
Fターム[4F205HC17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 炭素繊維 (610)
Fターム[4F205HC17]に分類される特許
401 - 420 / 610
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
構造部品の製造方法
本発明は、特に航空宇宙分野における構造部品を製造する方法を提供する。第1の硬化温度で硬化可能な複合繊維材料から所定形状の未硬化プリプレグ構造体(6)を形成する。次に、未硬化プリプレグ構造体(6)を、第1の硬化温度よりも低い第2の硬化温度で部分的に硬化された複合繊維材料からなる少なくとも一つの保持部(12,13)に接合して、未硬化プリプレグ構造体(6)を所定形状に保持する。更なる方法工程において、少なくとも一つの保持部(12,13)に接合された未硬化プリプレグ構造体(6)を第1の硬化温度で硬化して構造部品を形成する。本発明の基本思想は、寸法的に不安定なプリプレグ構造体を保持するのにこれまで用いられてきた特別なスチールからなる高価な治具の代わりに、プリプレグ構造体(6)よりも低い硬化温度を有する複合繊維材料からなる少なくとも一つの保持部(12,13)を用いることにより、低コストの治具での製造を可能とすることである。 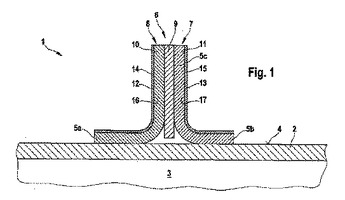 (もっと読む)
(もっと読む)
繊維強化プラスチック製シャフトの製造装置、およびトルク伝達軸

【課題】接着剤を介して繊維強化プラスチック製シャフトと金属継ぎ手要素を接合した場合でも、大きなトルクが作用したときに接合部が滑らない表面多角形構造を有するとともに、製造が簡単で、コストの低いトルク伝達軸、および、それに用いられる繊維強化プラスチック製シャフトの製造装置を提供するものである。
【解決手段】連続的に引き出された強化繊維に含浸させる樹脂を貯蔵した樹脂含浸バスと、樹脂を含浸させた強化繊維を軸方向に対し所定の角度で巻き付けることができるように構成されたマンドレルとを有する繊維強化プラスチック製シャフトの製造装置であって、前記マンドレルの両端部には前記樹脂を含浸させた強化繊維を係止するための繊維折り返し治具を有し、前記繊維折り返し治具の係止部が前記マンドレルの径方向に突出した7〜15本の針形状の部材で構成されている繊維強化プラスチック製シャフトの製造装置。
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
【課題】複合パネルを用いた航空機胴体のセクションを提供する。
【解決手段】軸周りに360°延在する連続的な表面を形成する複数の単方向の繊維を有する外板220と、この外板220の内表面に結合する第1のフランジ部231と、外板220から離れて内側に突出する第1の突起部とを有する第1のスティフナ230と、外板220の内表面に結合する第2のフランジ部分231と、外板220から離れて内側に突出する第2の突起部とを有する第2のスティフナ230とを備える。
(もっと読む)
繊維束及びその接合方法、並びに、FRP成形体の製造方法
【課題】フィラメントワインディング法によるFRP成形体の製造方法において、繊維束の巻き付け易さを損なわないように繊維束を接合する。
【解決手段】繊維束を回転部材に巻き付けるフィラメントワインディング法において用いられる繊維束の接合方法であって、繊維束f1の後端部と、繊維束f5の先端部とを重ねる工程(a)と、繊維束f1と繊維束f5との重なり部分1を縫合する工程(b)とを含む。
(もっと読む)
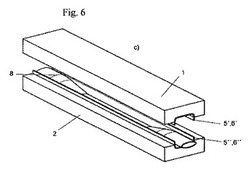
段階状の断面厚さを有する複合材の連続成形方法
【課題】プリプレグ成形品の厚さ寸法を変化させることができる連続成形方法を提供する。
【解決手段】炭素繊維などのプリプレグの積層体20の両面にそれぞれ例えば3プライのプリプレグ31,32,33の端面位置を変えて積層し、それぞれのプリプレグ31,32,33に連続してプリプレグピールプライ41,42,43を配置した成形素材10を用意する。この成形素材10をシート状として連続してホットプレスに送り込んで成形し、アフターキュア炉で所定時間加熱して熱硬化させる。成形後にプリプレグピールプライ40を剥離・除去することにより断面厚さ寸法が変化する製品を得ることができる。
(もっと読む)
FRP管状体
【課題】FRP製ロボットハンドの曲げ剛性向上と機械加工性の向上との両立を可能とするFRP管状体を提供する。
【解決手段】繊維強化プラスチックからなる管状体において、外表面が、管軸方向に対し−5〜+5°の範囲内で一方向に引き揃えられた炭素繊維を強化繊維とするCFRP層[A]と、織物および/または不織布を強化繊維として厚みが0.01〜0.2mmの範囲内のFRP層[B]とからなり、外表面の全面積に占める[A]の面積が30〜98%の範囲内であり、かつ管状体を形成するFRPの厚み方向への貫通穴の外周がFRP層[B]に接していることを特徴とするFRP管状体。
(もっと読む)
炭素繊維強化プラスチック製支持バーおよびその成形方法
【課題】
炭素繊維強化プラスチック製支持バーは、軽量で高剛性という優れた性能を持つが、成形後の加工性という点においては、金属素材に対して優れているとは言えない。特に切断や穿孔などの機械加工性については、割れや欠けなどの現象が生じやすく、不良品を生じる原因となっていた。
本発明は、上記従来技術の背景に鑑み、炭素繊維強化プラスチックの持つ軽量、高剛性という優れた特性を維持しつつ、機械加工性の悪さを改善し、加工時に不良を起こすことのない炭素繊維強化プラスチック製支持バーを提供せんとするものである。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である炭素繊維強化プラスチックの表面に、破断伸度が3〜20%である繊維を強化材とした繊維強化プラスチックが配されていることを特徴とする繊維強化プラスチック製支持バー。
(もっと読む)
中空引抜成形品の製造方法
【課題】中子治具を検討することにより均等な肉厚製品を得、高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を提供する。
【解決手段】複数本の繊維系に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型1が、成形品の外形を形成する外型2と、冷却媒体が通過可能な中空部分を有する中子治具3とからなり、該中子治具3を外型2温度よりも低温にして成形を行う中空引抜成形品の製造方法。
(もっと読む)
誘導補助的な製造法
繊維複合材料からの成形体の製造法に際して、ストリップ状の、強化繊維および熱硬化性樹脂または熱可塑性樹脂を有する出発材料(1)を連続的に前方に押し出すかまたは前方に引き抜く。流入する出発材料(1)を、通過する樹脂に交流磁場を導入することによって加熱する。そのために出発材料(1)の樹脂を、交流磁場にカップリングする超常磁性粒子と混合する。加熱された出発材料(1)を、継続して成形体に形作り;かつ該樹脂を成形体中で硬化する。 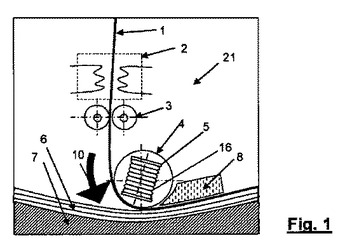 (もっと読む)
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 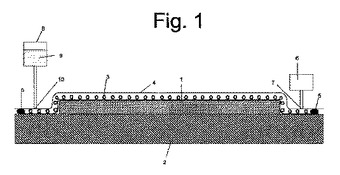 (もっと読む)
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
【課題】航空機胴体のセクションを製造する方法を提供する。
【解決手段】複数の複合スティフナ230を形成するステップと、複数の繊維トウを備えた硬化されていない複合外板220を形成するステップと、複合外板220を複合スティフナ230に取り付けるために複合スティフナ230および複合外板220を共に硬化するステップとを含む。
(もっと読む)
中空構造体
【課題】複雑な中子や型を用いずに、多様な断面構造の中空構造体を形成することを目的とする。
【解決手段】3個の中空長尺状のCFRP素材24、26、28を組合わせて相互に結合することにより、中空構造体10を形成する。各CFRP素材24、26、28の長手方向から見た断面形状を三角形状とし、CFRP素材24とCFRP素材26、CFRP素材26とCFRP素材28を、共有する辺で結合する。
(もっと読む)
繊維強化複合材料、繊維強化複合材料の成形方法、一対のプリプレグ及び一対のプリプレグ製造方法
【課題】繊維強化複合材料及び繊維強化複合材料の成形方法において、成形コストをより低減することである。
【解決手段】繊維束に樹脂を含浸した一方のプリプレグ28における端30と、繊維束に樹脂を含浸した他方のプリプレグ32における端34とを連結し、長尺プリプレグ40として成形される繊維強化複合材料であって、一方のプリプレグ28における端30と、他方のプリプレグ32における端34との連結部42は、一方のプリプレグ28における端30に、突起36が形成され、他方のプリプレグ32における端34に、一方のプリプレグ28における端30に形成された突起36を嵌め込む嵌め込み溝38が形成され、一方のプリプレグ28における端30に形成された突起36を、他方のプリプレグ32における端34に形成された嵌め込み溝38に嵌め込んで連結される。
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法
【課題】固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法を提供する。
【解決手段】本方法は、第1のエンドプレート及び第2のエンドプレートを含みかつその周りに形成された複合材構造体を有する複合材構造体形成ツールを準備する段階と、少なくとも1つのバリヤ繊維プライを複合材構造体形成ツールの第1のエンドプレートに隣接して複合材構造体の周りに施工する段階と、少なくとも1つの繊維トウをバリヤ繊維の周りに巻き付ける段階とを含む。
(もっと読む)
複合リングの製造方法および装置
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
航空機用の複合翼スラット
航空機の翼スラットは、レイアップおよび減圧バッグ技術を用いて複合材料から形成される。スラットのレイアップは、上側複合外板と下側複合外板との間に挟まれた中心ハニカムコアと、予備硬化された桁と、予備硬化された補強材とを含む。レイアップが硬化され、レイアップ用鋳型から取出された後、前縁補強リブと予備形成された複合機首外板とが装着され、スラットが完成される。 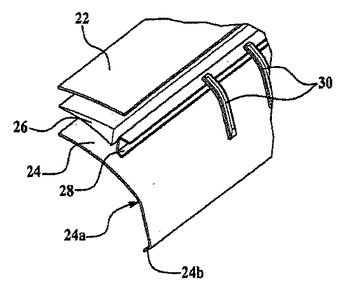 (もっと読む)
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維強化複合材料成形装置において、一方の繊維束における端部と、他方の繊維束における端部とを重ね合わせて接合された長尺繊維束を、より均一に積層して繊維強化複合材料を成形することである。
【解決手段】成形中の繊維束14における端部と、新品の繊維束44における端部とを重ね合わせて、重ね合わせた繊維を絡ませて接合し、長尺繊維束48として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との接合部46は、成形中の繊維束14における端部と、新品の繊維束44における端部とから、各々端部の繊維量に対して所定量の繊維を切断し、所定量の繊維が切断された各々端部を重ね合わせて、重ね合わせた繊維を気体流で絡ませて形成される。そして、各々端部の繊維量に対して2分の1の繊維を切断することが好ましい。
(もっと読む)
401 - 420 / 610
[ Back to top ]