
Fターム[4F205HC17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 炭素繊維 (610)
Fターム[4F205HC17]に分類される特許
541 - 560 / 610
中空繊維強化構造部材を製造するための方法
本発明は、中空繊維強化構造部材を製造するための方法であって、第1円形ブレード層を形成する段階と、第1ブレード層の表面に対してたて繊維及びよこ繊維を有する少なくとも1つの織物を備える平らな強化された本体を位置付ける段階と、第1ブレード層及び強化された本体の周りに第2ブレード層を供給する段階と、型内で第1ブレード層、強化された本体、及び第2ブレード層の組合せを位置付ける段階と、組合せに樹脂を含浸させる段階と、樹脂と含浸された組合せを型から取り除く段階と、を備える方法を提供する。 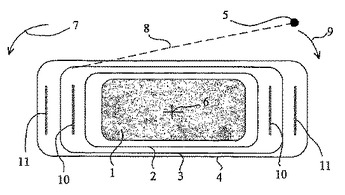 (もっと読む)
(もっと読む)
高圧タンク及びその製造装置並びに高圧タンクの製造方法
【課題】大型の高圧タンクを低コストで製造可能とした高圧タンク、及びその製造装置、並びに高圧タンクの製造方法を提供する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
(もっと読む)
管状体

【課題】ゴルフクラブシャフト等の管状体を金属/繊維強化樹脂複合材料から構成する場合に、金属層と繊維強化樹脂層との接着性を向上し、実用化可能な管状体を提供する。
【解決手段】金属層と繊維強化樹脂層が中間樹脂層を介して接着一体化された金属/繊維強化樹脂複合材料から構成された管状体であって、中間樹脂層が、平均粒径3〜10μmの熱可塑性樹脂の粒子およびイミダゾールシラン化合物を含有していることを特徴とする、ゴルフクラブシャフト等の管状体。
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
ローラゲートのFRP製主ローラ軸押え板・主ローラ軸・主ローラ軸支持板・主ローラ・サイドローラ・サイドローラ軸・サイドローラ軸支持板及びその製造方法
【課題】 ローラゲートのFRP製部品において、高い応力のかかる部品にもハンドレイアップ法によるFRP成形体を使用してローラゲートの軽量化・低コスト化を一層推し進めること。
【解決手段】 FRP製主ローラ3は回転しないFRP製主ローラ軸4に対して回転自在に取付けられており、FRP製縦桁材13にボルト固定された2枚のFRP製主ローラ軸支持板5によって水平に支持され、FRP製主ローラ軸4の他端には回転を防ぐためのFRP製主ローラ軸押え板6が、他端に設けられた切り込みに嵌め込まれて固定されている。主ローラ軸支持板5、主ローラ軸押え板6、スキンプレート7、ゴム押え板8、サイドローラ10、サイドローラ軸10a、サイドローラ軸支持板11、縦桁材13、横桁材14、ガセットプレート15は、GFRP成形体であり、主ローラ3及び主ローラ軸4のみは、より高い応力が掛かるため、CFRP成形体である。
(もっと読む)
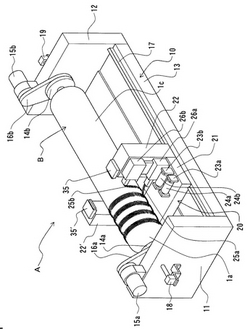
フィラメントワインディング装置、該装置を用いて成形された成形品、及び、成形品の成形方法
【課題】成形品に凹状部を一体成形することが可能なフィラメントワインディング装置を提供する。
【解決手段】フィラメントワインディング装置1は、回転するマンドレル10にクリール80から樹脂槽90を経て供給された複合材料100を巻き付けて成形品を成形する装置であり、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の内側押圧部を有する内側押圧装置と、成形すべき凹状部の形状に対応した形状を持ち、マンドレル10の径方向に沿って移動可能な第1の外側押圧部を有する外側押圧装置40と、をさらに備え、内側押圧装置は、マンドレル10の外周面に形成された開口部13を介して、第1の内側押圧部を外部に露出させるように、マンドレル10の内部に設けられ、外側押圧装置40は、第1の外側押圧部を第1の内側押圧部に対向させるように、マンドレル10の外部に設けられている。
(もっと読む)
繊維強化プラスチック長尺シートおよびその製造方法
【課題】
補強繊維と熱硬化性樹脂を含むシートであって、厚さ精度の高い繊維強化プラスチック長尺シートを提供すること。
【解決手段】
補強繊維と熱硬化性樹脂を含むシートを、該シートの両表面を一対のベルトで挟んだ状態で、加熱装置およびスリットを有するダイスに連続的に引き込みながら加熱成形することを特徴とする繊維強化プラスチック長尺シートの製造方法であり、長手方向の厚さの標準偏差が1.0〜3.5μmの繊維強化プラスチック長尺シートを得ることができる。
(もっと読む)
難燃性ハイブリッド複合材料及びそれを用いた容器とその成形方法
【課題】高い難燃性を示すハイブリッド複合材料、及びそれを用いた難燃性に優れた容器、更には、その安価な成形方法を提供すること。
【解決手段】一方向配列炭素繊維のプリプレグと、これの片面又は両面に積層配置されたガラス繊維クロスのプリプレグとからなる難燃性ハイブリッド複合材料であり、容器の外表面にガラス繊維クロスのプリプレグが配置され、内表面に一方向配列炭素繊維のプリプレグ又はガラス繊維クロスのプリプレグが配置された構成にすることによって、難燃性に優れ、機械的特性にも秀でた容器が得られる。かかる容器は、例えば、容器の外表面を形成する主型に沿ってガラス繊維クロスのプリプレグを敷設し、このプリプレグ上に一方向配列炭素繊維のプリプレグを重ねて配置し、その後、前記主型内部に容器の内表面を形成する入子を挿入・配置して、加熱成形することによって成形することができる。
(もっと読む)
湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置
【課題】湾曲した形状の強化繊維プラスチック成形品であっても曲げる工程を得なくて成形できる湾曲した強化繊維プラスチック、および生産性の向上と意匠性の向上を図ることのできる上記湾曲した強化繊維プラスチックのプリフォームの製造方法、ならびにプリフォームの製造装置を提供する。
【解決手段】強化繊維基材とマトリックス樹脂からなる軸心が湾曲した筒状の強化繊維プラスチックであり、強化繊維基材が前記軸心周りに少なくても1周以上巻かれており、前記強化繊維基材をなす強化繊維が軸心の両端部を結ぶ弦に直交する方向に実質的に並行に配置されていることを特徴とする強化繊維プラスチック。
(もっと読む)
複合材料管の製造
繊維強化複合材料から形成される管を製造するための装置において、内部のマンドレル空洞(5)と、繊維強化材料(9)により巻き付けられて、複合材料の積層体(10)を形成する外表面(7)とを有する細長状中空マンドレル(3)と、異なる温度の伝熱流体がマンドレル空洞(5)を通って循環し、温度が上昇した流体が循環する場合、熱が複合材料の積層体を硬化あるいは形成するために、流体から複合材料の積層体に向けてマンドレル(3)を通って伝わることを可能にするための流体流れ手段(11)と、を備えている。 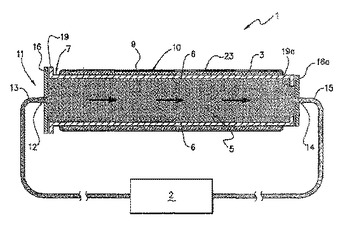 (もっと読む)
(もっと読む)
FRPハニカム構造体およびその製造方法
【課題】各種の基礎構造物のための構造体であって、軽量化を図りつつ剛性並びに圧縮強度のある基礎構造材としてのFRPハニカム構造体を提供すること。
【解決手段】横断面が同一形状でなる複数個のFRPコアユニットCUを、該各FRPコアユニットにおける各外側面11を突き合わせ状に集合して、樹脂材により硬化処理してなるFRPハニカム構造体であり、且つ、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなるFRPハニカム構造体の製造方法である。
(もっと読む)
プリフォームの製造方法および製造装置
【課題】RTM用の基材を用いた強化繊維積層体から3次元の繊維構造体(プリフォーム)を連続的に製造するプリフォームの製造方法、製造装置、およびそれらから得られるプリフォームならびにFRPを提供する。
【解決手段】配列した強化繊維糸条を含む強化繊維基材を複数枚積層一体化した強化繊維積層体であって、該強化繊維基材の層間に熱可塑性樹脂を主成分とする樹脂材料を有し、かつ、上記強化繊維積層体全体を厚み方向に少なくとも複数枚一体化した強化繊維積層体を用いて強化繊維構造体を一体化する製造方法において、少なくとも下記の工程(A)〜(C)を含むことを特徴とするプリフォームの製造方法。
(A)強化繊維積層体の表面に突起物を一体化させた凸型強化繊維構造体を形成する一次一体化工程、
(B)一体化してなる凸型強化繊維構造体の突起物を基に、凹部に位置決めする位置決め工程、
(C)位置決めした凸型強化繊維構造体を一体化する二次一体化工程。
(もっと読む)
圧力容器
【課題】平坦なまたはほぼ平坦な蓋を有し繊維強化プラスチックからなる圧力容器を提供する。
【解決手段】少なくとも1つの方向へ圧力容器を貫通し軸線方向へ配向され、内部スペース内に均一に分布され、内圧に起因する力の大半を受容する複数の補強構造体を備える。 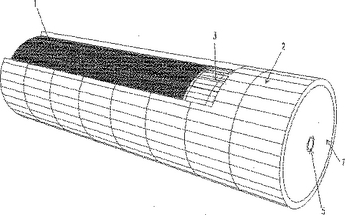 (もっと読む)
(もっと読む)
釣り竿用竿体及びその製作方法
【課題】 合わせ部に対する製作上の負担を軽減しながら、固着状態を回避できる。
【解決手段】 プリプレグ2をマンドレル3に巻回するとともに、マンドレル3に巻回したプリプレグ5の上から、細幅のプリプレグテープ9を巻回して竿素材10を形成する。竿素材10に相手側竿体1の対応する面に圧接して圧接状態を保持する合わせ部を形成すべく、竿素材10の合わせ部相当位置に複数の弾性材製の接触チップ材11を配置する。接触チップ材11を配置した竿素材10に熱収縮テープ12を巻回し、その巻回した熱収縮テープ12を施した合わせ部に相手側竿体1の合わせ部に相当する型材13を被着し、その型材13を被着した状態で焼成する。
(もっと読む)
プリプレグシートの自動積層装置
【課題】 強化繊維に予め樹脂が含浸されたプリプレグシートを複数層積層してFRP積層体を製造する際に、装置を大型にする必要もなく、しかも自動的に任意の層数自動的に積層することが可能なプリプレグシートの自動積層装置を提供することである。
【解決手段】 プリプレグシートを、基材の上に所定の押圧力を付加しながら予め定められる所定の層数連続的に往復しながら積層する構成とした。
(もっと読む)
FRP複合物を製造する方法
【課題】重トウ繊維を含む、低コストのFRP複合物を生成するプロセス、およびこれらの一様な含浸および効率的な結合方法を提供すること。
【解決手段】本発明による繊維強化プラスチック(FRP)複合物を製造する方法は、重トウ繊維に低粘度樹脂を含浸させるステップを含む。この方法は、レーストラッキングを排除し、安価で良好な性能のFRP複合物が得られる。
(もっと読む)
エポキシ樹脂組成物およびプリプレグならびにこれを用いた炭素繊維強化複合材料製管状体
【課題】フィーリングに優れた釣竿、ゴルフ用シャフトを与え、同時に良好な力学特性を備えたマトリックス樹脂となる炭素繊維強化複合材料用エポキシ樹脂組成物、およびこれを用いたプリプレグ、さらにこれを用いて得られる各種特性に優れた炭素繊維強化複合材料製管状体を提供すること。
【解決手段】エポキシ樹脂および硬化剤を含むエポキシ樹脂組成物であって、100℃〜140℃で硬化させたときのガラス転移温度Tgが100℃以上であり、100℃で2時間硬化させた樹脂硬化物の曲げ弾性率E(100℃)と、140℃で2時間硬化させた樹脂硬化物の曲げ弾性率E(140℃)が下記式(1)を満たすことを特徴とするエポキシ樹脂組成物。
E(100℃)−E(140℃)≧0.3[GPa] ・・・(1)
(もっと読む)
繊維強化圧力容器
【課題】
肩部の耐衝撃性を向上させ、かつボス部に口金を介して装着されるバルブやプラグ等を保護する機能を有した繊維強化圧力容器を提供する。
【解決手段】
胴体部1a、その両端に連続するドーム部1b、およびドーム部1bの先端に連続するボス部1cからなるとともにガスバリア性を有する圧力容器本体1と、圧力容器本体1の外側を覆う繊維強化プラスチック層5とにより構成される繊維強化圧力容器10であって、繊維強化プラスチック層5は、胴体部1aをその形状に沿って直接被覆するとともに、ドーム部1b、ボス部1c、およびボス部1cに口金2を介して装着されるバルブ3および/またはプラグ4を、胴体部1aとドーム部1bとの境界部から両端に向かって先細りしつつ空間6、7をあけて被覆しており、先細りの部分5b、5cにおける断面積の変化率は、ドーム部1bにおける断面積変化率よりも小さいことを特徴とする。
(もっと読む)
FRP成形体の成形方法及びFRP製品並びに角落しを含む水路・河川・湖沼・海岸用FRP製品またはそのFRP製部品、並びにFRP製歩道橋またはそのFRP製部品、及び管理橋または歩道橋のFRP製踏み板
【課題】ハンドレイアップ法において、成形圧力・成形温度を高めるとともに成形速度を速めることで、FRP成形体強度の向上と成形時間の短縮を図ること。
【解決手段】型を準備して(S1〜S4)ハンドレイアップ法の工程を実施する。ガラスクロスを型内に敷いて(S5)不飽和ポリエステル樹脂・硬化剤・硬化促進剤を流し込み、作業者が塗布ロールで表面をならし(S6)、ガラスマットを積層体の上に敷いて(S7)不飽和ポリエステル樹脂及び硬化促進剤を流し込み、作業者が塗布ロールで表面をならす積層を約5分で行い(S8)、積層体が所定の厚さになるまで繰り返し約1時間で完了する。積層体の上に電気ヒータを備えたプレス機を置いて、約140℃に加熱しながらプレス機によって約0.7kgf/cm2で加圧する(S9)。積層体の内部の空気が押し出されて密な構造となり、高温で加熱されることによってより強度の高いFRP成形体となる。
(もっと読む)
Z軸繊維の頂部端部および底部端部を、複合積層体の頂部表面および底部表面それぞれに締め付ける方法
【課題】ポリマーマトリクス複合体の外表皮および発泡体、エンドグレインバルサ材、またはハニカムのいずれかである内部コアで形成されるサンドイッチ構造として知られている、複合積層構造体の改良することであって、より具体的には、複合積層体を通してポリマーマトリクス複合表皮の平面に垂直な何らかのタイプのZ軸繊維強化をさらに有する、これらのサンドイッチ構造を提供すること。
【解決手段】複合積層構造体であって、第1の表皮;第2の表皮;および該第1の表皮から該第2の表皮へと延びるZ軸方向繊維の複数の群であって、該第1の表皮および該第2の表皮で終止しかつそれらの表皮に組み込まれている対向した末端部を有する、Z軸方向繊維の複数の群を備える、複合積層構造体。
(もっと読む)
541 - 560 / 610
[ Back to top ]