
Fターム[4F205HA44]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリフォームからの成形 (125)
Fターム[4F205HA44]に分類される特許
81 - 100 / 125
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
3次元繊維強化樹脂複合材

【課題】生産性を損なうことなく、繊維強化樹脂複合材に導電性を付与する。
【解決手段】3次元繊維強化樹脂複合材(12等)は、面内方向糸が形成する布地に縫い糸4が耳糸5に係止されつつ縫い込まれて構成された強化繊維織物に樹脂が含浸硬化してなる。面内方向糸がガラス繊維又は炭素繊維から構成されるのに対し、耳糸が銅、アルミニウム、ニッケル、鉄、チタン等の金属材料から構成されている。面内方向糸が炭素繊維の場合、耳糸をニッケルとすることにより電触を防止する。この複合材を、電磁シールド材として利用する。耐雷材料、静電防止材料、ヒータ材料、衝撃損傷検出センサーとして利用するために、耳糸同士を短絡する接続導電線7や外部接続用の電極端子8、9を適宜設ける。
(もっと読む)
複合材成形体及びその製造方法
【課題】樹脂をマトリックスとした複合材部品において、ボルト締結で他の部品と接合した際に、軸力の低下を抑制することができるとともに生産性良く製造することができる複合材成形体を提供する。
【解決手段】複合材成形体11は、強化繊維12及びマトリックス樹脂からなり、一部に孔13が形成されている。孔13の周囲部分11aは、繊維体積率Vfが他の部分11bより高く形成されている。孔13の周囲部分11aは、単位体積当たりの樹脂量が減少して繊維体積率Vfが他の部分11bより高く形成されている。複合材成形体11の孔13が形成されている部分は、片面が凹部14となっている。
(もっと読む)
繊維強化複合材
【課題】低コストで製造することのできる繊維強化複合材を提供する。
【解決手段】連続繊維が一方向に配列されて形成されたx糸層4とy糸層5は、交互に複数層積層されて2軸配向の積層繊維群6を形成している。繊維構造体1は、厚さ方向糸7と抜け止め糸8によって結合された積層繊維群6の連続繊維が切断されていない非切断領域2と、連続繊維が切断されている切断領域3とを備えている。切断領域3は製品形状に成形する際に変形が必要な部分に設けられている。また、繊維構造体1の両端部は非切断領域2となっている。切断領域3は、前記各糸の一部が切断されている為、拘束力が弱く変形しやすい。従って、連続繊維の三次元繊維構造体を強化材としても成形の際の変形が容易である。
(もっと読む)
繊維強化プラスチックの製造方法および繊維強化プラスチック並びにプリフォーム
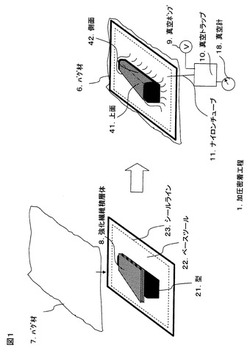
【課題】レジントランスファー成形用のドライな強化繊維基材の積層体を賦形して得られたプリフォームを脱型および搬送することなく成形することにより、高品質で低コスト化を可能とする繊維強化プラスチックの製造方法およびプリフォーム並びに繊維強化プラスチックの提供。
【解決手段】強化繊維基材の積層体とマトリックス樹脂の注入のための成形用副資材とをベース板上に凸形状部を有する賦形型の上に配置し、さらに該積層体および成形用副資材をラバーシートで覆い、該ラバーシートと賦形型との間の空間を密閉した後、該空間を真空吸引することにより、強化繊維基材積層体を賦形型のベース板と凸形状部の境界部分に達しないように賦形型に密着させて賦形し、賦形工程終了後、引き続きラバーシート内を真空吸引した状態において、マトリックス樹脂を密閉空間内に注入して強化繊維基材の積層体に含浸させることを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
プリフォーム基材及びプリフォームの製造方法
【課題】繊維強化プラスチック(FRP)成形品の機械特性を低下させず、形状安定性に優れた、プリフォーム基材又はプリフォームを提供すること。
【解決手段】サイズ剤で収束された炭素繊維束であって、JIS L 1096(B法)に規定する剛軟度が25℃で60〜400gf・cmの範囲であり、60℃以上で剛軟度が30gf・cm以下に低下する炭素繊維束を含有する織物Aと、熱可塑性繊維を交織した炭素繊維の織物Bを積層した積層体からなるプリフォーム基材と、かかる基材を60〜150℃の賦形温度に加熱し、熱可塑性繊維を溶融させて織物層間を接着させ、次いで冷却することからなるプリフォームの製造方法。これらのプリフォーム基材、又は、プリフォームを用いて、樹脂トランスファー成形法又はレジンフィルムインフュージョン成形法により繊維強化プラスチック成形品が得られる。
(もっと読む)
繊維強化プラスチック用ガラス繊維予備成形体基体、ガラス繊維予備成形体およびその製造方法並びに繊維強化プラスチック
【課題】賦形性に優れ、かつ保形性に優れた、繊維強化プラスチックに使用されるガラス繊維予備成形体基材の提供。
【解決手段】ガラス繊維予備成形体基材は、ガラス繊維糸および熱可塑性樹脂繊維を編糸とする編物と、編物の両面に配置されたガラス繊維チョップドストランドマットとを有し、編物とガラス繊維チョップドストランドマットが、熱可塑性樹脂またはガラス繊維糸により連結されていることを特徴とする。
(もっと読む)
コンポジットリングを製造するための方法
連続的なリング状で繊維及び架橋性樹脂に基づく閉じた形状のコンポジットブロックを、架橋性樹脂を含む組成物に基づくマトリックスに埋め込まれている強化材繊維のテープの複数層を連続的に巻き付ける及び重ね合わせることによって製造するための方法であって、上流から下流まで、以下の工程:
強化材繊維の直線的な配列を製造し、及びこの配列を供給方向に運ぶ工程;
該繊維の配列を真空作用によって脱気する工程;
脱気後、該繊維の配列を真空下において液体状態の該樹脂組成物で含浸する工程;
そのようにして得られたプレプレッグを型に通し、該プレプレッグをそれらの液体樹脂マトリックスにおける強化材繊維からなる厚みが0.5mm未満のテープの形状に製造する工程;
該テープの層の"Nc"で表される予め決められた数の重ね合わせによって、該テープを該コンポジットブロックの最終形状を指定する支柱上に沈着し、及び該テープを該支柱の周囲に一方向に巻き付け、該連続的なリングを該支柱上に直接形成する工程、ただしNcは15未満;及び
該連続的なリングがそのように形成された後、その液体樹脂を少なくとも部分的な重合に付して該リングをその支柱から取り除く前に安定化させる工程、
を含む、方法。
(もっと読む)
多軸成形材料、プリフォーム、FRPおよびそれらの製造方法
【課題】 複雑形状に賦型するときにシワが発生する問題や、強化繊維の目曲がりを誘発する問題を解決し、優れた取扱性・樹脂含浸性・賦型性を有し、力学特性および品位の優れたFRPを生産性よく得ることができる多軸成形材料、プリフォーム、およびそれらを用いたFRP、ならびにそれらの製造方法を提供する。
【解決手段】 多数本の強化繊維糸条が並行に配列されたシートが、少なくとも2枚、該強化繊維糸条が交差するように積層されて積層体を構成し、該積層体が一体化された多軸成形材料であって、各シートにおける強化繊維糸条の目付が50〜350g/m2の範囲内であり、少なくともシート間に、FRPのマトリックスを構成する樹脂から構成された不織布が15〜250g/m2の範囲内で配置されており、かつ、前記積層体は、前記不織布の局所的な融着により一体化されていることを特徴とする。
(もっと読む)
繊維強化プラスチック構造体
【課題】 エネルギー吸収性能を向上したFRP構造体を提供する。
【解決手段】 FRP構造体10は、固化されたマトリックス樹脂17と、マトリックス樹脂により形状維持された第1強化繊維基材15と、マトリックス樹脂に接合され、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する複数の第2繊維16と、で構成されている。第2繊維16は、複数の異なる繊維長さを有する複数種類の第2繊維16A,16B,16C,16Dを含んでいるため、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する。
(もっと読む)
多層基材、プリフォームおよびプリフォーム製造方法
【課題】
賦型性と取扱性とを両立し、かつ、FRPの生産性に優れた多層基材、それを用いたプリフォームおよびその製造方法を提供すること。
【解決手段】
少なくとも2組の2軸ステッチ基材が積層されて係合材料にて一体化された多層基材であって、2軸ステッチ基材は、多数本の強化繊維糸条が並行に配列されたシート複数枚を強化繊維糸条が2方向に配向するように積層してステッチ糸Aにて縫合してなり、係合材料の融点Tmcが80〜200℃の範囲内にあり、かつ、ステッチ糸A融点Tmaが(Tmc+10)〜(Tmc+120)℃の範囲内にある多層基材とする。
(もっと読む)
編組を用いて製造する繊維複合部品
【課題】軽量で、荷重を適切に担うことができ、従来の金属部品に替えて使用することができるような繊維複合部品を、効率的に、低コストで製造することができるようにする。
【解決手段】繊維複合部品(1)が、凹面として形成された少なくとも1つの端面(4、5)を有するコア材(2)を備えており、その端面に貫通開口(12又は13)が近接配置されており、前記コア材(2)の両側の横側面(6、7)または両側の縦側面(8、9)と、前記貫通開口(12、13)の外周のうちの前記コア材(2)に接していない側の外周とを、編組により形成された繊維複合材(18)がループ状に囲繞している。
(もっと読む)
3次元繊維強化樹脂複合材及び3次元織物
【課題】縫い糸を有する3次元織物で強化された3次元繊維強化樹脂複合材における縫い糸周辺に生じるクラックの発生を抑える。
【解決手段】縫い糸として有機繊維を用いる。縫い糸としては、弾性率が300〔GPa〕以下、引張強度が20〔MPa〕以上、1000デニール以下の太さのもの、ポリアリレート繊維又はポリパラフェニレンベンゾビスオキサゾール(PBO)繊維が適する。
【効果】繊維の粗密と樹脂溜まりが減少し、クラックの発生が抑えられた。
(もっと読む)
複合材料の構造要素、特にコネクティングロッドの上に、突出部を作製する方法
本発明は、複合繊維からなる1次層(N1、...、N7)の積層物から少なくとも局所的に作られており突出部を形成するための少なくとも1つの延長部(113)を画定する複合材料の構造要素上に、突出部を作製する方法を提供する。この方法は、少なくとも延長部において1次層を分離する工程と、その1次層の間に中間層(116)を挿入する工程を含む。 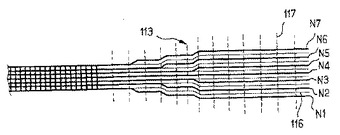 (もっと読む)
(もっと読む)
積層体の裁断方法とプリフォーム基材及びそれを用いたプリフォームの製造方法
【課題】シート状の繊維強化材を積層した、形状安定性に優れると共にフレキシブルでもあるプリフォーム基材又はプリフォームを提供することと、そのためにシート状の繊維強化材の積層体を、作業効率良く裁断する方法を提供すること。
【解決手段】熱可塑性繊維を交織した強化繊維の織物を内層に含む積層体を、所望の形状に裁断するに際し、予め、この積層体の裁断ラインに沿って裁断ラインを含む一定の幅を加熱し、加熱部分の熱可塑性繊維を溶融させ積層体を部分的に接着せしめ、次いで、この積層体を裁断ラインに沿って切断することからなる積層体の裁断方法、及び、得られたプリフォーム基材、並びにそれを用いたプリフォームの製造方法。
(もっと読む)
繊維複合部材の製造方法、プリプレグの製造方法及び製造システム
【課題】高品質のプリプレグ及び最終製品たる繊維複合部材を安定的に得ることを可能とする。
【解決手段】複数本の繊維14aからなるシート状の繊維基材14に粉体樹脂20を付着させた後、粉体樹脂20の付着した繊維基材14を加熱し、強化繊維14aと半硬化状態の樹脂20とからなるプリプレグ28を製造する方法であって、導電シート10を繊維基材14の一方の面側に配置し、帯電した粉体樹脂20を、繊維基材14の他方の面側から繊維基材14に向けて吹き付けることで、静電気力を利用して繊維基材14の繊維14a間に粉体樹脂20を充填させながら繊維基材14に粉体樹脂20を付着させる。
(もっと読む)
FRPのプリフォームの製造方法および装置
【課題】
従来のRTM成形用プリフォームの製造方法では、プリフォーム成形後にRTM成形型のキャビティに合わせてカッター等でトリミングを行っているが、キャビティに対し、大小のズレが大きくRTM成形の精度を落としている。
【解決手段】
賦形面が凹形状および/または凸形状を有する下型に層間固着剤を有する複数枚の強化繊維基材の積層シートを載置し、上型との間ではさむことにより型に沿わせると同時にまたは直後に外周部を挟持し、かかる挟持状態の下で外周部をトリミングすることを特徴とするFRPのプリフォームの製造方法
(もっと読む)
プリフォームおよびプリフォームの製造方法
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多軸ステッチ基材からなるプリフォームおよびそのプリフォームの製造方法を提供すること。
【解決手段】
本発明のプリフォームは、多数本の強化繊維糸条が並行にシート状に配列して構成された層の少なくとも2層以上が交差積層されてステッチ糸にて一体化された多軸ステッチ基材が、1ないし複数枚積層されて二次曲面を有する形状に賦型されたプリフォームであって、少なくとも二次曲面に賦型された箇所においてステッチ糸の少なくとも一部が切断されていることを特徴とする。
(もっと読む)
衝撃エネルギー吸収性能を有する縫合組物FRPパイプ
【課題】ブレイダー装置によるブレイディング処理によって組成される繊維強化プラスチック製の衝撃エネルギー吸収性能の高い縫合組物FRPパイプという具体的な構造物を提供すること。
【解決手段】軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5とを選択的に組み合わせて、ブレイダー装置によって、組成の芯となるマンドレル上に複数層の組物層2からなる組物円筒状プリフォーム1を組成してなり、組物円筒状プリフォームを層厚方向に縫合糸により縫合処理し、樹脂材を含浸硬化して縫合組物FRPを形成してなることを特徴とする衝撃エネルギー吸収性能を有する縫合組物FRPパイプ。
(もっと読む)
嫌気性接着剤を使用して三次元予備成形品を形成する方法
【課題】
種々の液体合成物処理用の構造的補強予備成形品を形成する方法と装置を提供すること。
【解決手段】
この発明は繊維補強成形物品と繊維マットを形成する方法に関し、しかして、この方法はなかんずく嫌気性接着剤を使用する。
この発明は、成形物品の少なくとも一部分に対応する構成を有する予備成形型面に補強繊維から成る材料層を塗布し;嫌気性接着剤から成る組成物を補強材料に加えて;前記嫌気性接着剤を前記接着剤の硬化を促進させる大気と接触させる工程から成る繊維補強成形物品を形成する方法である。
(もっと読む)
81 - 100 / 125
[ Back to top ]