
Fターム[4F206AA34]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 主鎖にSを含有するもの (152)
Fターム[4F206AA34]に分類される特許
21 - 40 / 152
モールドバスバーの製造法及びモールドバスバー
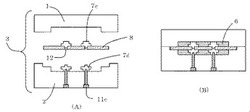
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
多色成形用成形型と多色成形品の成形方法と多色成形品

【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
グラフェンを主成分とする透明導電膜を備えた透明導電物とその製造方法
【課題】柔軟性を有するニ次元形状の透明導電物または三次元形状を有する透明導電物の提供およびその製造方法の提供にある。
【解決手段】グラフェンを主成分とする透明導電膜層を有する透明導電物の作成において、転写シートを用いることにより、柔軟性のある二次元形状の透明導電物または3次元形状の透明導電物を作製でき、品質の良い透明導電層を作製するとともに、量産性のある透明導電物およびその製造方法を提供できる。
(もっと読む)
転がり軸受保持器
【課題】質量を著しく増大させずに保持器音の発生を抑制できる転がり軸受用合成樹脂製保持器を提供すること。
【解決手段】引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%である炭素繊維に熱硬化性樹脂を含浸させた後、円環状に形成して硬化させた炭素繊維強化樹脂からなる芯材10aを、保持器の射出成形時に保持器円環部10の少なくとも1箇所にインサートすることで、円環部10の全周にわたり炭素繊維強化樹脂の芯材10aがインサートされた合成樹脂製保持器1を得る。
(もっと読む)
発泡歯車
【課題】 超臨界流体を発泡剤とした発泡成形技術を用いて射出成形により成形した発泡歯車であって、高い寸法精度を備えるとともに、高強度の発泡歯車を提供する。
【解決手段】 少なくとも熱可塑性樹脂を含有する樹脂組成物に超臨界流体を溶解させ、射出成形して得た発泡歯車であって、上記熱可塑性樹脂のSP値は、16〜29であり、上記発泡歯車は、その発泡倍率が1.05以下であり、かつ、発泡セル径が20μm以下であることを特徴とする発泡歯車。
(もっと読む)
射出成形品の製造方法
【課題】熱変形温度が140℃未満のPAS系樹脂組成物を原料として成形品を製造する場合に、上記の熱処理を行なわなくても、成形品の結晶化度を充分高めることができる技術を提供する。
【解決手段】熱変形温度が140℃未満のポリアリーレンサルファイド系樹脂組成物を、金型内表面に断熱層が形成された金型を用い、上記熱変形温度以下の金型温度で射出成形する。金型温度の条件は100℃以下であることが好ましい。また、多孔質ジルコニアから構成される断熱層を、溶射により金型内表面に形成する方法で製造された金型を使用することが好ましい。
(もっと読む)
射出成形品の製造方法
【課題】結晶性熱可塑性樹脂から構成される樹脂成形品に対して、予め熱処理を施さなくても、使用環境下での寸法変化を充分に抑える技術を提供する。
【解決手段】金型内表面に断熱層が形成された金型を用い、結晶性熱可塑性樹脂から構成される樹脂組成物を、射出成形する。本発明においては、溶射法で形成された多孔質ジルコニアから構成され、熱伝導率が2W/m・K以下であり、厚みが200μm以上である断熱層が形成された金型の使用が好ましい。本発明の製造方法で得られる射出成形品は、射出成形時の金型温度が、結晶性熱可塑性樹脂のガラス転移温度(Tg)+30℃以上、Tg+80℃以下であり、射出成形時の金型温度+20℃の環境で2時間放置した際の成形品の寸法変化率が0.2%以下になる。
(もっと読む)
金型、射出成形による熱可塑性樹脂封止電子基板の製造方法、及び熱可塑性樹脂封止電子基板
【課題】熱可塑性樹脂を用いる射出成形により電子基板を封止する際の、電子基板の変形、及び充填不良の発生を抑制できる金型、当該金型を用いる電子基板の封止方法、及び当該金型を用いる電子基板の封止方法により製造される熱可塑性樹脂封止電子基板を提供すること。
【解決手段】a)電子基板の前面側に設けられたゲート、b)電子基板の背面に誘導部を形成するための凹部I、c)ゲートと凹部Iとを連通する供給路、電子基板の表面において供給路及び凹部Iと連通される、電子基板の表面に誘導部よりも薄肉の被覆部を形成するための凹部II、及び、e)電子基板の背面側に設けられ、電子基板の背面に当接及び離間可能であり、電子基板の背面に当接して電子基板を支持する支持体を備える金型を用いて、電子基板を、熱可塑性樹脂を用いる射出成形により封止する。
(もっと読む)
樹脂組成物および外観部品
【課題】光照射後の色調の変化を抑えることができる樹脂組成物を提供することを目的とする。また、このような樹脂組成物を形成材料として用いることにより、光照射後の色調の変化を抑えることができる外観部品を提供することをあわせて目的とする。
【解決手段】アルミナとシリカと有機化合物とを用いて粒子表面が被覆された酸化チタン1質量部以上100質量部以下と、ポリスルホン100質量部と、を含むことを特徴とする樹脂組成物。
(もっと読む)
金属樹脂複合体及びその製造方法
【課題】耐候性に優れた金属樹脂複合体の提供
【解決手段】珪素含有アルミニウム合金51の表面に、輪郭曲線要素の平均長さ(RSm)が0.8〜10μm、最大高さ(Rz)が0.2〜5μmであるミクロンオーダーの粗度を生じさせ、10〜300nm周期の超微細凹凸を形成し、過マンガン酸カリを含む化成処理液に浸漬して化成処理層を形成し、その表面にポリフェニレンサルファイド又はポリブチレンテレフタレートを主成分として含む樹脂組成物53を射出して一体化する。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
複合成形体、複合成形体の製造方法及びインモールドラベル
【課題】製造コストをほとんど増大させず、且つ生産性をほとんど低下させずに、薄い形状の成形体に由来する薄層と樹脂組成物に由来する成形体層との密着性を改善する技術を提供する。
【解決手段】結晶性熱可塑性樹脂薄肉成形体に由来の薄層と、溶融樹脂組成物に由来の成形体層との境界付近に、互いの材料が溶け合い、結晶状態となる混合層が形成される条件で製造する。例えば、金型の内表面の少なくとも一部に断熱層が形成された金型の内部に、結晶性熱可塑性樹脂薄肉成形体を配置し、結晶性樹脂を含む溶融樹脂組成物を流し込む成形工程を備える方法で製造する。この製造方法において、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の一部が断熱層と重なるように配置し、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の相対結晶化度が60%以下のものを使用する。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
トーチボディ製造方法およびトーチボディおよび切断用トーチ
【課題】樹脂成型条件の裕度を広げ、樹脂の成型不良を抑制するトーチボディの製造方法、トーチボディ、このトーチボディを備えた切断用トーチを提供する。
【解決手段】金属部材の形状に応じて加工されトーチボディ1を絶縁被覆する樹脂部3を形成するための第1の樹脂注型部と第1の樹脂注型部と繋がっており第1の樹脂注型部から樹脂が流れ込むように加工され樹脂逃げ部を形成するための樹脂逃げ部6形成部とを設けた第1の金型に前記金属部材2を配置し、金属部材の形状に応じて加工され樹脂部3を形成するための第2の樹脂注型部を設けた第2の金型を第1の金型と組み合わせ、組み合わせた第1の金型と第2の金型に樹脂を注入して硬化し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから第1の金型と第2の金型を取り外し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから樹脂逃げ部を取り除く。
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
配線ユニットの製造方法
【課題】工程を簡素化し部品点数を低減する配線ユニットの製造方法を提供する。
【解決手段】配線ユニットの製造方法は、一次成形工程とターミナル挿着工程とを含む。一次成形工程では、一次成形体11を樹脂で成形する。一次成形体11には、互いに略直交する下層溝部21および上層溝部22が形成される。電気的導通のための配線部材であるターミナル41は下層溝部21に挿着され、ターミナル42は上層溝部22に挿着される。下層溝部21と上層溝部22とが交差する部位では、ターミナル41とターミナル42とが溝部21、22の深さ方向に互いに間隙を有するように積層する。これにより、従来技術のように各ターミナルを一次成形体にインサート成形することなく、一つの一次成形体に複数層のターミナルを挿着することができるため、工程を簡素化することができ、一次成形体の部品点数を減らすことができる。
(もっと読む)
電磁誘導加熱用樹脂製食器
【課題】電磁誘導加熱を繰り返しても剥離や割れが生じることがなく、且つ、成形時に封入した金属が破損して電磁誘導加熱が十分に行われなくなることを防止することが出来る電磁誘導加熱用樹脂製食器の提供。
【解決手段】第1の樹脂成形部材(1)と第2の樹脂成形部材(2)と金属製網(3)とを有し、第1の樹脂成形部材(1)と第2の樹脂成形部材(2)とは積層されており、金属製網(3)の一部(31)は第1の樹脂成形部材(1)に埋没し、金属製網(3)の残りの部分は第1の樹脂成形部材(1)と第2の樹脂成形部材(2)との間に封入されており、第2の樹脂成形部材(2)の樹脂材料(M)供給位置は、金属製網(3)が第1の樹脂成形部材(1)に埋没している位置(中央部31)に対応している。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】本発明は、強力に接合できる金属と樹脂の複合体及びその製造方法を提供することを目的とする。
【解決手段】本発明に係る金属と樹脂の複合体の製造方法は、形状化した金属基材を準備する工程と、化学エッチングにより前記金属基材の表層に平均直径が30〜55nmの多数の微細孔を形成する工程と、上記化学エッチングされた金属基材を射出成形金型内にインサートしてから、それを100〜350℃に加熱する工程と、前記金属基材の表面に溶融した結晶性を有する熱可塑性樹脂材料を注入して、前記金属基材を瞬時に冷却して樹脂材料を成形すると同時に、所望の金属と樹脂の複合体を獲得する工程と、を備える。
(もっと読む)
芳香族ポリサルホン樹脂組成物及びその成形体
【課題】離型性に優れ、色味が低減された芳香族ポリサルホン樹脂組成物を提供する。
【解決手段】芳香族ポリサルホン樹脂に、トリアシルグリセロールを配合して、芳香族ポリサルホン樹脂組成物とする。芳香族ポリサルホン樹脂組成物におけるトリアシルグリセロールの含有量は、ポリサルホン樹脂100重量部に対して、0.02〜4重量部であることが好ましい。芳香族ポリサルホン樹脂組成物は、芳香族ポリサルホン樹脂とトリアシルグリセロールとを溶融混練してなるペレットであることが好ましい。
(もっと読む)
ポリフェニレンサルファイド樹脂組成物および成形体
【課題】本発明は、本発明は従来のポリフェニレンスルフィド樹脂の優れた剛性、耐熱性、寸法安定性、耐薬品性、低吸水性および難燃性などを維持し、連続成形時のモールドデポジットが少なく、冷熱サイクル性に優れ、かつ低そり性、耐熱性さらに機械強度に優れるポリフェニレンサルファイド樹脂組成物およびその成形体を提供するものである。
【解決手段】(A)ポリフェニレンサルファイド樹脂100重量部に対し、(B)エポキシ基、酸無水物基から選ばれる少なくとも1種の官能基を含有するオレフィン系重合体0.5〜40重量部、(C)酸化防止剤0.001〜10重量部、(D)炭酸亜鉛および/または酸化亜鉛0.05〜10重量部からなるポリフェニレンサルファイド樹脂組成物。
(もっと読む)
21 - 40 / 152
[ Back to top ]