
Fターム[4F205HC17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形用繊維補強材 (2,265) | 繊維補強材の材質 (1,296) | 無機繊維(←ウィスカー) (1,016) | 炭素繊維 (610)
Fターム[4F205HC17]に分類される特許
581 - 600 / 610
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム

【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法

【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
FRP筒体およびその製造方法
【課題】各ヘリカル巻層の形状を安定化させ、繊維束境界に発生するボイドを消滅させることによって、目標とする強度特性を正確にかつ安定的に発現することができるFRP筒体、およびその製造方法を提供する。
【解決手段】筒軸方向に往復動されながらヘリカル巻された、連続繊維からなる強化繊維で強化された樹脂からなるFRP筒体において、筒体径方向に積層された各ヘリカル巻層の強化繊維束の筒体周方向における位相が、各強化繊維束の幅方向端部位置が同位相もしくは同位相周辺になることを避けるように、互いにずらされていることを特徴とするFRP筒体、およびその製造方法。
(もっと読む)
FRP筒体およびその製造方法
【課題】周方向巻補強層の形状を安定化させることによって周方向巻補強層と螺旋巻層の境界に発生するボイドを消滅させ、また、不必要な厚肉化を避けて重量および材料費を削減できる、FRP筒体およびその製造方法を提供する。
【解決手段】強化繊維の螺旋巻層を含み筒軸方向に延在する本体筒部と、該本体筒部の筒軸方向端部内周面側に設けられ、筒軸方向に対して±80〜90度の範囲内の巻角度の強化繊維の周方向巻層を含む補強部とを有するFRP筒体において、補強部が、径方向内側に位置する強化繊維の第1周方向巻層を含む第1補強部とその外側に位置し強化繊維の第2周方向巻層を含む第2補強部とからFRP筒体、およびその製造方法。
(もっと読む)
強化繊維基材、繊維強化プラスチック部材および繊維強化プラスチック部材の製造方法
【課題】
軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を提供する。また、軽量であり、強度や弾性率などの機械特性が優れ、なおかつ、平滑な表面を有する繊維強化プラスチック部材を容易に製造可能な強化繊維基材、および繊維強化プラスチックの製造方法を提供する。
【解決手段】
次の構成要素[A]、[B]、[C]を含み、構成要素[A]の少なくとも片面に構成要素[B]を介して、構成要素[C]が配設されていることを特徴とする繊維強化プラスチック部材。
[A]繊維強化プラスチック
[B]引張弾性率が0.1〜500MPaである低弾性率表面層
[C]引張弾性率が1000〜30000MPaである高弾性率表面層
(もっと読む)
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
引抜成形により得られる複合管とその製造方法
発明の対象は次の段階の連続、すなわち、牽引応力を支持する1方向、0度の布あるいは繊維が含まれる駆動層1の引抜成形による設置、第1層1上に+5度と+60度あるいはー5度とー60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2の引抜成形による設置、層2上に該層2と必ず符合が反対であるー5度とー60度の間あるいは+5度と+60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2'の引抜成形による設置、そして、該層2'上に1方向の層3の0度の角度での引抜成形による設置ならびに全体のその後の重合化からなることを特徴とする樹脂の事前浸透あるいは樹脂の直接浸透による糸の層の重ね合わせによる引抜成形での複合材料管の製造方法である。
本発明には得られる管もまた含まれる。
(もっと読む)
圧力容器
【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
複合材料からなる管状部材及びその製造方法
【課題】 高い機械的特性を保持しながら識別可能な表面彩色を有すると共に、表面の高い摺動性(slidability)を有した、複合材料からなる管状部材およびその製造方法を提供する。
【解決手段】 繊維が所定方向に沿って存在するように重ね合わされて配列され、重合型母材中に含浸されている構造繊維の複数の層(2)を有しており、所定量の少なくとも1種類の顔料が最外側層(2a)の重合体母材中で、実質的に最外側表面に近接する部分にのみに与えられている、複合材料からなる管状部材(1)。
(もっと読む)
ジグザグ形状の繊維強化樹脂成形品及びその製造法
【課題】引抜き成形によってジグザグ形状の繊維強化樹脂成形品を製造し、得られた成形品を用いた複合補強部材を得る。
【解決手段】強化繊維束に熱硬化性樹脂を含浸させ、賦形ノズルを通して引抜き、硬化域に引抜き方向に沿って複数本のピンを所定間隔を置いて2列に整列させ、該2列のピンが相互にジグザグとなるように配列して2列のピンを移動させ、賦形ノズルを2列のピンと相対的に引抜き方向に直交する方向に往復動させて強化繊維束を含む熱硬化性樹脂を2列のピンに交互に掛けて硬化させてジグザグ形状の引抜き成形体を製造する。
(もっと読む)
高性能構造形状体を製造するための連続的プルトルージョン法
本発明は、構造形状体を製造するための連続的プルトルージョン法において、a)1枚以上の織物シートに、(i)三又は四官能性エポキシ樹脂である少なくとも一種類のエポキシ樹脂、及び(ii)異なった反応性を有する少なくとも二種類の反応性基を含む硬化剤系、の組合せを含む樹脂組成物を含浸させ、b)前記含浸させた織物シートを熱に掛けて前記少なくとも一種類のエポキシ樹脂と前記硬化剤系とを部分的に反応させ、その結果前記樹脂組成物の粘度を増大し、そしてc)前記部分的に反応させた含浸樹脂組成物を、熱及び(又は)圧力を用いてゲル化する、連続的プルトルージョン法を与える。 (もっと読む)
繊維補強シート
【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
(もっと読む)
長繊維強化樹脂成形材料の製造方法およびその製造装置
【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
複合材料の製造方法
積層体を製造する方法は、次の工程からなる。(a)樹脂で処理された実質的に単一方向布地からパッチを成形すること、(b)そのパッチの向きを不規則配置すること、(c)複数のパッチを成形機の周りに層状に分布させること、(d)樹脂処理の活性化によってパッチ層を融合すること。  (もっと読む)
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム
航空機胴体の複合セクション、およびこのようなセクションを製造する方法およびシステムがここに開示される。本発明の一実施形態にしたがって構成された複合セクションは、外板および少なくとも第1および第2のスティフナ(730)を含む。外板は、軸周りに360°にわたって延在する連続的な表面を形成する複数の単方向繊維を含むことができる。第1のスティフナ(730)は、外板の内部表面に接合される第1のフランジ部分と、外板の内部表面から離れて内側に突出する第1の突起部とを含むことができる。第2のスティフナは、外板の内部表面に接合される第2のフランジ部分と、外板の内部表面から離れて内側に突出する第2の突起部とを含むことができる。本発明の一実施形態にしたがって胴体のセクションを製造する方法は、複数の未硬化のスティフナをマンドレルアセンブリ上に位置づけることを含む。方法は、複数の繊維トウをマンドレルアセンブリ上の複数の未硬化のスティフナの周囲に適用することをさらに含むことができる。  (もっと読む)
(もっと読む)
「高剛性複合材料管およびその製造方法」
本発明の目的は、第1材料の第1内管(10)の製作、複合材料で製作される等間隔で割り付けられた該第1管上への複数スぺーサーの配置(12)、これらスぺーサーの廻りの第2材料の少なくとも1本の第2管(14)の製作の段階が含まれ、第1および第2管の少なくともどちらかが繊維状コイルにより製作されることを特徴とする高剛性の管の加工方法である。本発明にはこうして得られる管もまた含まれる。 (もっと読む)
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。 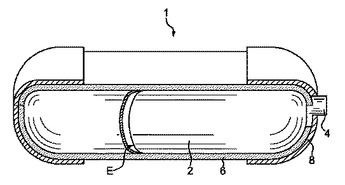 (もっと読む)
(もっと読む)
フレキシブルグラファイト材料の処理及びその方法
本発明は、2主表面を有するフレキシブルグラファイトシート(147)を製造するための方法であって、剥離グラファイトの粒子を圧縮してシートを形成し、樹脂組成物を前記シートに含浸させて樹脂含浸シートを形成し、前記樹脂含浸シートを硬化させ、その後、前記硬化させた樹脂含浸シートを処理して、前記シートの上又はその中に構造体を設ける工程を含む方法を提供する。 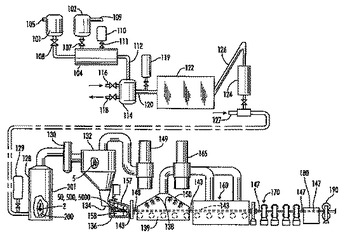 (もっと読む)
(もっと読む)
ロータブレードの編組翼桁とその製造方法
編組によるロータブレード翼桁は、翼桁の長手軸に対して平行に配置されない斜角編組繊維を有する3軸編組物を含む。ゼロ度繊維が軸に対して平行に設けられ、翼桁の上下面に位置するように配置される。斜角繊維は、ゼロ度繊維の周囲に編組される。編組翼桁の製造方法では、多軸編組機によって編組スリーブが乾いた状態でマンドレルに形成される。マンドレルに編組スリーブが形成された後、マンドレルがマッチドメタルモールドに配置され、樹脂が含浸され、硬化される。次に完成した編組翼桁からマンドレルが取り除かれる。
 (もっと読む)
(もっと読む)
581 - 600 / 610
[ Back to top ]