
Fターム[4F206AB25]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 形状 (519) | 短繊維、ウイスカー (394)
Fターム[4F206AB25]に分類される特許
81 - 100 / 394
室内灯レンズ

【課題】樹脂使用量が少なく安価に量産でき、面全体に亘って光を拡散透過できる車両の室内灯レンズを提供する。
【解決手段】天然繊維12と熱可塑性樹脂11とを含み、射出成形により得られる。天然繊維12の含有率を30〜40重量%とし、繊維径は100μm以下が好ましい。
(もっと読む)
発泡成形体の成形方法

【課題】外観および耐衝撃強度に優れた発泡成形体およびその成形方法を提供すること。
【解決手段】繊維強化ポリオレフィン樹脂組成物を溶融させる溶融工程と、溶融状態の前記繊維強化ポリオレフィン樹脂組成物に物理発泡剤を溶解させる溶解工程と、固定側金型と、この固定側金型に接して固定側金型との間に金型キャビティを形成する可動側金型と、前記金型キャビティ内に溶融状態の樹脂を供給するランナと、ランナ側開口部と、金型キャビティ側開口部と、を有し、かつ、所定の要件を満足するゲート部と、を有する射出成形用金型の前記金型キャビティに前記繊維強化ポリオレフィン樹脂組成物を充填する充填工程と、前記射出成形用金型を所定量開いて前記金型キャビティの容積を増大させ、前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程と、を有することを特徴とする自動車部品用の発泡成形体の成形方法。
(もっと読む)
白色成形体
【課題】繊維による白色度が確実に保たれ、射出成形により得られる和紙様を呈する白色成形体を提供する。
【解決手段】熱可塑性樹脂と白色度70%以上の繊維とを含むが白色顔料は含有していない。繊維の含有率は10〜25重量%とする。220℃以下で射出成形され、白色度70%以上の白色成形体である。繊維径は10〜40μmとすることが好ましい。当該白色成形体は、自動車の内装材用として好適である。
(もっと読む)
複合成形材料
【課題】 薄物射出成形を可能にするガラス繊維と熱可塑性樹脂との複合成形材料を提供する。
【解決手段】 ガラス繊維と熱可塑性樹脂との複合成形材料であって、前記ガラス繊維がガラス短繊維である。ガラス短繊維は、シランカップリング剤及び/又はフィルムフォーマを含む溶液を噴霧して表面処理される。ガラス短繊維に対する重量百分率は、シランカップリング剤が0.24wt%、フィルムフォーマが2.4wt%である。ガラス短繊維は、平均繊維長が600μmで、繊維径が3.4μmである。
(もっと読む)
繊維強化樹脂成形品
【課題】本発明は、ポリエステル極細繊維が均一に分散した繊維強化樹脂成形品を提供することにある。
【解決手段】海島型複合繊維の島成分を補強繊維とする繊維強化樹脂成形品であって、下記要件を満足することを特徴とする繊維強化樹脂成形品。
a)海島型複合繊維がポリプロピレン系樹脂を海成分とし、ポリエステルを島成分とすること。
b)海島型複合繊維の繊維軸に直交する断面における島成分数が100以上であること。
c)島成分径が10〜1000nmであること。
d)島成分のポリエステルの融点が200℃以上であること。
(もっと読む)
イルミネーション装置およびイルミネーション樹脂成形品
【課題】製造が容易であり、かつ、デザイン性の高いイルミネーション装置およびイルミネーション樹脂成形品を提供する。
【解決手段】イルミネーション装置100は、イルミネーション樹脂部1と、光源2と、基板3と、筺体4と、を備える。イルミネーション樹脂部1は、素材樹脂部10にガラス片11を混合したものである。素材樹脂部10は、熱可塑性樹脂である。ガラス片11は、ガラス繊維やガラスフレークなどを用いる。イルミネーション樹脂部1は、光源2からの光の少なくとも一部をその発光方向に透過する。
(もっと読む)
樹脂成形品およびその製造方法
【課題】製造が容易であり、かつ、デザイン性の高い樹脂成形品およびその製造方法を提供する。
【解決手段】射出装置10にあるホッパ11より樹脂材料を投入する工程と、スクリュシリンダ12内でヒーター13により樹脂材料を加熱して溶融する工程と、スクリュシリンダ12の先端のノズル14より、金型21へ向けて溶融した樹脂材料を押し出す工程と、ノズル14と接する位置にある金型21のゲート23を介して、金型21のキャビティに溶融した樹脂材料を注入する工程と、金型21内で樹脂材料を固化させる工程と、を備える樹脂成形品の製造方法において、ホッパ11に投入する樹脂材料は、ガラス片含有材料と熱可塑性樹脂ペレットであることを特徴とする。
(もっと読む)
繊維強化樹脂の積層成形方法及び積層成形品
【課題】積層した層毎に繊維材の配合率が異なるとともに、意匠面の表面性に優れた繊維強化樹脂の積層成形方法及び、積層成形品を提供すること。
【解決手段】繊維材を含む溶融樹脂を充填して基材層を成形する第1の射出装置と、繊維材を含む溶融樹脂を充填して表層を成形する第2の射出装置とを用い、前記第1及び第2の射出装置に用いる樹脂成形材料が、積層成形品を成形する直前に所定量の、樹脂ペレットと、前記繊維材と、複数の添加剤とを混合手段により直接混ぜ合わされ、且つ繊維材の配合比率(重量含有率)を前記基材層及び前記表層それぞれで異なるようにした。
(もっと読む)
射出成形用液晶性樹脂組成物、成形体及び耐ブリスター性を向上する方法
【課題】射出容量が大きい条件であっても、成形体表面に発生するブリスターを簡単に抑える技術を提供する。
【解決手段】液晶性ポリエステルアミド樹脂と、繊維状無機充填剤とガラスビーズとの混合物を含み、上記混合物中の繊維状無機充填剤とガラスビーズとの比率(繊維状無機充填剤の含有量:ガラスビーズの含有量)が、0.9:1.0から1.0:0.9になるように調整した射出成形用液晶性樹脂組成物を使用する。繊維状無機充填剤としては、ガラス繊維の使用が最も好ましい。
(もっと読む)
粗面化溶融Zn−Al−Mg合金めっき鋼板およびその製造方法、ならびに溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板の表面に樹脂を接触させた場合に、良好な密着性を付与することができる粗面化溶融Zn−Al−Mg合金めっき鋼板を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は5〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.01μm以上で、かつめっき層の膜厚に対する平均深さの割合が80%以下のピットを複数形成する。
(もっと読む)
金属とポリアミド樹脂組成物の複合体及びその製造方法
【課題】金属との接合部分に関してはナイロン610を主体としつつ、樹脂成形品全体としてはナイロン610の使用量を低減させたポリアミド樹脂組成物と金属の複合体を提供する。
【解決手段】金属合金に表面処理を施してNATの3条件を満たすようにする。次いで金属合金を第1の射出成形金型にインサートし、ナイロン610を樹脂分の10〜100質量%含む第1のポリアミド樹脂組成物を射出し、第1の複合体を得る。第1の複合体を第2の射出成形金型にインサートし、ナイロン6、ナイロン66、及びナイロン12から選択される1種以上を樹脂分の90〜100質量%含む第2のポリアミド樹脂組成物を射出し、最終成形品を得る。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 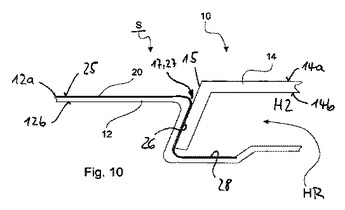 (もっと読む)
(もっと読む)
成形材料、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】良好な成形性、寸度、平滑性を有し、ガス発生も抑制された成形材料を提供すること。
【解決手段】セルロースに含まれる水酸基の水素原子が、
下記A)で置換された基を少なくとも1つ、及び
下記B)で置換された基を少なくとも1つ含むセルロース誘導体と、
平均直径1μm以下の無機繊維とを含有する成形材料。
A)炭化水素基:−RA
B)アシル基:−CO−RB(RBは炭化水素基を表す。)
(もっと読む)
強化ポリカーボネート/ポリエチレン系複合樹脂組成物及びその成形品
【課題】無機充填材を配合したポリカーボネート樹脂と低密度ポリエチレンとの複合樹脂成形品であって、耐薬品性と、耐衝撃性等の機械的特性に優れ、また成形品外観も良好で、弾性率、成形収縮率を好適な範囲に容易に制御することができる強化ポリカーボネート/ポリエチレン系複合樹脂成形品を提供する。
【解決手段】ポリカーボネート樹脂85〜99質量%と、密度0.85〜0.92g/cm3のエチレン系共重合体1〜15質量%からなる樹脂成分を主成分とし、樹脂成分100質量部に対して無機充填材1〜50質量部を含有してなる樹脂組成物を射出成形してなる強化ポリカーボネート/ポリエチレン系複合樹脂成形品。無機充填材の短軸径が0.01〜100μmで、成形品の表面から深さ20μmの範囲の表層部における、エチレン系共重合体により形成されるドメインの短軸径が0.05〜2μm。
(もっと読む)
放熱部付き二色成形品及び発熱体付き機器
【課題】発熱部を有する電子機器等の放熱部材として好適に用いることができる合成樹脂製の放熱部付き二色成形品と、この放熱部付き二色成形品を備える発熱体付き機器を提供する。
【解決手段】合成樹脂製の本体部41と、本体部41の外面の少なくとも一部に設けられた、本体部41よりも高熱伝導性の合成樹脂よりなる放熱部42とを備え、本体部41と放熱部42とが二色成形により一体成形されている放熱部付き二色成形品40。ケース50と、ケース50内に設置された発熱体57と、発熱体57に対峙する対峙体とを備えた発熱体付き機器において、対峙体がこの放熱部付き二色成形体40よりなり、放熱部付き二色成形体40の放熱部42が発熱体57と直接に又は伝熱材を介して当接している発熱体付き機器。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法
【課題】樹脂成形で得られる長繊維強化樹脂製の成形品の強度を向上させることができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】樹脂供給装置5は、長繊維強化樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、長繊維強化樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、長繊維強化樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の長繊維強化樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
射出成形方法および繊維含有樹脂成形体
【課題】樹脂としてポリ乳酸樹脂等のバイオマス樹脂を用い、かつ、バイオマス樹脂の比率を高くしても、十分な強度を有し、かつ、樹脂の熱劣化も防止できる射出成形方法、および、この成形方法による繊維含有射出成形品を提供する。
【解決手段】樹脂と、難燃剤と、難燃剤を被覆してなり、好ましくは3〜10mmのペレット状にした繊維とを含有する混合物を調製し、この混合物を射出成形することにより、前記課題を解決する。
(もっと読む)
樹脂ベースの複合材料製衛生陶器及び調製方法
本発明は、樹脂ベースの複合材料製衛生陶器を開示し、これは下記の点の特徴を有する。当該衛生陶器は、原料を混合、射出し、次いで、型を凝固させることによって作られる。当該原料の成分及びその重量比は下記の通りである:不飽和ポリエステル樹脂14%〜30%、ポリエステル系収縮防止剤6%〜14%、補強繊維11%〜37%、珪灰石10%〜20%、炭酸カルシウム25%〜40%、開始剤0.8%〜2.4%。そして、本発明はまた、当該衛生陶器の調製方法も開示する。現在の技術と比較して、本発明は高い強度、高い靭性、完全な自浄能力及び低いエネルギー消費という利点を有する。 (もっと読む)
ポリアミド樹脂組成物成形体の製造方法、およびそれより得られる成形体
【課題】ポリアミド樹脂組成物よりなる引張強度の高い成形体の製造方法を提供する。
【解決手段】ポリアミド樹脂組成物よりなる厚み方向に二層構造を有する成形体S1、S2の製造方法であって、厚み方向に二層構造となった成形体であり、下記式(I)、(II)を満たすことを特徴とするポリアミド樹脂組成物成形体の製造方法。(I)4.5×10−3<A×(B−C)≦15×10−3(II)(Tm−Tc)/t>0.6[ただし、式(I)中、Aはポリアミド樹脂組成物成形体の流れ方向Lの線膨張係数(1/℃)、B、Cはそれぞれ成形時の樹脂温度(℃)、金型温度(℃)を示し、式(II)中、Tm、Tcはそれぞれポリアミド樹脂組成物の融点(℃)、固化温度(℃)、tは一次成形S1が開始されてから二次成形S2が開始されるまでの時間(sec)を示す]
(もっと読む)
81 - 100 / 394
[ Back to top ]