
FRPハニカム構造体およびその製造方法
【課題】各種の基礎構造物のための構造体であって、軽量化を図りつつ剛性並びに圧縮強度のある基礎構造材としてのFRPハニカム構造体を提供すること。
【解決手段】横断面が同一形状でなる複数個のFRPコアユニットCUを、該各FRPコアユニットにおける各外側面11を突き合わせ状に集合して、樹脂材により硬化処理してなるFRPハニカム構造体であり、且つ、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなるFRPハニカム構造体の製造方法である。
【解決手段】横断面が同一形状でなる複数個のFRPコアユニットCUを、該各FRPコアユニットにおける各外側面11を突き合わせ状に集合して、樹脂材により硬化処理してなるFRPハニカム構造体であり、且つ、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなるFRPハニカム構造体の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、炭素繊維等のFRP用繊維素材をブレイディング処理してなる繊維強化プラスチック(fiber reinforced plastics:以下、FRPという)製のハニカム構造体およびその製造方法に関するものである。
【背景技術】
【0002】
周知のように、複合材を適応する上で、軽量化を図りながら、剛性並びに圧縮強度を得るためにハニカム構造化したハニカム構造体が利用されている。従来のハニカム構造体としては、例えば、特許文献1に開示されているもののように、FRP板をサンドイッチ構造に構成したものが知られている。
【0003】
このような構造体におけるFRPは、炭素繊維あるいはガラス繊維などの繊維素材を種々のプラスチックのマトリックスでかためて成形した複合材料であり、軽量で且つ強度が高いという特性を有するFRP組成物構造材として開発されており、多産業分野において利用されてきている。このFRP組成物は、炭素繊維あるいはガラス繊維などの繊維素材をブレイダー装置にセットし、ブレイディング処理によってマンドレルのまわりに複数層の組織体として組成される。この複数層に組成されたFRP組織体によってプリフォームを成形する場合、当該FRP組織体に樹脂材を含浸ないしは付着させた後、加熱加圧処理によって硬化、成形を行う。その後、マンドレルを抜き取って、成形品を得ている。
【0004】
従来の例になるFRPハニカム構造体は、特許文献1における図1並びに図2に示されるもののように、FRP製の母材シート9を、ギヤ12およびラック13からなるコルゲート成形装置10に導入して波板11を形成し、この波板11と平板14とを交互に重ね合わせ状に接合してハニカム構造体に仕上げるというものであった。
【0005】
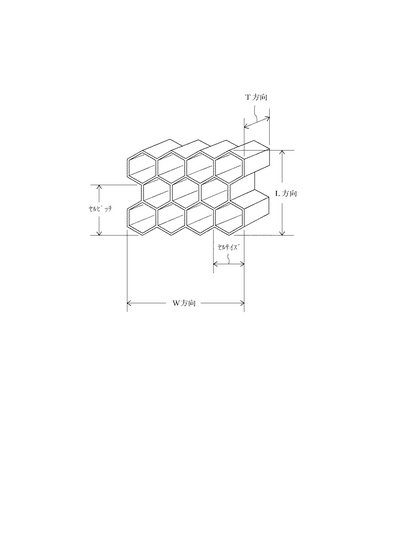
この重ね合わせ接合によるハニカム構造体の製造方法のものでは、母材シート9の幅寸法によって規定されるハニカム構造体における高さ寸法Tに設計上の制限があること、コアの素材が均一であり、面内での最適な設計ができないこと、ハニカムコアの多くが横断面正六角形形状であって、多様的でないことなど多くの問題点を有するものであった。
【0006】
【特許文献1】特開2000−52459号公報(要約、図1〜図3)
【発明の開示】
【発明が解決しようとする課題】
【0007】
そこで、この発明は、各種の基礎構造物のための構造体であって、軽量化を図りつつ、剛性並びに圧縮強度のある基礎構造材としてのFRPハニカム構造体を供するものであり、特に、当該ハニカム構造体における高さ方向Tの制限をなくして、ハニカム構造体における横断面面内に異なる構成要素のコアユニットを選択的に複合して、多様な設計に適応し得るようになしたFRPハニカム構造体およびその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
この発明は、上記する目的を達成するにあたって、具体的には、横断面が同一形状でなる複数個のFRPコアユニットを、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理してなることを特徴とするFRPハニカム構造体を構成するものである。
【0009】
さらに、この発明において請求項2に記載の発明は、請求項1に記載のFRPハニカム構造体であって、前記各FRPコアユニットが、それぞれ異なる構成要素を含むものからなり、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理することにより、横断面面内でのハイブリッド構造としたことを特徴とするものである。
【0010】
さらに、この発明において請求項3に記載の発明は、請求項1あるいは請求項2に記載のFRPハニカム構造体であって、前記各FRPコアユニットの横断面形状が、三角形、四角形、六角形あるいは八角形などの多角形形状のものであることを特徴とするものである。
【0011】
さらにまた、この発明において請求項4に記載の発明は、FRPハニカム構造体の製造方法に係るものであって、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなることを特徴とするものである。
【0012】
さらに、この発明において請求項5に記載の発明は、請求項4に記載のFRPハニカム構造体の製造方法であって、前記芯部材の横断面形状が、三角形形状、四角形形状、六角形形状あるいは八角形形状のものからなることを特徴とする。
【0013】
さらにまた、この発明において請求項6に記載の発明は、請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法であって、前記コアユニット成形工程が、組角度が±θ°の組糸と、0°の中央糸とを選択的に組み合わせて、ブレイダー装置によって、組成の芯部材となるマンドレル上に組物層を組成してなることを特徴とするものである。
【0014】
さらにまた、この発明において請求項7に記載の発明は、請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法であって、前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を芯部材のまわりに巻き付けて、樹脂材を含浸硬化して成形したものからなることを特徴とするものである。
【0015】
さらにまた、この発明において請求項8に記載の発明は、請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法であって、前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を所望の幅寸法にスリットして帯状体に形成し、この帯状体を前記芯部材の各外側面に重ね合わせて、樹脂材を含浸硬化して成形したものからなることを特徴とするものである。
【0016】
さらにまた、この発明において請求項9に記載の発明は、請求項4〜請求項8に記載のFRPハニカム構造体の製造方法であって、ブレイディング糸の種類、糸の量、糸の太さ、組物層の組織、樹脂の種類および樹脂の量などの異なる複数種類のコアユニットを予め準備しておき、これらを集合して樹脂材処理することによりハニカム構造体を成形するようにしたことを特徴とするものである。
【0017】
さらにまた、この発明において請求項10に記載の発明は、請求項4〜請求項9に記載のFRPハニカム構造体の製造方法であって、前記ハニカム構造体成形工程が、コアユニットの集合によって形成されるハニカム構造体同士を各側面を突き合わせ状に結合してハニカム複合体を形成する工程を含むものからなることを特徴とするものである。
【発明の効果】
【0018】
この発明になるFRPハニカム構造体は、横断面が同一形状でなる複数個のFRPコアユニットを予め成形しておき、このFRPコアユニットを、各外側面を突き合わせ状に集合して、樹脂材により硬化処理してFRPハニカム構造体とするものであり、ハニカム構造体における高さ寸法Tについての設計上の制限が取り除かれ、高さ寸法Tの大きなハニカム構造体を提供することができる点において極めて有効に作用するものといえる。
【0019】
さらに、この発明になるFRPハニカム構造体は、各FRPコアユニットが、それぞれ異なる構成要素を含む組織体により構成されており、その各外側面を突き合わせ状に集合して、樹脂材により硬化処理してFRPハニカム構造体とするものであり、当該FRPハニカム構造体における横断面面内でのハイブリッド構造とすることができる点において極めて有効に作用するものといえる。
【発明を実施するための最良の形態】
【0020】
以下、この発明になるFRPハニカム構造体およびその製造方法について、図面に示す具体的な実施例に基づいて詳細に説明する。図1は、ブレイディング処理によるブレイディング組成基材の基本構成を説明するための概略的な斜視図である。一方、図2は、この発明になるFRPハニカム構造体の基本構成を示す概略的な斜視図である。図3は、この発明になるFRPハニカム構造体の製造過程を説明するためのものであって、図3Aは、コアユニットの一例を示す概略的な斜視図、図3Bは、n個のコアユニットを集合成形してなるハニカム構造体の概略的な斜視図である。図4は、N個のハニカム構造体を集合成形してなるハニカム複合体の概略的な斜視図である。
【0021】
一方、図5は、コアユニットの成形手順と、コアユニットを集合してハニカム構造体を成形する手順とを工程順に示すフローチャート図である。図6は、ブレイダー装置の基本構成の一例を示す概略的な正面図であり、図7は、図6に示すブレイダー装置の概略的な側断面図である。
【0022】
この発明は、各種の基礎構造物のための構造体を構成するにあたって、軽量化を図りつつ、剛性並びに圧縮強度のある基礎構造材としてのFRPハニカム構造体を供するべく、当該FRPハニカム構造体の製造に関して、ブレイディング技術を適用するものである。このブレイディング技術は、図5および図6に示すようなブレイダー装置を用いて、図1に示すようなブレイディング組成基材を作るものであり、例えば、炭素繊維などを用いて、マンドレルの軸線に対する組角度が±θ°(ただし、組角度θは、0°<θ°<90°)の一対の組糸Y、Y(4、4)と、軸線に対する角度が0°の中央糸y(5)とにより、それぞれがブレイダー装置にセットされ、ブレイディングによってマンドレルのまわりにチューブ状のFRP組織体を組成する。
【0023】
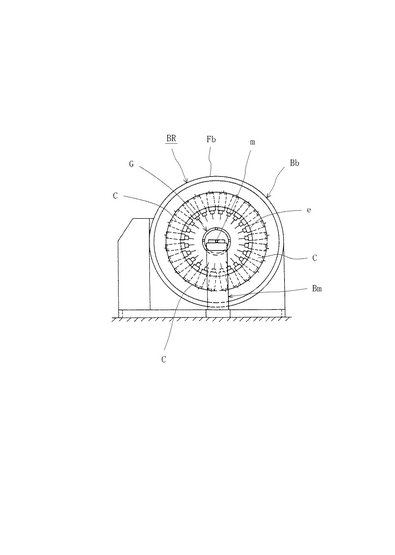
まず、図5にもとづき、ブレイダーの一構成例について説明する。図5および図6において、ブレイダーBRは、ブレイダー本体Bbとマンドレル装置Bmから構成されている。
【0024】
ブレイダーBRにおけるブレイダー本体Bbは、軸線が水平で一側に開口eを有するほぼ円筒状の機台Fb内に配置された曲率半径Rの曲面状の上板Uと、上板Uの周方向に穿設された軌道に沿って走行するボビンキャリアーCと、ボビンキャリアーCを軌道に沿って走行させるための駆動装置Dと、糸条案内装置Gを有している。
【0025】
そして、ボビンキャリアーCに載置されたボビンからボビンの軸線方向に引き出される糸条Yが上板Uのほぼ中心に集合し、また、マンドレル装置Bmに取り付けられたマンドレルmの位置は、マンドレルm上に形成される組物の組み上げ点Pが上板Uの中心に位置するようになっている。マンドレル装置Bmは、マンドレルmを一次元、二次元あるいは三次元的に位置制御することができる。
【0026】
こうして、ボビンキャリアーCが駆動装置Dによって軌道に沿って走行させられるとともに、マンドレルmの位置がマンドレル装置Bmによって制御され、その結果、多数の糸条Yが交錯し、また、必要に応じて、機台FbのフレームFb’にほぼ水平に配置されたボビンキャリアーCから中糸用糸条yが、軌道に沿って走行するボビンキャリアーCから巻き戻され組み上げられる糸条Yに交絡することにより、ブレイディングが行われて種々の形状のマンドレルm上に組物層が組み上げられる。この発明によれば、前記組物層を積層状に複数層形成してしあげられるものである。
【0027】
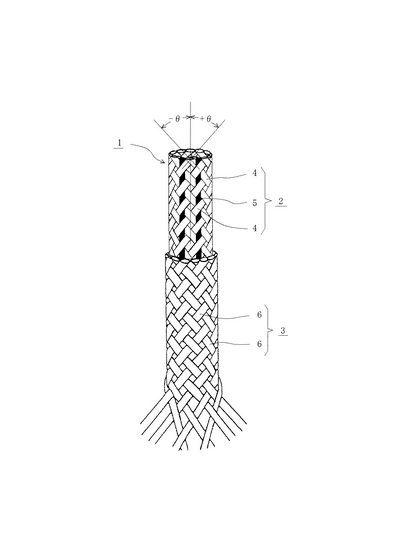
次いで、この発明になるFRPハニカム構造体の基礎となるFRP組成物の組成構造について、図1に示す基本的な構成例にもとづいて詳細に説明する。図1に示すFRP組成物の積層構造体1は、円筒状(パイプ状)組成体を、例えば、内側の組物層2と外側の組物層3とによって組成した典型例を示すものであって、当該組物層は、単層であってもよいし、あるいは、複数層積層状に組織して組成したものであってもよい。
【0028】
図1に示す例において、前記内側の組物層2は、軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5によって組織されるものであり、軸方向の弾性率が高い層構造でなる組成層を形成するものである。一方、前記外側の組物層3は、軸線に対する組角度が±θ°の組糸6、6のみによって組織されるもので、軸線に対する角度が0°の中央糸を有しておらず、軸方向の弾性率が低く、破断歪の大きい層構造でなる組成層を形成するものである。
【0029】
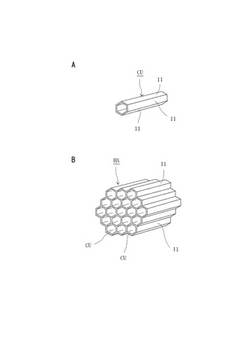
次いで、この発明になるFRPハニカム構造体の基本構成並びにFRPハニカム構造体の製造方法について、図2〜図5に示す具体的な一実施例にもとづいて詳細に説明する。この発明になるFRPハニカム構造体の製造方法は、基本的に、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットCUを成形するコアユニット成形工程と、このコアユニットCUの各外側面11を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体HAを成形するハニカム構造体成形工程とからなっている。
【0030】
まず、この発明では、図3Aに示すコアユニットCUが、図5Aに示すコアユニット成形手順に沿って製造され、準備される。この発明において、コアユニットCUの成形方法としては、(1) ブレイダー装置による組成方法、(2) 繊維一方向材(UDシート)あるいはクロス材の巻き付けによる方法、(3) 繊維一方向材(UDシート)あるいはクロス材を帯状に形成した帯体の貼付け接合による方法などがある。
【0031】
(1) ブレイダー装置による組成方法では、横断面六角形形状のマンドレルmを準備しておき、当該マンドレルmをブレイダー装置にセットし、当該マンドレルmのまわりに組角度±θ°の組糸と、0°の中央糸とを選択的に組み合わせて、組物層を組成し、樹脂を含浸硬化してFRPコアユニットCUを成形する。
【0032】
(2) 繊維一方向材あるいはクロス材の巻き付けによる方法では、例えば、ブレイダー装置により組成された筒状のブレイディング材を一母線に沿って切り開いてシート状になしたブレイディングシートを準備しておき、このブレイディングシートを横断面六角形形状の芯部材のまわりに巻付け、樹脂を含浸硬化してFRPコアユニットCUを成形する。
【0033】
(3) 繊維一方向材あるいはクロス材を帯状に形成した帯体の貼付け接合による方法では、例えば、ブレイダー装置により組成された筒状のブレイディング材を一母線に沿って切り開いてシート状になし、該ブレイディングシートを所望の幅寸法にスリットして帯状になしたブレイディング帯体を準備しておき、このブレイディング帯体を横断面六角形形状の芯部材の各外側面に軸方向に沿わせて貼付け接合し、樹脂を含浸硬化してFRPコアユニットCUを成形する。
【0034】
このような方法のいずれかによってコアユニットCUが組成成形され、準備される。このコアユニットCUは、ブレイディング糸の種類、糸の量、糸の太さ、組物層の組織、樹脂の種類および樹脂の量などにより、機械的特性並びに物理的特性の異なる複数種類のコアユニットCUを準備することができる。
【0035】
この発明では、上記するようにして成形されたFRPコアユニットCUを、その各外側面11を突き合わせ状に集合させ、樹脂材を含浸硬化して、ハニカム構造体HAを成形する。この場合、前記各FRPコアユニットCUが、それぞれ異なる構成要素を含むものからなっていれば、当該ハニカム構造体HAは、横断面面内でのハイブリッド構造とすることができる。
【0036】
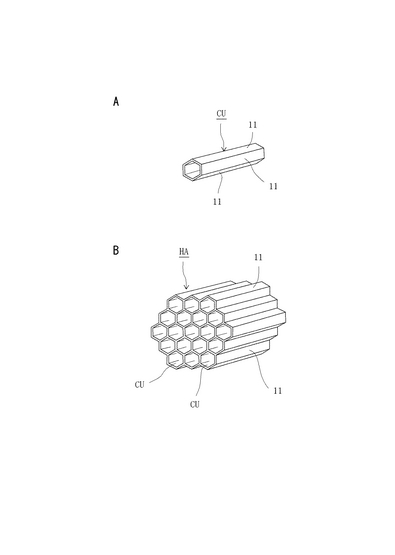
さらに、この発明では、図3Bに示すように、n個(図3Bに概略的に示す実施例では19個)のFRPコアユニットCUの集合によってハニカム構造体HAを成形し、さらに、このハニカム構造体HAをN個(図4に概略的に示す実施例では3個)準備して、これらのハニカム構造体同士を、その各外側面12を突き合わせ状に結合し、樹脂材を含浸硬化することによって、ハニカム複合体HBを成形することもできる。このようにして成形されるハニカム複合体HBは、横断面面内でのハイブリット構造を、より高度化することができる。
【0037】
この発明では、n個のFRPコアユニットCUを集合し、樹脂処理してFRPハニカム構造体HAを成形する場合、並びにN個のFRPハニカム構造体HAを集合し、樹脂処理してFRPハニカム複合体HBを成形する場合、いずれも各コアユニットCU内に芯部材をセットしたままの状態で、加熱加圧し、吸引処理してハニカム構造を確実に成形することができるようになっている。
【0038】
この発明では、上記するようにハニカム構造体HAあるいはハニカム複合体HBに成形した後に、芯部材を抜き取る芯部材抜取り工程を経て、ハニカム構造体HAあるいはハニカム複合体HBに仕上げられる。
【0039】
この発明になるFRPハニカム構造体HAは、当該ハニカム構造体HAにおける高さ寸法Tについての設計上の制限が取り除かれ、高さ寸法Tの大きなハニカム構造体を供し得るものであり、且つ、各FRPコアユニットCUが、それぞれ異なる構成要素を含む組物体により構成されており、FRPハニカム構造体における横断面面内での高いハイブリッド構造体を供し得るものである。
【0040】
このような構造でなるFRPハニカム構造体HAあるいはFRPハニカム複合体HBは、精密定盤、ロボットハンド、飛行機などのフロア材、自動車などのボディ材、さらには、当該FRPハニカム構造体HAを立体化加工することによってゴルフクラブヘッドなどの立体構造物を構成することもできる。
【図面の簡単な説明】
【0041】
【図1】図1は、ブレイディング処理によるブレイディング組成基材の基本構成を説明するための概略的な斜視図である。
【図2】図2は、この発明になるFRPハニカム構造体HAの基本構成を示す概略的な斜視図である。
【図3】図3は、この発明になるFRPハニカム構造体HAの製造過程を説明するためのものであって、図3Aは、コアユニットCUの一例を示す概略的な斜視図、図3Bは、n個のコアユニットを集合成形してなるハニカム構造体の概略的な斜視図である。
【図4】図4は、N個のハニカム構造体を集合成形してなるハニカム複合体の概略的な斜視図である。
【図5】図5は、コアユニットの成形手順と、コアユニットを集合してハニカム構造体を成形する手順とを工程順に示すフローチャート図である。
【図6】図6は、ブレイダー装置の基本構成の一例を示す概略的な正面図である。
【図7】図7は、図6に示すブレイダー装置の概略的な側断面図である。
【符号の説明】
【0042】
1 FRP組成物の積層構造体
2 内側の組物層
3 外側の組物層
4、4 軸線に対する組角度が±θ°の組糸
5 軸線に対する角度が0°の中央糸
6、6 外側の組物層の組糸
CU FRPコアユニット
HA FRPハニカム構造体
HB FRPハニカム複合体
11 FRPコアユニットの各外側面
12 FRPハニカム構造体の各外側面
BR ブレイダー
Bb ブレイダー本体
Y 組糸
y 中央糸
m マンドレル
【技術分野】
【0001】
この発明は、炭素繊維等のFRP用繊維素材をブレイディング処理してなる繊維強化プラスチック(fiber reinforced plastics:以下、FRPという)製のハニカム構造体およびその製造方法に関するものである。
【背景技術】
【0002】
周知のように、複合材を適応する上で、軽量化を図りながら、剛性並びに圧縮強度を得るためにハニカム構造化したハニカム構造体が利用されている。従来のハニカム構造体としては、例えば、特許文献1に開示されているもののように、FRP板をサンドイッチ構造に構成したものが知られている。
【0003】
このような構造体におけるFRPは、炭素繊維あるいはガラス繊維などの繊維素材を種々のプラスチックのマトリックスでかためて成形した複合材料であり、軽量で且つ強度が高いという特性を有するFRP組成物構造材として開発されており、多産業分野において利用されてきている。このFRP組成物は、炭素繊維あるいはガラス繊維などの繊維素材をブレイダー装置にセットし、ブレイディング処理によってマンドレルのまわりに複数層の組織体として組成される。この複数層に組成されたFRP組織体によってプリフォームを成形する場合、当該FRP組織体に樹脂材を含浸ないしは付着させた後、加熱加圧処理によって硬化、成形を行う。その後、マンドレルを抜き取って、成形品を得ている。
【0004】
従来の例になるFRPハニカム構造体は、特許文献1における図1並びに図2に示されるもののように、FRP製の母材シート9を、ギヤ12およびラック13からなるコルゲート成形装置10に導入して波板11を形成し、この波板11と平板14とを交互に重ね合わせ状に接合してハニカム構造体に仕上げるというものであった。
【0005】
この重ね合わせ接合によるハニカム構造体の製造方法のものでは、母材シート9の幅寸法によって規定されるハニカム構造体における高さ寸法Tに設計上の制限があること、コアの素材が均一であり、面内での最適な設計ができないこと、ハニカムコアの多くが横断面正六角形形状であって、多様的でないことなど多くの問題点を有するものであった。
【0006】
【特許文献1】特開2000−52459号公報(要約、図1〜図3)
【発明の開示】
【発明が解決しようとする課題】
【0007】
そこで、この発明は、各種の基礎構造物のための構造体であって、軽量化を図りつつ、剛性並びに圧縮強度のある基礎構造材としてのFRPハニカム構造体を供するものであり、特に、当該ハニカム構造体における高さ方向Tの制限をなくして、ハニカム構造体における横断面面内に異なる構成要素のコアユニットを選択的に複合して、多様な設計に適応し得るようになしたFRPハニカム構造体およびその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
この発明は、上記する目的を達成するにあたって、具体的には、横断面が同一形状でなる複数個のFRPコアユニットを、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理してなることを特徴とするFRPハニカム構造体を構成するものである。
【0009】
さらに、この発明において請求項2に記載の発明は、請求項1に記載のFRPハニカム構造体であって、前記各FRPコアユニットが、それぞれ異なる構成要素を含むものからなり、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理することにより、横断面面内でのハイブリッド構造としたことを特徴とするものである。
【0010】
さらに、この発明において請求項3に記載の発明は、請求項1あるいは請求項2に記載のFRPハニカム構造体であって、前記各FRPコアユニットの横断面形状が、三角形、四角形、六角形あるいは八角形などの多角形形状のものであることを特徴とするものである。
【0011】
さらにまた、この発明において請求項4に記載の発明は、FRPハニカム構造体の製造方法に係るものであって、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなることを特徴とするものである。
【0012】
さらに、この発明において請求項5に記載の発明は、請求項4に記載のFRPハニカム構造体の製造方法であって、前記芯部材の横断面形状が、三角形形状、四角形形状、六角形形状あるいは八角形形状のものからなることを特徴とする。
【0013】
さらにまた、この発明において請求項6に記載の発明は、請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法であって、前記コアユニット成形工程が、組角度が±θ°の組糸と、0°の中央糸とを選択的に組み合わせて、ブレイダー装置によって、組成の芯部材となるマンドレル上に組物層を組成してなることを特徴とするものである。
【0014】
さらにまた、この発明において請求項7に記載の発明は、請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法であって、前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を芯部材のまわりに巻き付けて、樹脂材を含浸硬化して成形したものからなることを特徴とするものである。
【0015】
さらにまた、この発明において請求項8に記載の発明は、請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法であって、前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を所望の幅寸法にスリットして帯状体に形成し、この帯状体を前記芯部材の各外側面に重ね合わせて、樹脂材を含浸硬化して成形したものからなることを特徴とするものである。
【0016】
さらにまた、この発明において請求項9に記載の発明は、請求項4〜請求項8に記載のFRPハニカム構造体の製造方法であって、ブレイディング糸の種類、糸の量、糸の太さ、組物層の組織、樹脂の種類および樹脂の量などの異なる複数種類のコアユニットを予め準備しておき、これらを集合して樹脂材処理することによりハニカム構造体を成形するようにしたことを特徴とするものである。
【0017】
さらにまた、この発明において請求項10に記載の発明は、請求項4〜請求項9に記載のFRPハニカム構造体の製造方法であって、前記ハニカム構造体成形工程が、コアユニットの集合によって形成されるハニカム構造体同士を各側面を突き合わせ状に結合してハニカム複合体を形成する工程を含むものからなることを特徴とするものである。
【発明の効果】
【0018】
この発明になるFRPハニカム構造体は、横断面が同一形状でなる複数個のFRPコアユニットを予め成形しておき、このFRPコアユニットを、各外側面を突き合わせ状に集合して、樹脂材により硬化処理してFRPハニカム構造体とするものであり、ハニカム構造体における高さ寸法Tについての設計上の制限が取り除かれ、高さ寸法Tの大きなハニカム構造体を提供することができる点において極めて有効に作用するものといえる。
【0019】
さらに、この発明になるFRPハニカム構造体は、各FRPコアユニットが、それぞれ異なる構成要素を含む組織体により構成されており、その各外側面を突き合わせ状に集合して、樹脂材により硬化処理してFRPハニカム構造体とするものであり、当該FRPハニカム構造体における横断面面内でのハイブリッド構造とすることができる点において極めて有効に作用するものといえる。
【発明を実施するための最良の形態】
【0020】
以下、この発明になるFRPハニカム構造体およびその製造方法について、図面に示す具体的な実施例に基づいて詳細に説明する。図1は、ブレイディング処理によるブレイディング組成基材の基本構成を説明するための概略的な斜視図である。一方、図2は、この発明になるFRPハニカム構造体の基本構成を示す概略的な斜視図である。図3は、この発明になるFRPハニカム構造体の製造過程を説明するためのものであって、図3Aは、コアユニットの一例を示す概略的な斜視図、図3Bは、n個のコアユニットを集合成形してなるハニカム構造体の概略的な斜視図である。図4は、N個のハニカム構造体を集合成形してなるハニカム複合体の概略的な斜視図である。
【0021】
一方、図5は、コアユニットの成形手順と、コアユニットを集合してハニカム構造体を成形する手順とを工程順に示すフローチャート図である。図6は、ブレイダー装置の基本構成の一例を示す概略的な正面図であり、図7は、図6に示すブレイダー装置の概略的な側断面図である。
【0022】
この発明は、各種の基礎構造物のための構造体を構成するにあたって、軽量化を図りつつ、剛性並びに圧縮強度のある基礎構造材としてのFRPハニカム構造体を供するべく、当該FRPハニカム構造体の製造に関して、ブレイディング技術を適用するものである。このブレイディング技術は、図5および図6に示すようなブレイダー装置を用いて、図1に示すようなブレイディング組成基材を作るものであり、例えば、炭素繊維などを用いて、マンドレルの軸線に対する組角度が±θ°(ただし、組角度θは、0°<θ°<90°)の一対の組糸Y、Y(4、4)と、軸線に対する角度が0°の中央糸y(5)とにより、それぞれがブレイダー装置にセットされ、ブレイディングによってマンドレルのまわりにチューブ状のFRP組織体を組成する。
【0023】
まず、図5にもとづき、ブレイダーの一構成例について説明する。図5および図6において、ブレイダーBRは、ブレイダー本体Bbとマンドレル装置Bmから構成されている。
【0024】
ブレイダーBRにおけるブレイダー本体Bbは、軸線が水平で一側に開口eを有するほぼ円筒状の機台Fb内に配置された曲率半径Rの曲面状の上板Uと、上板Uの周方向に穿設された軌道に沿って走行するボビンキャリアーCと、ボビンキャリアーCを軌道に沿って走行させるための駆動装置Dと、糸条案内装置Gを有している。
【0025】
そして、ボビンキャリアーCに載置されたボビンからボビンの軸線方向に引き出される糸条Yが上板Uのほぼ中心に集合し、また、マンドレル装置Bmに取り付けられたマンドレルmの位置は、マンドレルm上に形成される組物の組み上げ点Pが上板Uの中心に位置するようになっている。マンドレル装置Bmは、マンドレルmを一次元、二次元あるいは三次元的に位置制御することができる。
【0026】
こうして、ボビンキャリアーCが駆動装置Dによって軌道に沿って走行させられるとともに、マンドレルmの位置がマンドレル装置Bmによって制御され、その結果、多数の糸条Yが交錯し、また、必要に応じて、機台FbのフレームFb’にほぼ水平に配置されたボビンキャリアーCから中糸用糸条yが、軌道に沿って走行するボビンキャリアーCから巻き戻され組み上げられる糸条Yに交絡することにより、ブレイディングが行われて種々の形状のマンドレルm上に組物層が組み上げられる。この発明によれば、前記組物層を積層状に複数層形成してしあげられるものである。
【0027】
次いで、この発明になるFRPハニカム構造体の基礎となるFRP組成物の組成構造について、図1に示す基本的な構成例にもとづいて詳細に説明する。図1に示すFRP組成物の積層構造体1は、円筒状(パイプ状)組成体を、例えば、内側の組物層2と外側の組物層3とによって組成した典型例を示すものであって、当該組物層は、単層であってもよいし、あるいは、複数層積層状に組織して組成したものであってもよい。
【0028】
図1に示す例において、前記内側の組物層2は、軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5によって組織されるものであり、軸方向の弾性率が高い層構造でなる組成層を形成するものである。一方、前記外側の組物層3は、軸線に対する組角度が±θ°の組糸6、6のみによって組織されるもので、軸線に対する角度が0°の中央糸を有しておらず、軸方向の弾性率が低く、破断歪の大きい層構造でなる組成層を形成するものである。
【0029】
次いで、この発明になるFRPハニカム構造体の基本構成並びにFRPハニカム構造体の製造方法について、図2〜図5に示す具体的な一実施例にもとづいて詳細に説明する。この発明になるFRPハニカム構造体の製造方法は、基本的に、横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットCUを成形するコアユニット成形工程と、このコアユニットCUの各外側面11を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体HAを成形するハニカム構造体成形工程とからなっている。
【0030】
まず、この発明では、図3Aに示すコアユニットCUが、図5Aに示すコアユニット成形手順に沿って製造され、準備される。この発明において、コアユニットCUの成形方法としては、(1) ブレイダー装置による組成方法、(2) 繊維一方向材(UDシート)あるいはクロス材の巻き付けによる方法、(3) 繊維一方向材(UDシート)あるいはクロス材を帯状に形成した帯体の貼付け接合による方法などがある。
【0031】
(1) ブレイダー装置による組成方法では、横断面六角形形状のマンドレルmを準備しておき、当該マンドレルmをブレイダー装置にセットし、当該マンドレルmのまわりに組角度±θ°の組糸と、0°の中央糸とを選択的に組み合わせて、組物層を組成し、樹脂を含浸硬化してFRPコアユニットCUを成形する。
【0032】
(2) 繊維一方向材あるいはクロス材の巻き付けによる方法では、例えば、ブレイダー装置により組成された筒状のブレイディング材を一母線に沿って切り開いてシート状になしたブレイディングシートを準備しておき、このブレイディングシートを横断面六角形形状の芯部材のまわりに巻付け、樹脂を含浸硬化してFRPコアユニットCUを成形する。
【0033】
(3) 繊維一方向材あるいはクロス材を帯状に形成した帯体の貼付け接合による方法では、例えば、ブレイダー装置により組成された筒状のブレイディング材を一母線に沿って切り開いてシート状になし、該ブレイディングシートを所望の幅寸法にスリットして帯状になしたブレイディング帯体を準備しておき、このブレイディング帯体を横断面六角形形状の芯部材の各外側面に軸方向に沿わせて貼付け接合し、樹脂を含浸硬化してFRPコアユニットCUを成形する。
【0034】
このような方法のいずれかによってコアユニットCUが組成成形され、準備される。このコアユニットCUは、ブレイディング糸の種類、糸の量、糸の太さ、組物層の組織、樹脂の種類および樹脂の量などにより、機械的特性並びに物理的特性の異なる複数種類のコアユニットCUを準備することができる。
【0035】
この発明では、上記するようにして成形されたFRPコアユニットCUを、その各外側面11を突き合わせ状に集合させ、樹脂材を含浸硬化して、ハニカム構造体HAを成形する。この場合、前記各FRPコアユニットCUが、それぞれ異なる構成要素を含むものからなっていれば、当該ハニカム構造体HAは、横断面面内でのハイブリッド構造とすることができる。
【0036】
さらに、この発明では、図3Bに示すように、n個(図3Bに概略的に示す実施例では19個)のFRPコアユニットCUの集合によってハニカム構造体HAを成形し、さらに、このハニカム構造体HAをN個(図4に概略的に示す実施例では3個)準備して、これらのハニカム構造体同士を、その各外側面12を突き合わせ状に結合し、樹脂材を含浸硬化することによって、ハニカム複合体HBを成形することもできる。このようにして成形されるハニカム複合体HBは、横断面面内でのハイブリット構造を、より高度化することができる。
【0037】
この発明では、n個のFRPコアユニットCUを集合し、樹脂処理してFRPハニカム構造体HAを成形する場合、並びにN個のFRPハニカム構造体HAを集合し、樹脂処理してFRPハニカム複合体HBを成形する場合、いずれも各コアユニットCU内に芯部材をセットしたままの状態で、加熱加圧し、吸引処理してハニカム構造を確実に成形することができるようになっている。
【0038】
この発明では、上記するようにハニカム構造体HAあるいはハニカム複合体HBに成形した後に、芯部材を抜き取る芯部材抜取り工程を経て、ハニカム構造体HAあるいはハニカム複合体HBに仕上げられる。
【0039】
この発明になるFRPハニカム構造体HAは、当該ハニカム構造体HAにおける高さ寸法Tについての設計上の制限が取り除かれ、高さ寸法Tの大きなハニカム構造体を供し得るものであり、且つ、各FRPコアユニットCUが、それぞれ異なる構成要素を含む組物体により構成されており、FRPハニカム構造体における横断面面内での高いハイブリッド構造体を供し得るものである。
【0040】
このような構造でなるFRPハニカム構造体HAあるいはFRPハニカム複合体HBは、精密定盤、ロボットハンド、飛行機などのフロア材、自動車などのボディ材、さらには、当該FRPハニカム構造体HAを立体化加工することによってゴルフクラブヘッドなどの立体構造物を構成することもできる。
【図面の簡単な説明】
【0041】
【図1】図1は、ブレイディング処理によるブレイディング組成基材の基本構成を説明するための概略的な斜視図である。
【図2】図2は、この発明になるFRPハニカム構造体HAの基本構成を示す概略的な斜視図である。
【図3】図3は、この発明になるFRPハニカム構造体HAの製造過程を説明するためのものであって、図3Aは、コアユニットCUの一例を示す概略的な斜視図、図3Bは、n個のコアユニットを集合成形してなるハニカム構造体の概略的な斜視図である。
【図4】図4は、N個のハニカム構造体を集合成形してなるハニカム複合体の概略的な斜視図である。
【図5】図5は、コアユニットの成形手順と、コアユニットを集合してハニカム構造体を成形する手順とを工程順に示すフローチャート図である。
【図6】図6は、ブレイダー装置の基本構成の一例を示す概略的な正面図である。
【図7】図7は、図6に示すブレイダー装置の概略的な側断面図である。
【符号の説明】
【0042】
1 FRP組成物の積層構造体
2 内側の組物層
3 外側の組物層
4、4 軸線に対する組角度が±θ°の組糸
5 軸線に対する角度が0°の中央糸
6、6 外側の組物層の組糸
CU FRPコアユニット
HA FRPハニカム構造体
HB FRPハニカム複合体
11 FRPコアユニットの各外側面
12 FRPハニカム構造体の各外側面
BR ブレイダー
Bb ブレイダー本体
Y 組糸
y 中央糸
m マンドレル
【特許請求の範囲】
【請求項1】
横断面が同一形状でなる複数個のFRPコアユニットを、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理してなることを特徴とするFRPハニカム構造体。
【請求項2】
前記各FRPコアユニットが、それぞれ異なる構成要素を含むものからなり、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理することにより、横断面面内でのハイブリッド構造としたことを特徴とする請求項1に記載のFRPハニカム構造体。
【請求項3】
前記各FRPコアユニットの横断面形状が、三角形、四角形、六角形あるいは八角形などの多角形形状のものであることを特徴とする請求項1あるいは請求項2に記載のFRPハニカム構造体。
【請求項4】
横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなることを特徴とするFRPハニカム構造体の製造方法。
【請求項5】
前記芯部材の横断面形状が、三角形形状、四角形形状、六角形形状あるいは八角形形状のものからなることを特徴とする請求項4に記載のFRPハニカム構造体の製造方法。
【請求項6】
前記コアユニット成形工程が、組角度が±θ°の組糸と、0°の中央糸とを選択的に組み合わせて、ブレイダー装置によって、組成の芯部材となるマンドレル上に組物層を組成してなることを特徴とする請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法。
【請求項7】
前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を芯部材のまわりに巻き付けて、樹脂材を含浸硬化して成形したものからなることを特徴とする請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法。
【請求項8】
前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を所望の幅寸法にスリットして帯状体に形成し、この帯状体を前記芯部材の各外側面に重ね合わせて、樹脂材を含浸硬化して成形したものからなることを特徴とする請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法。
【請求項9】
ブレイディング糸の種類、糸の量、糸の太さ、組物層の組織、樹脂の種類および樹脂の量などの異なる複数種類のコアユニットを予め準備しておき、これらを集合して樹脂材処理することによりハニカム構造体を成形するようにしたことを特徴とする請求項4〜請求項8のいずれかに記載のFRPハニカム構造体の製造方法。
【請求項10】
前記ハニカム構造体成形工程が、コアユニットの集合によって形成されるハニカム構造体同士を各側面を突き合わせ状に結合してハニカム複合体を形成する工程を含むものからなることを特徴とする請求項4〜請求項9のいずれかに記載のFRPハニカム構造体の製造方法。
【請求項1】
横断面が同一形状でなる複数個のFRPコアユニットを、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理してなることを特徴とするFRPハニカム構造体。
【請求項2】
前記各FRPコアユニットが、それぞれ異なる構成要素を含むものからなり、該各FRPコアユニットにおける各外側面を突き合わせ状に集合して、樹脂材により硬化処理することにより、横断面面内でのハイブリッド構造としたことを特徴とする請求項1に記載のFRPハニカム構造体。
【請求項3】
前記各FRPコアユニットの横断面形状が、三角形、四角形、六角形あるいは八角形などの多角形形状のものであることを特徴とする請求項1あるいは請求項2に記載のFRPハニカム構造体。
【請求項4】
横断面多角形形状の芯部材のまわりにFRP組物層を組織し、樹脂材を含浸硬化してコアユニットを成形するコアユニット成形工程と、前記コアユニットの各外側面を突き合わせ状に集合させ、樹脂材を含浸硬化してハニカム構造体を成形するハニカム構造体成形工程とからなることを特徴とするFRPハニカム構造体の製造方法。
【請求項5】
前記芯部材の横断面形状が、三角形形状、四角形形状、六角形形状あるいは八角形形状のものからなることを特徴とする請求項4に記載のFRPハニカム構造体の製造方法。
【請求項6】
前記コアユニット成形工程が、組角度が±θ°の組糸と、0°の中央糸とを選択的に組み合わせて、ブレイダー装置によって、組成の芯部材となるマンドレル上に組物層を組成してなることを特徴とする請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法。
【請求項7】
前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を芯部材のまわりに巻き付けて、樹脂材を含浸硬化して成形したものからなることを特徴とする請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法。
【請求項8】
前記コアユニット成形工程が、シート状の繊維一方向材(UDシート)あるいはクロス材を所望の幅寸法にスリットして帯状体に形成し、この帯状体を前記芯部材の各外側面に重ね合わせて、樹脂材を含浸硬化して成形したものからなることを特徴とする請求項4あるいは請求項5に記載のFRPハニカム構造体の製造方法。
【請求項9】
ブレイディング糸の種類、糸の量、糸の太さ、組物層の組織、樹脂の種類および樹脂の量などの異なる複数種類のコアユニットを予め準備しておき、これらを集合して樹脂材処理することによりハニカム構造体を成形するようにしたことを特徴とする請求項4〜請求項8のいずれかに記載のFRPハニカム構造体の製造方法。
【請求項10】
前記ハニカム構造体成形工程が、コアユニットの集合によって形成されるハニカム構造体同士を各側面を突き合わせ状に結合してハニカム複合体を形成する工程を含むものからなることを特徴とする請求項4〜請求項9のいずれかに記載のFRPハニカム構造体の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−247867(P2006−247867A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−63670(P2005−63670)
【出願日】平成17年3月8日(2005.3.8)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(502130098)株式会社FJコンポジット (13)
【出願人】(504408694)有限会社ユニテックレジン (4)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月8日(2005.3.8)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(502130098)株式会社FJコンポジット (13)
【出願人】(504408694)有限会社ユニテックレジン (4)
【Fターム(参考)】
[ Back to top ]