
Fターム[4F205HC17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 炭素繊維 (610)
Fターム[4F205HC17]に分類される特許
481 - 500 / 610
プリフォーム基材及びプリフォームの製造方法
【課題】繊維強化プラスチック(FRP)成形品の機械特性を低下させず、形状安定性に優れた、プリフォーム基材又はプリフォームを提供すること。
【解決手段】サイズ剤で収束された炭素繊維束であって、JIS L 1096(B法)に規定する剛軟度が25℃で60〜400gf・cmの範囲であり、60℃以上で剛軟度が30gf・cm以下に低下する炭素繊維束を含有する織物Aと、熱可塑性繊維を交織した炭素繊維の織物Bを積層した積層体からなるプリフォーム基材と、かかる基材を60〜150℃の賦形温度に加熱し、熱可塑性繊維を溶融させて織物層間を接着させ、次いで冷却することからなるプリフォームの製造方法。これらのプリフォーム基材、又は、プリフォームを用いて、樹脂トランスファー成形法又はレジンフィルムインフュージョン成形法により繊維強化プラスチック成形品が得られる。
(もっと読む)
チューブ状の糸及びその成型方法
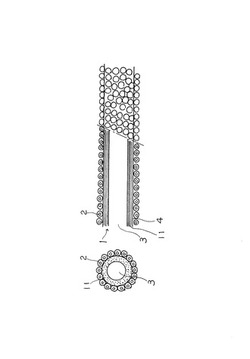
【課題】 強化樹脂成形部材を補強するために、軽くて引っ張り強度の高い補強糸の提供。
【解決手段】 多数の極細ガラスフィラメント11,11・・から成って撚りが与えられていない結束糸を開繊した平坦な帯状の糸12を使用し、これに樹脂液26を付着して丸く成型し、貫通した穴3を形成し、そして外周面には細かいガラス球2,2・・を付着している。
(もっと読む)
繊維強化プラスチックの製造方法および繊維強化プラスチック並びにプリフォーム

【課題】レジントランスファー成形用のドライな強化繊維基材の積層体を賦形して得られたプリフォームを脱型および搬送することなく成形することにより、高品質で低コスト化を可能とする繊維強化プラスチックの製造方法およびプリフォーム並びに繊維強化プラスチックの提供。
【解決手段】強化繊維基材の積層体とマトリックス樹脂の注入のための成形用副資材とをベース板上に凸形状部を有する賦形型の上に配置し、さらに該積層体および成形用副資材をラバーシートで覆い、該ラバーシートと賦形型との間の空間を密閉した後、該空間を真空吸引することにより、強化繊維基材積層体を賦形型のベース板と凸形状部の境界部分に達しないように賦形型に密着させて賦形し、賦形工程終了後、引き続きラバーシート内を真空吸引した状態において、マトリックス樹脂を密閉空間内に注入して強化繊維基材の積層体に含浸させることを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
表面平滑性に優れたハイブリッド複合材料とその成形方法。
【課題】平滑な表面あるいは複雑な形状・模様の意匠性表面を有する繊維強化プラスチック成形品を得るための、ハイブリッド複合材料を提供すること。
【解決手段】
コア層とその片面又は両面に積層配置された表層とからなるハイブリッド複合材料であって、コア層がマトリックス樹脂と繊維強化材とから形成されており、表層が熱可塑性樹脂のチョップドストランド・プリプレグから形成されている表面平滑性に優れたハイブリッド複合材料。チョップドストランド・プリプレグは、繊維体積含有率(Vf)が20〜50%、繊維軸方向の長さが15〜45mm、厚さが0.13mm以下のもので、繊維配向がランダムになるように積層されたものが好ましい。
(もっと読む)
複合材成形体及びその製造方法
【課題】連続繊維で形成された筒状の強化材で強化されるとともに、断面形状に凹部を有する新規な複合材成形体及びその製造方法を提供する。
【解決手段】複合材成形体11は、芯体12と、その周囲に設けられた筒状の繊維強化複合材13とで構成されている。繊維強化複合材13は、強化連続繊維で形成された強化材に樹脂が含浸、硬化されて形成され、軸方向と直交する断面形状が凹部14を有する部分を備えている。繊維配列工程において、形成すべき複合材成形体11の凹部14と対応する部分に連続繊維を変形後の断面形状に合わせた長さで凸部24aを形成するように配列可能な芯体20を使用する。芯体20の周囲に連続繊維を変形後の断面形状に合わせた長さで配列して筒状の一次構造体24を形成する。変形工程において、一次構造体24の凸部24aに対応する箇所を押圧して所定形状の凹部14を形成するように変形させる。
(もっと読む)
難燃性炭素繊維強化複合材料およびその製造方法
【課題】 本発明は、上記従来技術の課題に鑑み、優れた難燃性を有し、かつ燃焼時にハロゲン含有ガスを発することのない軽量で高剛性を有する炭素繊維強化複合材料板を厳密な条件設定を必要とせず容易に提供することにある。
【解決手段】 エポキシ樹脂を含むマトリックス樹脂[A]と炭素繊維[C]を含む厚さが0.3〜2.7mmの炭素繊維強化複合材料板であって、両表面の板厚の少なくとも18%の表面領域にリン原子濃度にして0.03〜12重量%のリン含有物質[B]を含み、かつ、前記表面部を除いた炭素繊維強化複合材料板の中央領域におけるリン原子濃度の平均が、前記表面領域のリン原子濃度より低いことを特徴とする炭素繊維強化複合材料板。
(もっと読む)
複合材を用いた構造部材の成形方法及び複合材料を用いた構造部材
【課題】他部材との接合面に凹凸面を形成する場合であっても、背中合わせの接合時にしわ発生の原因となる隙間を形成することがない複合材を用いた構造部材の成形方法を提供すること。
【解決手段】シート状複合材料31を積層してなる平板状のプリプレグ30からコ字状断面に成形され、凹凸を設けたフランジ面と平坦なウェブ面とを備えている複合材を用いた構造部材の成形方法において、複合材料30が、シート状複合材料31を最小厚さt1に積層して平板状のベース素材32を得るベース素材積層工程の後、成形後にフランジ面の凸部となる位置に限定してベース素材32にシート状複合材料31を所望の厚さまで積層する凸部積層工程を実施して積層される。
(もっと読む)
樹脂含浸装置及び繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸して繊維強化複合材料を成形するための樹脂含浸装置及び繊維強化複合材料成形装置において、樹脂含浸用ローラに付着した繊維屑を除去することである。
【解決手段】樹脂16を溜める樹脂槽12と、樹脂槽12に溜められた樹脂16に一部が浸漬し、回転により樹脂槽12から樹脂16を表面に付着させて汲み上げる樹脂含浸用ローラ18とを有し、この樹脂含浸用ローラ18の表面に繊維14を接触させることにより、樹脂16を繊維14に含浸して繊維強化複合材料を成形するための樹脂含浸装置10であって、樹脂含浸用ローラ18に先端が当接するようにして配置され、樹脂含浸用ローラ18に付着した樹脂を含む繊維屑を樹脂含浸用ローラ18の表面から除去する除去部材24と、除去部材24に取り付けられ、繊維屑を含む樹脂から繊維屑を分離するフィルタ28を有する。繊維強化複合材料成形装置は、上記の樹脂含浸装置10を備える。
(もっと読む)
遠心分離機用ローターの一体成形方法
【課題】
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】本発明に係る繊維強化複合材料成形装置10は、炭素繊維等の繊維に、エポキシ樹脂等の樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置であり、樹脂含浸装置22が、樹脂が付着した繊維36を、所定の幅を有する間隙に通して樹脂の含浸量を調整する樹脂含浸量調整手段と、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する樹脂量計測手段とを有し、計測した樹脂量から樹脂の含浸不足を検知する。また、本発明に係る繊維強化複合材料成形装置10は、流量計により、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する手段を有している。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸して繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、樹脂含浸装置22は、樹脂を繊維14に付着させる樹脂付着用ローラ26と、樹脂付着用ローラと所定の幅を有する間隙を設けて配置され、樹脂が付着した繊維34を間隙に通して樹脂含浸量を調整する樹脂含浸量調整用ローラ36と、樹脂含浸量調整用ローラに付着され、樹脂付着用ローラから除かれた余分な樹脂の樹脂量を計測する膜厚検出装置38等の樹脂量計測手段と、樹脂含浸量調整用ローラに付着した樹脂を除去するヘラ40等の樹脂除去手段とを備え、樹脂含浸量調整用ローラの回転方向に対して、間隙と、樹脂量計測手段と、樹脂除去手段とが順に位置する。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
プロペラシャフトおよびその製造方法
【課題】小径のシャフトであっても共振周波数特性が高くて(曲げ剛性の高い)かつ、所定の捩り強度、円環剛性を確保し、さらに価格の高騰を抑えたプロペラシャフトおよびその製造方法を提供することにある。
【解決手段】内径が50〜100mmで、筒軸方向に対して5°〜60°の螺旋巻の層と筒軸方向に対して75°〜90°の周方向巻の層を有し、少なくとも引張弾性率400〜900Gpaの強化繊維を含み、中央部の厚みが1.5〜5mmであるFRP筒体に継手要素が結合されてなることを特徴とするプロペラシャフト。
(もっと読む)
プロペラシャフト
【課題】
本発明は、耐熱性に優れ、150℃を超える温度下で使用しても力学的物性の低下が極めて少ないプロペラシャフトを提供せんとするものである。
【解決手段】
本発明のプロペラシャフトは、本体筒と、この本体筒の両端部に装着された継手とを有するプロペラシャフトにおいて、前記本体筒が、熱硬化性樹脂を補強繊維で強化してなる繊維強化プラスチックからなり、かつ、該繊維強化プラスチックの25℃環境下での静的ねじり強度をT1、150℃環境下での静的ねじり強度をT2としたとき、T2/T1≧0.83であることを特徴とするものである。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、専用の装置を用いることなく、樹脂含浸繊維の張力の測定を可能とすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。ここで、アイクチ案内部18は、さらに、樹脂含浸繊維32に張力を与える張力ローラが受ける反力を検出する機能を有する。検出された反力は樹脂含浸繊維32の張力に相当する。
(もっと読む)
中空又は中実のFRP製成形品の成形方法
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維への樹脂含浸量の過不足を適切に判断できるようにすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16には繊維が接触したローラ上の位置でローラ上残存樹脂量を測定する接触後樹脂量測定器と、ローラに繊維が接触する前のローラ上含浸前樹脂量を測定する接触前樹脂量測定器とが配置され、これらの測定結果から繊維への樹脂含浸量の過不足が判断される。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、製品成形の工程に支障を与えることなく、製品成形と平行して樹脂含浸繊維における繊維と樹脂の割合を管理することである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維に樹脂を含浸させ、樹脂含浸繊維として供給するレジンバス16と、樹脂含浸繊維を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。クリールスタンド14には、巻付用カーボン繊維30とは別個に工程管理用のダミー繊維34が用意され、ダミー繊維34は巻付用カーボン繊維30と同じ工程を経てVf測定器28に供給される。Vf測定器28において測定された繊維と樹脂の割合のデータは制御部40に送られ製品成形中の工程制御に利用される。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維に樹脂が適切に含浸されたか否かの判断を迅速に行うことである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16とアイクチ案内部18との間に、レジンバス16から進んできた繊維の温度を測定する非接触型の樹脂含浸繊維温度計28が設けられ、レジンバス16において温度調整された樹脂の温度に基いて設定される管理限界の範囲と、測定された繊維の温度とが比較される。
(もっと読む)
481 - 500 / 610
[ Back to top ]