
Fターム[4F206AB25]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 形状 (519) | 短繊維、ウイスカー (394)
Fターム[4F206AB25]に分類される特許
121 - 140 / 394
繊維状フィラー含有ポリプロピレン系マスターバッチ、それからなる樹脂組成物、射出成形方法および射出成形体
【課題】成形外観、物性(剛性、衝撃強度)および流動性(成形性)に優れ、経済性向上効果も大きく、寸法や物性などの多様な要求性能への対応性にも優れた繊維状フィラー含有ポリプロピレン系マスターバッチ、それからなる樹脂組成物、射出成形方法および射出成形体を提供。
【解決手段】プロピレン系樹脂(A)、繊維状フィラー(B)および脂肪酸金属塩(C)からなることを特徴とする繊維状フィラー含有ポリプロピレン系マスターバッチ。
(もっと読む)
導電性成形品及びその製造方法
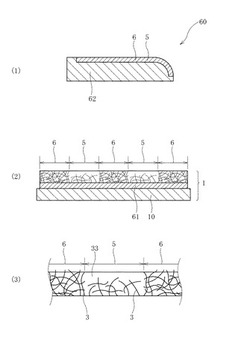
【課題】曲面に導電性を有する層が形成された立体形状を有する導電性成形品及びその製造方法を提供する。
【解決手段】導電性成形品60は、立体形状を有する成形樹脂部62と、成形樹脂部62上に形成され、導電性ナノファイバー3を含み、その導電性ナノファイバー3を介して導通可能である導電パターン層6と、成形樹脂部62上の導電パターン層6が形成されていない部分に形成され、導電性ナノファイバー3を含み、導電パターン層6から絶縁された絶縁パターン層5とを備えている。
(もっと読む)
繊維強化ポリアミド樹脂組成物
【課題】ポリアミド樹脂、繊維状粘土鉱物、および繊維状強化材とからなる樹脂組成物において、シランカップリング剤を特定比率で用いた、引張強度、曲げ弾性率、および表面平滑性に優れる繊維強化ポリアミド樹脂組成物の提供。
【解決手段】ポリアミド樹脂(a)40〜90質量部、繊維状粘土鉱物(b)1〜50質量部、および繊維状強化材(c)10〜60質量部の合計100質量部と、シランカップリング剤(d)0.1〜5質量部を含有する繊維強化ポリアミド樹脂組成物。
(もっと読む)
一体化成形品
【課題】三次元形状などの複雑形状が作製可能であり、かつ等方的な力学特性を有し、薄肉、軽量性にも優れる一体化成形品を提供すること。
【解決手段】強化繊維と樹脂を有してなる面状成形体(I)と、第2の成形体とが接合した一体化成形品であり、該面状成形体(I)が少なくとも1つの屈曲部を有しており、かつ該屈曲部で区切られる各面部での曲げ強度が実質的に等方性であり、かつ各面部同士の曲げ強度が実質的に同等である一体化成形品である。
(もっと読む)
動圧軸受装置

【課題】樹脂材料で形成されるスラスト軸受隙間に面する部分の平面度を容易に高める。
【解決手段】ハウジング7は、樹脂材料で射出成形されたものであり、円筒状の側部7aと平板状の底部7bとを一体に有する有底筒状をなす。このハウジング7の射出成形に用いる樹脂材料は、充填材として、繊維径が6〜8μmであると共にアスペクト比が10〜40の強化繊維を含むものである。
(もっと読む)
一体化成形品の製造方法
【課題】複雑形状の成形性、力学的特性に優れ、かつ等方的な特性を有する一体化成形品を効率良く製造する方法を提供すること。
【解決手段】不連続の強化繊維と樹脂を有してなる基材を積層してプリフォームを作製する工程(I)、下記チャージ率が100%より大きなプリフォームを金型に配置してプレス成形する工程(II)、工程(II)で得られた面状成形体を射出成形の金型にインサートした後に熱可塑性樹脂を射出成形して一体化する工程(III)を有することである。
チャージ率(%)=100×基材面積(mm2)/金型キャビティ総面積(mm2)
(もっと読む)
成形体の製造方法及びブリスター発生を抑制する方法
【課題】使用する液晶性樹脂組成物の種類によらず、ブリスターの発生を抑えることができるとともに、成形体の生産性を限界近くまで高めることができる成形体の製造方法及びブリスターの発生を抑制する方法を提供する。
【解決手段】所定の成形条件で液晶性樹脂組成物を射出成形した場合に、ブリスターが発生しない最大の射出容量(Vcmax)と、スプルーの出口径とノズルの出口径との比(φs/φn)と、の関係を所定の形式の関数(Vcmax=f(φs/φn))で導出し、Vcmax<f(φs/φn)を満たす条件で液晶性樹脂組成物を射出成形する。
(もっと読む)
半径流圧縮機のプラスチックハウジング
本発明は、吸気管(4)、圧縮機通風管(7)および出口管(5)を備える半径流圧縮機のハウジング(1)に関し、ハウジングは、繊維強化熱可塑性プラスチックポリマー合成物で作製された、少なくとも上部ハウジング部材(3)および下部ハウジング部材(2)を含むハウジング本体部(基本構造)を有し、また、部材(2および3)は、統合化した2段階射出成形工程で、作製され、ともに組み立てられ、互いに固定されている。本発明は、さらに吸気管、圧縮機通風管および出口管を備える半径流圧縮機のためのハウジングを製造する方法に関し、a)繊維強化熱可塑性プラスチックポリマー合成物を融解処理することによりポリマー融液を形成するステップと、b)少なくとも2つのキャビティを有する成形用金型にポリマー融液を射出成型することにより少なくとも上部ハウジング部材および下部ハウジング部材を有する少なくとも2つの部材を形成するステップと、c)少なくとも2つの部材を合わせて組み立てることにより吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップと、d)組み立てられた少なくとも2つの部材を互いに固定するステップと、を含む。  (もっと読む)
(もっと読む)
複合材料を形成するために、カーボンナノチューブ(CNT)を流体に供給する方法およびシステム
本明細書において開示されることは、カーボンナノチューブ、CNTを粒体に供給する方法であり、CNTは、CNTの絡み合った凝集体の粉体の形で供給され、絡み合った凝集体の粉体は、投与チャンバ(16、18)に供給され、圧力パルスは、投与チャンバ(16、18)に適用されて、前記圧力および添付の剪断力によって凝集体が少なくとも部分的に崩壊されるように、投与チャンバの出口からCNTを排出し、CNTは、前記粒体の中に供給され、前記流体内に前記CNTを分散させ、かつ複合材料を形成する。 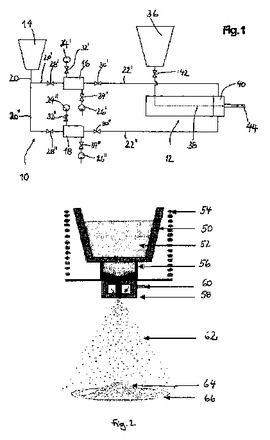 (もっと読む)
(もっと読む)
有機系強化繊維入り樹脂材の製造方法
【課題】有機系フィラーにあらかじめ前処理を施すことにより、樹脂成形時のフィラーと樹脂との馴染み性を良好にして樹脂の高強度化をはかる。
【解決手段】有機系フィラーを射出成形機内の樹脂材中に混入させて樹脂材を射出成形する場合に、事前にフィラメント化された有機系繊維に対しあらかじめPCM等用のコーティング剤を施す工程、および有機系フィラーの劣化温度未満であってかつ樹脂の成形温度未満の範囲内においてあらかじめ加熱収縮させる工程のうち、少なくとも一方の工程を経る。これにより有機系フィラーの線膨張係数や面膨張係数の変動を少なくとも樹脂成形完了時に至るまで停止させることができ、また樹脂成形過程での環境温度による膨張係数の影響を受けにくくなることに加え、さらに混入した有機系フィラーの弾性係数向上による高強度化と柔軟化をはかることができ、耐衝撃性に優れた樹脂成形品を得ることが可能になる。
(もっと読む)
ポリフェニレンスルフィド樹脂組成物の成形品の製造方法
【課題】ビニル系共重合体を含むポリフェニレンスルフィド樹脂組成物において、成形時の低バリ性、レーザー焦点の光軸安定性に優れ、かつ機械強度にも均衡して優れたポリフェニレンスルフィド樹脂組成物の成形品の製造方法を提供する。
【解決手段】ポリフェニレンスルフィド樹脂とビニル系共重合体を配合してなるポリフェニレンスルフィド樹脂組成物を金型温度70〜90℃の範囲内で射出成形する成形品1の製造方法。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置
【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
ペットボトルリサイクル箸の製造方法
【課題】ペットボトルリサイクル箸の製造方法の提供。
【解決手段】ペットボトル回収洗浄後、1cm程度角に裁断処理してフレークと呼ばれる材料形態とし、これを主材として重量比で30−90%程度含有し、ガラス繊維あるいは、カーボン繊維を強化添加材として重量比で10−50%程度含有させたもに、使用済みペットボトルの劣化度に応じて、未使用のバージンペレットであるポリエチレンテレフタレート、ポリエチレンフタレート、ポリブチレンテレフタレート、ABS樹脂、SPS樹脂等を安定化添加材として重量比で0−50%程度含有させることも出来る。これによって得た混合材料を、湿度を取り除いた熱風で乾燥した後、加熱混練装置内で、脱気乾燥しながら加熱混練し、ノズルからそのまま箸金型内に注入する。あるいは、線状体にして押し出してペレット化し、再度、射出成形機にて箸金型内に注入することによって、ペットボトルリサイクル箸を得る。
(もっと読む)
流体流動過程の解析装置、解析方法及び解析プログラム
【課題】種々の代表長さを有する充填材が含有される流体の流体流動過程における流動解析を良好に行うことができる解析装置、解析方法及び解析プログラムを提供すること。
【解決手段】流体が流動するキャビティの少なくとも一部を複数の微小要素に分割してなる3次元モデルを構築するモデル構築処理部32と、微小要素における流体の流動コンダクタンスを決定する流動コンダクタンス決定処理部33と、決定された流動コンダクタンスに基づいて微小要素における流体の圧力を算出する算出処理部34とを備え、算出された流体の圧力により解析された解析結果を出力する流体流動過程の解析装置1において、流動コンダクタンス決定処理部33は、キャビティの幅の大きさと、流体に含有される充填材の代表長さとの関係式を含む関数方程式を解くことにより決定するものである。
(もっと読む)
成形材料及び成形品及び成形品の製造方法
【課題】従来、結合材である熱可塑性樹脂を主体とする有機バインダーの可塑化に伴う変形を来さない脱脂及び焼成の条件の確保に制約される。そのほか、有機バインダーの分解した痕跡である微細気孔が生成して粒子間の結合力低下を来して成形品の強度が過度に低下し、カーボン焼結体本来の高い熱伝導率を損ない易いという課題があり、その課題を解決するために強度と熱伝導率を向上することができるカーボン凝結体の成形材料を提供する。
【解決手段】この発明に係る成形材料は、フェノール基を含む化合物とアルデヒド基を含む化合物を界面活性剤の存在下で重合させたフェノール樹脂未硬化物を被覆したカーボン粉粒に、易分解性の繊維状物質が液状樹脂を介して表面に固定して成ることを特徴とする。
(もっと読む)
ガラス繊維リードアウトを減少させた射出成形品を製造するための方法
本発明は、以下の工程:a.2.4未満の相対粘度を有するガラス繊維強化ポリアミド−6組成物を調製する工程;b.組成物を加熱して粘稠液体を得る工程;c.少なくとも0.8秒の充填時間で金型キャビティにその粘稠液体を充填する工程;d.金型中の粘稠液体を、それが冷却して成形品を形成するまで圧力下に放置する工程;e.金型を開く工程;f.成形品を取り出す工程を含む、射出成形品を製造するための方法であって、そのポリアミド−6組成物が168℃未満のハイパーDSC条件下結晶化温度を有するものである方法に関する。本発明はまた、a.少なくとも2.5mmの最大肉厚;および/またはb.1射出ポイント当たり少なくとも100gの成形品重量を有する射出成形品であって、2.4未満の相対溶液粘度を有するガラス繊維強化半結晶質ポリアミド−6組成物からなり、ポリアミド−6組成物が168℃未満のハイパーDSC条件下結晶化温度を有するものである射出成形品に関する。 (もっと読む)
ガラス繊維強化ポリアミド樹脂ペレットおよびそれを用いた成形方法
【課題】 引張強度、耐熱性、疲労強度、成形時の計量安定性に優れ、ひずみやボイドや
クラックが少なく、特に自動車エンジンルーム内の100℃を超える高温高湿度環境下で使用される部品において、機械的性質の低下が小さいガラス繊維強化ポリアミド樹脂ペレットおよびそれを用いた成形方法を提供する。
【解決手段】 短繊維強化ポリアミドペレット(A)と長繊維強化ポリアミドペレット(B)を混合してなるガラス繊維強化ポリアミド樹脂ペレットであって、混合ペレット中のガラス繊維の総量が40〜60質量%であり、短繊維強化ポリアミドペレット(A)、長繊維強化ポリアミドペレット(B)が以下の特徴を有するガラス繊維強化ポリアミド樹脂ペレット。
(もっと読む)
成形材料及び成形品及び成形品の製造方法
【課題】従来、結合材である熱可塑性樹脂を主体とする有機バインダーの可塑化に伴う変形を来さない脱脂及び焼成の条件の確保に制約される。そのほか、有機バインダーの分解した痕跡である微細気孔が生成して粒子間の結合力低下を来して成形品の強度が過度に低下し、カーボン焼結体本来の高い熱伝導率を損ない易い、という課題があり、この課題を解決するために強度と熱伝導率を向上することができるカーボン凝結体の成形材料を提供する。
【解決手段】この発明に係る成形材料は、カーボン粉粒1の表面に、フェノールとアルデヒド基を含む化合物とを界面活性剤の存在下で重合したフェノール樹脂未硬化物2が被覆され、被覆されたフェノール樹脂未硬化物2の塗膜上に、易分解性の繊維状物質を保持して成るものである。
(もっと読む)
ポリプロピレン着色成形品及びポリプロピレン着色成形品の製造方法
【課題】ポリプロピレンの成形品表面に塗装を行うことは困難を伴うために顔料を用いた着色によって意匠性を確保しているが、再生ポリプロピレンに残存する異物が成形品表面に滞留して十分な意匠性を発揮することが困難であることから、表面に塗膜を形成して隠蔽することが有効となる。しかし、ポリプロピレンは塗料として適する高剛性の樹脂との密着力に劣ることから、容易に剥がれやすいという課題を克服する必要があった。
【解決手段】この発明に係るポリプロピレン着色成形品は、ポリプロピレン、パルプ繊維、及び着色した低粘度樹脂を添加した混合物の射出成形品であって、表面に着色した低粘度樹脂の塗膜を形成して成るものである。
(もっと読む)
ポリアミド樹脂組成物成形体の製造方法、およびそれより得られる成形体
【課題】
ポリアミド樹脂組成物よりなる厚さ8mm以上の成形体の製造方法であって、厚み方向に対して二色に分けて射出成形することにより、通常の射出成形で得られる成形体よりも高い引張強度を有する成形体を得ることが可能なポリアミド樹脂組成物成形体の製造方法を提供する。
【解決手段】
ポリアミド樹脂組成物よりなる厚さ8mm以上の成形体の製造方法であって、前記ポリアミド樹脂組成物がポリアミド樹脂にガラス繊維を配合してなり、下記の特性1)および2)を満たし、かつ、厚み方向に二色射出成形してなる成形体であることを特徴とするポリアミド樹脂組成物成形体の製造方法。
(もっと読む)
121 - 140 / 394
[ Back to top ]