
Fターム[4F205HA45]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリプレグからの成形 (301)
Fターム[4F205HA45]に分類される特許
241 - 260 / 301
複合材料の配置方法およびシステム
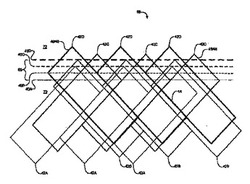
コースをレイアップモールドへ与えるため、レイアップモールド上のプライ領域を規定するプライ境界が決定され、複合材料のテープはプライ境界に関して傾斜角でプライ領域上に与えられる。さらに、テープの前縁が突合せ切断され、前縁エッジとプライ境界は基本的に収斂する。さらに、後縁が生成される。後縁は突合せ切断され、後縁エッジとプライ境界は基本的に収斂する。 (もっと読む)
FRP製角パイプの成形法。

【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
FRP製中空部材の内圧成形法
【課題】内外共に精度のある表面を有するFRP製中空部材を、内圧成形法で容易成形する方法を提供すること。
【解決手段】
FRP製中空部材を内圧成形法により成形するに際し、中空部材の外表面の賦形用の成形型に沿って敷設・配置されたFRP材料、例えば、プリプレグと加圧用バッグの間に、中空部材の内表面の賦形用の補助型を挿入して用いることを特徴とするFRP製中空部材の内圧成形法。
(もっと読む)
複合テープコースを規定するコンピュータで実現される方法、複合テープコースを規定するためのコンピュータプログラムプロダクトおよびテープコース生成機
【課題】比較的複雑な表面にテープコース定義を効率的に生成できる方法および装置を提供する。
【解決手段】テープコース生成機はCNC複合テープ積層機械をプログラムする際の使用のためのテープコース定義を生成する。テープコース生成機は外形付きの表面をパラメトリック基準表面にマッピングする基準表面パラメータ化機と、基準表面を基準面にマッピングする基準面インスタンス化機とを含む。テープコース生成機はテープ境界を描くテープ境界プロッタと、テープ境界および層境界を基準面にマッピングする境界マッパーとをさらに含む。さらに、テープコース生成機は層境界とテープ境界との交点を識別する交点ロケータと、テープ切断を規定し、基準面のどの点がテープコース内にあるかを判定するテープコースデリミタとを含む。さらに、テープコース生成機は規定されたテープコースをマッピングして外形付きの表面に戻すテープコーストランスフォーマを含む。
(もっと読む)
繊維強化プラスチック構造体
【課題】 FRP構造体において、金属製インサートとFRP製インサートとの間で剥離が生じても、強固な締結状態が損なわれることを防止可能とする。
【解決手段】 繊維強化プラスチック構造体10は、コア部材12と、コア部材を覆う繊維強化プラスチック製の外皮部材18と、コア部材の外部から内部まで延設された棒状の部材であって、外部に露出した一端には、取付対象物に締結するための締結部が形成され、外部から内部に進むほど、軸線に垂直な断面積が拡大する抜け止め部が形成されている、金属製の第1インサート部材14と、第1インサート部材の抜け止め部と係合する係合部が形成されている、繊維強化プラスチック製の第2インサート部材16と、を備える。
(もっと読む)
複合材料製移送管の製造方法
【課題】 以下の効果を奏する複合材料製移送管の製造方法を提供する。
1)送管内流体の圧力上昇に対し十分な耐性を示す。
2)高温高濃度などの腐食に対し十分な耐久性を示す。
3)十分な伝熱性能が得られる。
【解決手段】 フィルム状の、溶剤成分を含まないフェノール樹脂組成物と、フィラメント数3000本以下の炭素繊維トウをたて糸、よこ糸ともに1インチ当り10〜20本の打ち込み本数で製織してなる炭素繊維織布とを重ね合わせて加熱加圧して、前記フェノール樹脂組成物が前記炭素繊維織布に含浸したプリプレグを得、前記プリプレグを芯金上に巻回して積層し、さらにその外周に前記フェノール樹脂組成物を硬化する際の熱により長手方向に収縮する熱収縮テープを巻回したのち、加熱硬化して前記フェノール樹脂組成物を硬化し、その後芯金を抜くと共に前記熱収縮テープを剥がし取る、複合材料製移送管の製造方法である。
(もっと読む)
テープ貼付経路設定方法及びプログラム並びにテープ貼付装置
【課題】長尺状のテープを対象物に貼り付ける場合に、しわの発生を防ぐとともに、テープの隙間や重複を許容値内に抑えること。
【解決手段】対象物に長尺状のテープを貼付する場合において、テープの中心線が対象物の測地線に一致するように、テープ貼付経路を設定する。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
FRP製部材
【課題】 高い切り欠き強度を有するFRP製部材を提供する。
【解決手段】 少なくとも一つ以上の切り欠きを有する繊維強化複合材料(FRP)製部材であって、引張破断伸度が異なる2種以上の補強繊維を含み、応力集中領域において、弾性主軸方向に配向されている全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維Aの体積割合VA1が、応力集中領域外において、弾性主軸方向に配向されている全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維Aの体積割合VA2よりも高く、かつ、VA2が0.1以下であるFRP製部材。
補強繊維A:FRP製部材に含まれる補強繊維の中で最も引張破断伸度の高い補強繊維
応力集中領域:切り欠き端部より弾性主軸と直行する方向に(式1)で定義される距離d(mm)以内の領域
【数1】
V0:FRP製部材中の全補強繊維体積に占める、弾性主軸方向に配向されている補強繊維の体積割合
(もっと読む)
繊維複合部材の製造方法、プリプレグの製造方法及び製造システム
【課題】高品質のプリプレグ及び最終製品たる繊維複合部材を安定的に得ることを可能とする。
【解決手段】複数本の繊維14aからなるシート状の繊維基材14に粉体樹脂20を付着させた後、粉体樹脂20の付着した繊維基材14を加熱し、強化繊維14aと半硬化状態の樹脂20とからなるプリプレグ28を製造する方法であって、導電シート10を繊維基材14の一方の面側に配置し、帯電した粉体樹脂20を、繊維基材14の他方の面側から繊維基材14に向けて吹き付けることで、静電気力を利用して繊維基材14の繊維14a間に粉体樹脂20を充填させながら繊維基材14に粉体樹脂20を付着させる。
(もっと読む)
繊維強化樹脂製の管状部材およびその製造方法
【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
管状体
【課題】軽量化すると共に、装飾のムラや欠けを防止し、装飾性に優れた管状体を提供すること。
【解決手段】強化繊維20に合成樹脂22を含浸した繊維強化プリプレグを巻回して管状体の本体12を形成し、この本体12の最外側に配置される繊維強化プリプレグの外表面側樹脂に装飾粒子30を埋め込んで形成した管状体10であって、最外側の繊維強化プリプレグの外表面側樹脂層22aの平均厚さLを、この最外側の繊維強化プリプレグの強化繊維20の平均径Dよりも小さく形成すると共に、装飾粒子30の平均厚さtを外表面側樹脂層22aの平均厚さL以下に形成した管状体。
(もっと読む)
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
(もっと読む)
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
(もっと読む)
複合物品の製造方法
【課題】低密度の複合物品を製造する方法を提供する。
【解決手段】硬化可能なプレプレグを所定の形状に形成する工程と、所定の形状に形成されたプレプレグを硬化する硬化工程とを備える。硬化可能なプレプレグを所定の形状に形成する工程では、硬化工程においてプレプレグ内に空所が形成されるように十分に低い圧密圧力の下で、硬化可能なプレプレグが所定の形状に形成される。硬化工程では、硬化可能なプレプレグを硬化することにより発生する硬化可能なプレプレグの樹脂の成分の蒸発物質が前記空所を形成するように、約8.61×104パスカル絶対圧(12.5psia)から103.4×104パスカルゲージ圧(150psig)までの範囲の硬化圧力の下で、前記所定の形状に形成されたプレプレグを硬化する。
(もっと読む)
複合構造部材を製造する装置ならびに方法
複合物品を製造するために、装置(302)が、湾曲したフォーム(200)に、このフォーム(200)の長手方向軸に対して約0°で複合プライを配置する。このフォームは、ウェブ面(202)とキャップ面(204)とを有している。前記装置は、ウェブ用の圧縮ローラと、1セットの案内ローラ(308)とを有している。前記ウェブ用の圧縮ローラは、複合材料をウェブ面上で圧縮し、ウェブプライを形成する。前記1セットの案内ローラは、キャップ面に当接している。圧縮ローラは、案内ローラにより、フォームに沿うように導かれる。  (もっと読む)
(もっと読む)
複合圧力容器または複合管状体ならびに複合中間物
【課題】繊維強度発現率の優れた圧力容器又は複合管状体を得ること。
【解決手段】少なくとも1種の繊維と、少なくとも1種の熱硬化性樹脂と、少なくとも1種の界面活性オリゴマーまたはポリマーとを含むプリプレグまたはプリプレグトウ;少なくとも1種の繊維と少なくとも1種の熱硬化性樹脂と、前記熱硬化性樹脂の固形分を基準にして1〜10質量%の少なくとも1種の分子量が5,000から30,000である界面活性オリゴマーまたはポリマーとを含む繊維強化複合材料;繊維と、少なくとも1種の熱硬化性樹脂と、少なくとも1種の界面活性オリゴマーまたはポリマーとを含む強化された繊維;内側シェルまたはライナと接触した上記の強化繊維を含む圧力容器または複合管状体。
(もっと読む)
繊維強化プラスチックの積層成形方法及び積層成形装置
【課題】 加熱操作を要せず、製造上及びコスト上の負担が小さく、かつ硬化性状に優れた積層成形体が得られるようにした繊維強化プラスチックの積層成形方法及び積層成形装置を提供する。
【解決手段】 繊維強化プラスチックテープのマトリックス樹脂をエネルギー線硬化樹脂とし、上記可動積層ヘッドと連動するエネルギー線照射装置によりエネルギー線を照射し、エネルギー線を照射される部位の任意の照度への可変に要する時間が1秒以内であり、上記エネルギー線硬化樹脂を硬化させながら上記テープを積層成形するようにした。
(もっと読む)
241 - 260 / 301
[ Back to top ]