(もっと読む)
無端ベルトの製造方法
【課題】樹脂皮膜を形成する際の加熱反応時における膨れの発生を防止し、樹脂皮膜を円筒状芯体から容易に抜き取ることができる無端ベルトの製造方法を提供する。
【解決手段】円筒状芯体をその中心軸を中心に回転させ、該回転している円筒状芯体上に、皮膜形成樹脂溶液を流下し、ブレードにより平滑化して塗膜を形成し、該塗膜を加熱して樹脂皮膜を形成した後、該樹脂皮膜を円筒状芯体から抜き取る無端ベルトの製造方法であって、予め、前記円筒状芯体の前記樹脂皮膜が形成される予定領域の円筒状芯体の軸方向両端部近傍に、前記皮膜形成樹脂溶液の溶剤に対して溶解性がある耐熱樹脂を主成分とする第一帯状フィルムを巻きつけ、更に該巻きつけられている第一帯状フィルム上に、前記皮膜形成樹脂溶液の溶剤に溶解しない耐熱樹脂を主成分とする第二帯状フィルムを巻きつけることを特徴とする無端ベルトの製造方法。
(もっと読む)
表皮の成形方法及びパウダースラッシュ成形装置
【課題】比較的小さいピンホールを有する表皮を成形する。
【解決手段】パウダースラッシュ成形装置1は、樹脂粉末11が装填されたパウダーボックス10と、予熱された成形型20と、パウダーボックス10に電荷を帯電させる電圧発生装置5と、成形型20を接地する接地装置6とを有している。パウダーボックス10内の樹脂粉末11に負の電荷を帯電させ、成形型20を接地した状態で、パウダーボックス10と成形型20とが組み立てられた組立体を回転させる。すると、主に粒径の小さい樹脂粉末11が成形型20上に付着して溶融する。
(もっと読む)
着色した回転成形物品。
【課題】着色した回転成形物品。
【解決手段】ビステトラヒドロインデニル成分をベースにした触媒系を用いて製造したエチレンのコポリマーと顔料とをドライブレンドしたものに、任意成分としてポリエーテル-ブロックコポリアミドを進化したものを用いて回転成形する。
(もっと読む)
プラスチゾル部品へのインモールド証印印刷
この発明は、中空状に成形されるプラスチゾル部品の壁の中へ高解像度の証印を精確に配置する方法である。本発明は、キャリアシート上にプラスチゾルのベース層を成型することによりプラスチゾルの画像トランスファーを用意し、画像トランスファーを形成するため、プラスチゾルのベース層上に着色したプラスチゾルで証印を印刷し、さらにその上からプラスチゾルの本体層で印刷する。各プラスチゾルの層が堆積された後その層は次の層の堆積前に硬化され、その後、そのトランスファーは最後の本体層を硬化するため加熱される。このトランスファーは、高い溶剤含有量の接着剤を金型内周面に塗布し、前記プラスチゾルのトランスファーをキャリアシートから剥がし、それを接着剤の塗布された金型面に向けて貼付け、さらに、そのトランスファーを、接着剤の塗布された金型表面に向けて押圧し、その貼付けられたトランスファーを短時間で乾燥させ、その後別のやり方で従来のロト成形方法またはスラッシュ成形方法を続けることによって、成形品の壁の中へ永続的に融化させた証印を有する中空形状の成形部品が得られる。 (もっと読む)
回転成形法による中空成形体の製造方法
【課題】耐薬品性等に優れ、かつ漏れ等が生じにくい緻密性の高い仕切板が設けられた中空成形体を回転成形法で製造する。
【解決手段】内部空間A1,A2,A3を仕切る仕切板3,4が設けられた中空成形体1を回転成形法により製造する方法であって、少なくとも表面全体に樹脂層3b,4bが設けられた仕切部材3,4を金型内に設置してその位置を固定した後、該金型を加熱して金型内に投入した粉末状の熱可塑性樹脂を加熱溶融させるとともに金型を回転させて、金型の内壁面に溶融した樹脂を付着させ、中空成形体の壁部2を形成するとともに、仕切部材表面の樹脂層と溶融した樹脂とを一体化させ、仕切部材からなる仕切板3,4と中空成形体の壁部2とを一体的に形成して内部に仕切板3,4が設けられた中空成形体1を成形することを特徴としている。
(もっと読む)
81 - 100 / 191
[ Back to top ]