
Fターム[4F205HA45]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリプレグからの成形 (301)
Fターム[4F205HA45]に分類される特許
221 - 240 / 301
強化材層の成長による複合材の製造方法及び関連機器
2層以上の強化材の層を現場で(in-situ)成長させること、及び、各層を次の層を成長させる前にマトリックスで含浸することを含む、複合材の製造方法。強化材の層は化学蒸着法によって形成されうる。この方法は、所望の形状及び物性を有する部品を形成するためのアディティブ層製造技術として使用できる。 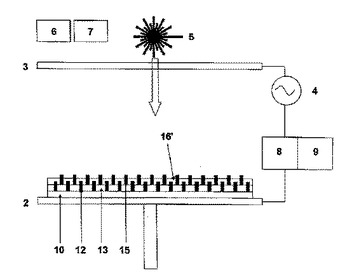 (もっと読む)
(もっと読む)
繊維強化樹脂製管状体の製造方法
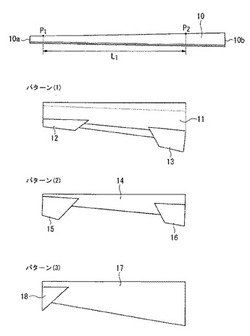
【課題】ストレート層用プリプレグおよび/またはバイアス層用プリプレグと、補強層用プリプレグとをマンドレルに巻回してゴルフクラブシャフトなどの繊維強化樹脂製管状体を製造する際に、ボイドが少なく一定の性能のものを生産性よく製造する。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる管状体の製造方法であって、ストレート層を形成するストレート層用プリプレグ14,17および/またはバイアス層を形成するバイアス層用プリプレグ11と、補強層を形成する補強層用プリプレグ12,13,15,16,18とをマンドレルに巻回する巻回工程の前に、ストレート層用プリプレグ14,17およびバイアス層用プリプレグ11のうちの少なくとも1つに、補強層用プリプレグ12,13,15,16,18を予めラミネートしておく。
(もっと読む)
複合材料により構成された自動車用ハイブリッドドライブシャフト

【課題】鋼鉄製のドライブシャフトに比べて振動特性が優れ、出力が向上する優れた性能の複合材料により構成されたドライブシャフトの製作方法を提示する
【解決手段】本発明は、一方向繊維強化複合材料を使用して内部シャフトを製作する段階、織物型繊維強化複合材料を前記内部シャフトの外部に積層してシャフト中間部を形成する段階、織物型炭素繊維複合材料を前記シャフト中間部の外部に積層してシャフト外部を形成する段階、及び、前記各層別複合材料を相互接合する段階、を含み、前記内部シャフトは、平板の周囲に一方向繊維強化複合材料をフィラメントワインディング法を利用して巻いた後、これを硬化させ、次に、サイズに合わせて切断して複合材料ブロック体を製作した後、旋盤作業を通して円形シャフト形態に加工して製作することを特徴とする。
(もっと読む)
繊維複合材料からなる被加工材の製造方法および全長にわたって変化する断面輪郭を有する異形材の形状の繊維複合部品
少なくとも一支持手段(3)が供給されるステップと、予備含浸された繊維半製品からなるメイン材料(6)および/または第2の材料(7)が、少なくとも二成形ブランクエリア(1,10)を形成すべく、該成形ブランクエリア(1,10)の少なくとも一方は前記メイン材料を有し、前記成形ブランクエリア(1,10)の少なくとも一方は前記第2の材料を有するようにして前記少なくとも一支持手段(3)に被着されるステップと、前記成形ブランクエリア(1,10)が、被加工ブランク(14)を形成すべく、前記少なくとも一支持手段(3)が前記被加工ブランク(14)の表面に配されるようにして互いに圧着されるステップと、前記少なくとも一支持手段(3)と前記第2の材料(7)とが、前記被加工材(15)を形成すべく、前記被加工ブランク(14)から取り除かれるステップとを含む繊維複合材料からなる被加工材(15)の製造方法に関する。 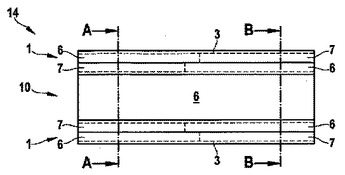 (もっと読む)
(もっと読む)
レイアップ配列及び構造配列並びに航空宇宙産業用構成部品の製造方法
本発明は、航空宇宙産業用構成部品(37)の製造方法を提供するものであり、以下の方法工程を備える:テープ敷設機(25)によって敷設されるレイアップ配列(1)に、樹脂マトリックス(10)が予備含浸されたガラス繊維レイアップ(8)を供給する工程と、及び/又はテープ敷設機(25)によって敷設される構造配列(12)に、金属から作られると共に、樹脂マトリックス(18)が予備含浸される構造体(16)を供給する工程と、レイアップ及び/又は構造配列(1;12)をテープ敷設機(25)によって積層装置(23)に敷設する工程と、レイアップ及び/又は構造配列(1;12)を硬化させて構成部品(37)を形成する工程。 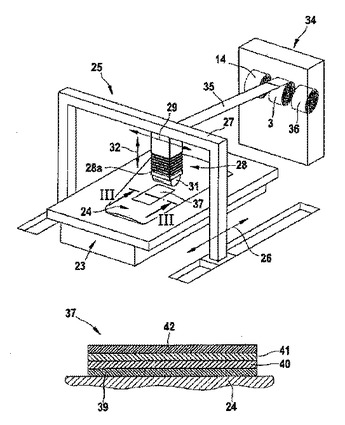 (もっと読む)
(もっと読む)
樹脂積層板
【課題】リン系および窒素系難燃剤量を低減することができ、耐熱性を低下させることなく難燃性を向上させた樹脂積層板を提供する。
【解決手段】樹脂組成物を含浸乾燥し得たプリプレグを積層することによって得られる樹脂積層板において、樹脂組成物が、乾性油変性レゾール型フェノール樹脂と下記一般式(1)で示されるリン含有ポリオール化合物を含有し,且つ樹脂組成物の固形量中のリン含有ポリオール化合物の配合量が5〜25重量%である樹脂積層板。
(式中,R1は炭素数1〜4のアルキル基,R2,R3は炭素数1〜4のアルキレン基)
(もっと読む)
繊維強化複合体の製造方法
【課題】良好な切断面を有する繊維強化複合体を精確かつ簡便に低コストで製造する方法を提供する。
【解決手段】強化繊維にマトリックス樹脂を含浸したプリプレグを、キャビティ20及び30を有する成形型2及び3を用いて硬化させることにより繊維強化複合体を製造する方法であって、成形型2及び3のキャビティ20及び30が繊維強化複合体の外形に対応した形状を有し、キャビティ20及び30にプリプレグを挟持した状態で、キャビティ20及び30の縁(壁面20c及び30d)に沿ってプリプレグの余肉を切除した後、マトリックス樹脂を硬化させる方法。
(もっと読む)
エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料
【課題】
耐熱性の低下を伴わずに靱性の向上された硬化物を与えるエポキシ樹脂組成物を提供すること、さらに詳しくは、エポキシ樹脂とブロック共重合体のアロイにおいて粗大相分離することなく、かつ靱性の高い硬化物を与えるエポキシ樹脂組成物を提供することにある。
【解決手段】
下記[A]〜[D]を含み、かつ[C]成分が[A]成分に溶解し、かつ[D]成分のブロック共重合体をなす複数のセグメントのうち少なくとも1つのセグメントが[A]に溶解しているエポキシ樹脂組成物、それを繊維基材に含浸して得られるプリプレグ、およびそのプリプレグを硬化してなる繊維強化複合材料。
[A]エポキシ樹脂
[B]エポキシ樹脂硬化剤
[C][A]成分に可溶な熱可塑性樹脂
[D]S−B−M、B−MおよびM−B−Mからなる群から選ばれる少なくとも1種のブロック共重合体
(もっと読む)
ゴルフクラブシャフト及びその製造方法
【課題】カーボンファイバーに熱硬化性樹脂を含浸させた芯側のプリプレグシートをマンドレルに巻き付け、さらにその芯側のプリプレグシートのまわりに、カーボンファイバーに熱硬化性樹脂を含浸させた最外層のプリプレグシートを巻き付け、芯側と最外層のプリプレグシートの熱硬化性樹脂を硬化させ、次いでマンドレルを脱芯して成るゴルフクラブシャフトにおいて、コストの上昇を抑えつつ、耐衝撃性を高める。
【解決手段】芯側のプリプレグシート6と、最外層のプリプレグシート7のうち、最外層のプリプレグシート7の熱硬化性樹脂にのみ、カップスタック型カーボンナノチューブが分散されている。
(もっと読む)
FRP製中空成形品の成形方法
【課題】 FRP材を硬化させる工程で中子を排出することができ、従来に比べて工程数を削減でき、成形時間も短縮できるFRP製中空成形品の成形方法の提供。
【解決手段】 合成ワックスでインフォーム型(中子)2を作製する工程と、作製したインフォーム型2の外面にFRP材3を貼付するとともに貼付したFRP材3にワックス排出孔4を形成する工程と、FRP材3とインフォーム型2を加熱してFRP材3を熱硬化させていき、溶融するインフォーム型2の合成ワックス5をワックス排出孔4から排出するとともに、FRP材3を完全に熱硬化させてFRP製中空成形品1とする工程と、を有するFRP製中空成形品の成形方法。FRP材3を硬化させる工程で中子2を除去させることができ、それによって従来に比べて工程数を削減でき、成形時間も短縮できる。また、排出される合成ワックス5には溶解液などが混じっていないので、リサイクル、再利用に便利である。
(もっと読む)
超電導磁石装置
【課題】 CFRP製熱シールド板の線膨張係数をLN2冷却配管の線膨張係数に近づけることによって、信頼性を向上した超電導磁石装置を得る。
【解決手段】 超電導コイルと、超電導コイルを収納する内槽と、内槽を冷却するための冷却剤を封入している冷却配管と、冷却配管を備え、内槽を被覆して熱侵入を抑制する輻射熱シールド板とを備えた超電導磁石装置において、輻射熱シールド板は、±60度に繊維配向したプリプレグシートを積層して形成した炭素繊維強化プラスチックから成る。
(もっと読む)
プリプレグ積層体の製造方法及びその製造装置
【課題】プリプレグ積層体の減圧時に大気圧がかからず、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減と、生産性を著しく向上させることが出来るプリプレグ積層体の製造方法及びその製造装置を提供する。
【解決手段】製造装置1は、ベースプレート2上に設置した仕切り部材3(ダム)の内側に繊維補強基材に樹脂材料を含浸させたプリプレグ4を複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、前記プリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置する。そして、前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
(もっと読む)
複合材料製構造部材の成形方法および複合材料製構造部材
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とすること。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
フィラメントワインディング装置
【課題】回転部材の表面に均一厚の繊維束を巻付けることができるフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16を回転させながら、複数の繊維束fを束ねた繊維束Fをワーク16に巻付けるフィラメントワインディング装置において、複数のボビン(繊維供給体)Bと、前記ボビンBからワーク16に前記繊維束fを送り出すローラ50と、を備え、該ローラ50は、回転軸方向に沿って交互に並ぶ少なくとも2つの凸部52と1つの凹部51が設けられている。
(もっと読む)
複合材成形体及びその製造方法
【課題】樹脂をマトリックスとした複合材部品において、ボルト締結で他の部品と接合した際に、軸力の低下を抑制することができるとともに生産性良く製造することができる複合材成形体を提供する。
【解決手段】複合材成形体11は、強化繊維12及びマトリックス樹脂からなり、一部に孔13が形成されている。孔13の周囲部分11aは、繊維体積率Vfが他の部分11bより高く形成されている。孔13の周囲部分11aは、単位体積当たりの樹脂量が減少して繊維体積率Vfが他の部分11bより高く形成されている。複合材成形体11の孔13が形成されている部分は、片面が凹部14となっている。
(もっと読む)
表面平滑性に優れたハイブリッド複合材料とその成形方法。
【課題】平滑な表面あるいは複雑な形状・模様の意匠性表面を有する繊維強化プラスチック成形品を得るための、ハイブリッド複合材料を提供すること。
【解決手段】
コア層とその片面又は両面に積層配置された表層とからなるハイブリッド複合材料であって、コア層がマトリックス樹脂と繊維強化材とから形成されており、表層が熱可塑性樹脂のチョップドストランド・プリプレグから形成されている表面平滑性に優れたハイブリッド複合材料。チョップドストランド・プリプレグは、繊維体積含有率(Vf)が20〜50%、繊維軸方向の長さが15〜45mm、厚さが0.13mm以下のもので、繊維配向がランダムになるように積層されたものが好ましい。
(もっと読む)
プリプレグ積層体の成形装置及び成形方法
【課題】プリプレグ積層体1の曲げ加工を安定化させて、その精度を向上させる。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
(もっと読む)
難燃性炭素繊維強化複合材料およびその製造方法
【課題】 本発明は、上記従来技術の課題に鑑み、優れた難燃性を有し、かつ燃焼時にハロゲン含有ガスを発することのない軽量で高剛性を有する炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に提供することにある。
【解決手段】 エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
(もっと読む)
複合材を用いた構造部材の成形方法及び複合材料を用いた構造部材
【課題】他部材との接合面に凹凸面を形成する場合であっても、背中合わせの接合時にしわ発生の原因となる隙間を形成することがない複合材を用いた構造部材の成形方法を提供すること。
【解決手段】シート状複合材料31を積層してなる平板状のプリプレグ30からコ字状断面に成形され、凹凸を設けたフランジ面と平坦なウェブ面とを備えている複合材を用いた構造部材の成形方法において、複合材料30が、シート状複合材料31を最小厚さt1に積層して平板状のベース素材32を得るベース素材積層工程の後、成形後にフランジ面の凸部となる位置に限定してベース素材32にシート状複合材料31を所望の厚さまで積層する凸部積層工程を実施して積層される。
(もっと読む)
遠心分離機用ローターの一体成形方法
【課題】
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
(もっと読む)
221 - 240 / 301
[ Back to top ]