
Fターム[4F205HA44]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリフォームからの成形 (125)
Fターム[4F205HA44]に分類される特許
21 - 40 / 125
繊維プリフォーム、繊維強化コンポジットおよびその製造方法
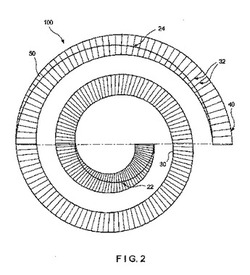
【課題】織り繊維プリフォーム(100,200)、プリフォーム(100,200)を組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォーム(100,200)は、多数のたておよびよこの糸あるいはファイバを含む。それらの糸あるいはファイバは、織り込むことにより、連続的ならせんファブリック(50)を形成する。らせんファブリック(50)は、アルキメデスらせんの形をとる。プリフォーム(100,200)のよこ糸は、一様なあるいは可変性のひピッチ、または一様なあるいは可変性の分離角度をもつ。アルキメデスらせんのらせんファブリック(50)は、集合あるいは巻くことにより、円錐形シェル構造を形成する。その構造は、スピンナあるいは出口コーンの一部になり得る。らせんファブリック(50)は、差動テークアップ機構を備える織機で織り得る。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法

【課題】プリフォームを三次元繊維構造体で構成した場合に、形状保持性及び繊維束のほつれ防止性を付与するバインダ繊維が繊維強化複合材料の成形型に貼り付くことによる脱型不良の発生を防止する。
【解決手段】プリフォームは組糸12及び芯糸13で組織された三次元ブレイディング11で構成され、組糸12は連続繊維の繊維束14の外側にバインダ繊維15が螺旋状に巻き付けられた糸条16で形成されている。バインダ繊維15は三次元ブレイディング11の内部に位置し、かつ繊維束14に融着している。繊維束14に対するバインダ繊維15の巻き付けピッチは、組糸12が三次元ブレイディング11の表面に露出する部分12aの長さより大きく、かつ、バインダ繊維15が三次元ブレイディング11の内部側にのみ位置する巻き付け状態となるように設定されている。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】曲げ部を有するプリフォームを取り扱う場合に曲げ部やその近傍が変形し難く、そのプリフォームを使用した繊維強化複合材料の曲げ部における強度低下を抑制することができる繊維強化複合材料のプリフォームを提供する。
【解決手段】プリフォーム11は、連続繊維からなる二次元繊維基材が複数積層されて少なくとも2軸配向となる積層繊維群が、曲げ部11aと平面部11bとが連続する立体的な形状に形成されている。二次元繊維基材はバインダ繊維14bにより互いに接合されており、曲げ部11aのバインダ繊維量が他の部分のバインダ繊維量より多い。二次元繊維基材は、連続繊維からなる繊維束14aの外側にバインダ繊維14bが螺旋状に巻き付けられた強化繊維14で織られた織物で構成されている。
(もっと読む)
ドライ繊維プリフォームの自動生産のための方法及び装置
本発明は、樹脂浸透法による負荷担持複合部材製造用として意図される長尺織布プリフォームを製造するための装置及び方法に関する。
より具体的には、本発明の主題である装置及び方法は、例えば、航空機機体フレーム又はフレームセグメントの実現のために意図される事実上円形のプリフォーム製造用として設計される。
本発明は、同一平面には無い少なくとも二つのウィングを含む形状を有するプリフォームを製造するために、長尺形状の長さ全体に亘って、少量の結合剤を含む繊維性バンドをゆっくりと連続的に積層するための方法を提供する。
(もっと読む)
自動化ドレープ形成装置
従来技術では、ドレープ形成操作は主に手動で実行され、積層速度をきわめて高速にすることができなかった。
本発明は、積層繊維プリフォームであって、樹脂を含浸して、複合材料から構成される成形部を製造するプリフォームを形成するドレープ形成工程を実施するための自動化装置に関する。本発明は、より詳細には、パネル、特に、基本的に二次元に延びるきわめて厚いパネルなどの成形部を製造するためのプリフォームの製造に関する。本発明の装置は、布積層ヘッド(10)をスペースを介して移動させ方向づけることが可能なマニプレータ(1)を含み、ここにおいて、該布積層ヘッドは、表面に通じる一つの吸引口を含み、工具や布積層ヘッド(10)とは別の作業台で織布を一枚ずつ把捉することが可能な巻胴と、次いで、該織布を圧縮する手段及び加熱する手段を含み、この織布をプリフォーム(70)上に連続的に載せるよう設計される手段とを含む。
(もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法
【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
突入カプセル、およびその頭頂部の製造方法
【課題】積層された炭素繊維布の層間剥離を防止でき、かつ、断熱性を高めることができる突入カプセルを提供する。
【解決手段】惑星の大気圏に突入する突入カプセルであって、繊維強化複合材料により形成される頭頂部10を有する。頭頂部10を形成する繊維強化複合材料は、頭頂部の外表面10aに垂直な方向に積層された繊維布3と、複数層の繊維布3を貫通する繊維糸5と、繊維布3および繊維糸5の繊維間に充填されることで、繊維布3および繊維糸5と一体化した樹脂7と、を有する。
(もっと読む)
断面が半ネイルヘッドまたはネイルヘッド状である複合材繊維製異形断面材の作製方法
本発明の目的は、少なくとも1つのプリフォームが該プリフォームの接合箇所に曲率半径を有するプリフォームをT形に組み立てることによって生じる、断面がネイルヘッドまたは半ネイルヘッド形状のスペースを埋めるための繊維製異形断面材の作製方法において、粉末を活性化する予備成形機であって、所望の異形断面材の形状に適合する形状の通路を繊維(28)が通過する予備成形機(30)に粉末を塗布した繊維(28)を供給したのち、前記繊維製異形断面材(32)を冷却し、所望の異形断面材の形状に適合する形状の空洞に通して形状を一致させる成形機(34)にプリフォーム成形した前記繊維を通過させることを特徴とする方法(32)である。 (もっと読む)
ロケットノズルとその製造方法
【課題】積層した繊維布のしわを抑えつつ、繊維布の層間剥離を防止できるロケットモータを提供する。
【解決手段】繊維強化複合材料10により形成されるロケットノズルであって、繊維強化複合材料10は、ロケットノズルの内表面21aに垂直な方向に積層された繊維布3と、複数層の繊維布3を貫通する繊維糸5と、繊維布3および繊維糸5の繊維間に充填されることで、繊維布3および繊維糸5と一体化した樹脂7と、を有する。
(もっと読む)
複合材料の接続ロッドを製造する方法
本発明は、繊維プリフォーム(2)を使用する複合材料接続ロッドを製造する方法であって、繊維プリフォームが連結部によって共に接続された繊維の複数の主層を具備し、連結部により層がプリフォームを形作るときに互いに対して摺動することができ、プリフォームが接続ロッドの本体を形成する中央部(8)を具備し、かつ2つの対向する側縁部(6,7)と接続ロッドのヨークを形成する延長部(9)とを具備し、中央部において開放輪郭を有する繊維プリフォームを提供するために対向する側縁部同士が距離を保ちつつ、中空形状を有するプリフォームを提供するために繊維プリフォームを形作る段階を含み、次いで、樹脂を注入し、かつこの樹脂を重合させるように続く方法に関する。 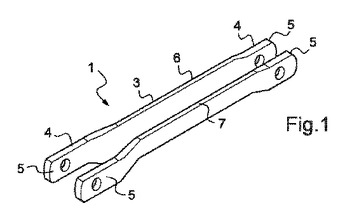 (もっと読む)
(もっと読む)
極細繊維からなるバインダーを用いたプリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、厚目付けとしても嵩高くならず容易に賦型可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、バインダー樹脂組成物が繊維基材に対して0.1〜20重量%の範囲で、極細繊維からなる不織布状に付着してなるプリフォーム用基材。バインダー樹脂組成物としては、分子中に少なくとも2個の不飽和基を有し、分子量が10,000〜95,000の範囲にある樹脂を主成分とするものが用いられる。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
タービンエンジン翼の製造方法
本発明は、樹脂で含浸されるプリフォームを3D製織することによる翼の製造に関する。本発明によれば、曲線(20)を鮮明にするためにプリフォーム(16)の何本かの糸、例えば、縦糸の切断端部の視認性が高められ、プリフォームの正確な成形を確実にするために前記曲線の形状が基準形状と比較される。 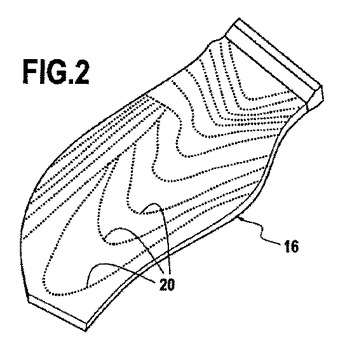 (もっと読む)
(もっと読む)
複合構造を製造するプロセスおよび装置
航空機エンジンナセルコンポーネントに適した吸音外板などの有孔複合構造を製造するプロセスおよび装置。このプロセスは、少なくとも1つのマット部材、未含浸布部材、およびパッド部材を成形型表面上に配置するステップであって、マット部材上に配設したピンが、この布部材を貫いて突出して布部材に穴を画定し、この布部材が、マット部材とパッド部材の間にあり、マット部材、布部材、およびパッド部材が、成形型表面に適合する未含浸スタックをもたらすように配置するステップを含む。次いで、布部材は、樹脂含浸した布をもたらすように樹脂が注入され、樹脂含浸した布内の樹脂が、部分的に硬化させられ、その後、部分的に硬化した樹脂含浸した布は、成形型表面から、およびマット部材とパッド部材の間から除去される。次いで、部分的に硬化した樹脂含浸した布の後硬化を実行して、穴を備えた複合構造をもたらすことができる。 (もっと読む)
3D製織によって異形部品を製作する方法、および得られる異形部品
本発明は、3D製織および含浸によって得られる中空異形部品に関する。本発明は、三次元製織によって、製織の際に部分的な非タイイング(19)を実行しながらプリフォーム(11)を製作するステップを含んでおり、この部分的な非インターリンキングが、後の織り終えた塊の内部への空洞の形成および含浸段階の際の形状の安定化を可能にする。 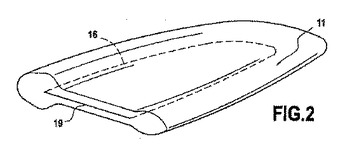 (もっと読む)
(もっと読む)
複合材料からなる構造要素をチューブに連結する連結方法
本発明は、筒状部(30)を備えていて、複合材料から形成される構造部材がこの筒状部から突出している構造部品を製造する製造方法に関し、この製造方法は、重ねて配置された幾つかの繊維プライからなるスタックを含む平坦なプリフォーム(59)を成形することを含み、それによりそれらプライが、構造部を形成するようになっているプリフォームの少なくとも一部において一緒に固定されるとともに、チューブに連結するための連結部を形成するようになっているプリフォームの少なくとも別の部位において、2つの反対側に在るリーフレット(54)を形成するように分離可能になっている。さらに、チューブ(30)を連結部のリーフレット間に挿入することを含み、それによりそれらリーフレットがチューブを少なくとも部分的に包囲するようになる。さらに、チューブをプリフォームに連結することを含み、それによりチューブが筒状部を形成するようになるとともに、プリフォームが構造部品の構造部材を形成するようになる。 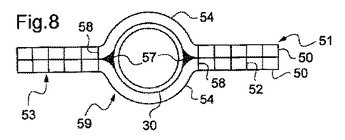 (もっと読む)
(もっと読む)
直接法による複合材料部品の製造のための一定の幅を有する新規の中間材
本発明は、その面の各々において、ポリマー結合剤(2a、2b)と結合する強化糸(1)又は長繊維のバンド(I)を調製する方法に関し、前記リボンはその全長(1)に沿って実質的に一定な所与の幅(L)を有し、糸又は長繊維がバンドの長さに平行な方向に伸長し、その方法は、次のa)バンドの幅を、寸法取り手段(13)を用いて所望の幅に調整するステップと、b)バンドを、その各面上で結合剤と結合してリボンの均一な密着を確実にし、その結果、結合剤の総重量が、得られたバンドの総重量の25%を超えないステップを含むことを特徴とする。本発明は、さらに、そのような方法で得ることができるバンドにも関する。 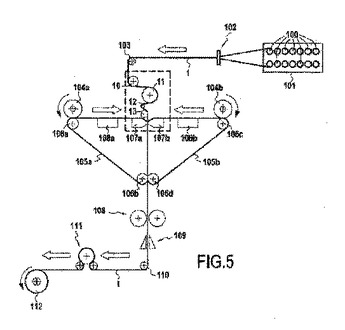 (もっと読む)
(もっと読む)
繊維強化複合材料
マトリックス材料及び複数の繊維プライ強化構造を備えている連続繊維強化複合構造中に組み込まれるのに適した二次プライ構造、そのように形成された連続繊維強化複合材料、そしてその製造の為の方法が記載されている。二次プライは、例えば一次繊維のプライの形状である支持シートを備えていて、シートの平面の外方に略直線状に整列して第3次元へと延出しその表面の少なくとも大部分を横切って略直線状に整列して配置された二次繊維の2次元平面配列を支持していて、統合された構造において平面外の強化を提供する。 (もっと読む)
可変幅のクレビスを伴うパイ形プリフォームおよびその形成方法
【課題】強化コンポジット材料のための織りプリフォーム(200)であり、平らに織り所定の形にするものの提供。
【解決手段】プリフォーム(200)は、三次元の織り構造をもち、フィル繊維(214)の織りによって、各層内の繊維をインターロックするだけでなく、縦糸繊維(216)の層について層と層とをインターロックするようにしている。ベース(200)から少なくとも2つの脚(225,235)が伸び、それらベース(200)および脚(225,235)は、それぞれ少なくとも2層の縦糸繊維(216)を含む。脚は、互いに平行か斜めになっており、また、それらの間に可変幅のクレビス(250)をもつ。ベースおよび/または脚の外側の端部は、縦糸繊維の層が段のあるパターンで終わるテーパをもたせることが好ましい。
(もっと読む)
21 - 40 / 125
[ Back to top ]