
Fターム[4F206AB25]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 形状 (519) | 短繊維、ウイスカー (394)
Fターム[4F206AB25]に分類される特許
21 - 40 / 394
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善した芳香族ポリカーボネート樹脂組成物であって、透明性に優れ、かつ表面硬度も良好な芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
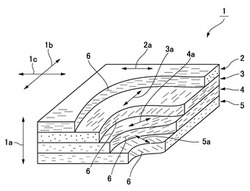
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
複写機内部部品
【課題】本発明の課題は、複写機部品に代表される、紙が成形品表面を通る部品として、耐熱性及び剛性に優れ、かつ室温から高温までの使用環境下において、トナー融着や紙こすれによる紙詰まりを起こさない表面平滑性、及び光沢性に優れた部品及び該成形品の製法を提供することを課題とする。
【解決手段】芳香族ポリエステル(A)10〜75質量部、スチレン系樹脂(B)90〜25質量部、(A)+(B)100質量部に対し、繊維状充填材(C)5〜50質量部、及びレーザー回折式粒度分布測定による体積基準メディアン径20μm以下の微細充填材(D)0.1〜30質量部を含む複写機内部部品であって、曲げ弾性率が5GPa以上、23℃における平均表面粗さRaが15μm未満かつ、120℃で2時間加熱した後の平均表面粗さRaが30μm未満である上記複写機内部部品。
(もっと読む)
熱伝導性ポリアルキレンテレフタレート樹脂組成物および成形体
【課題】
熱伝導性に優れ、かつUL−94規格を満たす難燃性とJEL801規格を満たす高いグローワイヤー特性の双方に優れた、熱伝導性ポリアルキレンテレフタレート樹脂組成物、およびこれを成形してなる成形体を提供する。
【解決手段】
下記(A)〜(E)成分を含むことを特徴とするポリアルキレンテレフタレート樹脂組成物。
(A)以下の特徴を有する、ポリアルキレンテレフタレート樹脂:100質量部
70モル%以上がテレフタル酸であり且つ水素添加ダイマー酸成分を5〜12モル%含有する酸成分と、70モル%以上が1,4−ブタンジオールであるアルコール成分からなる共重合ポリブチレンテレフタレートを51〜100質量部含む、ポリアルキレンテレフタレート樹脂
(B)窒化硼素及び/又は珪酸マグネシウム塩:50〜200質量部
(C)臭素系難燃剤:5〜60質量部
(D)アンチモン化合物:5〜20質量部
(E)繊維状充填材:20〜100質量部
(もっと読む)
モールドバスバーの製造法及びモールドバスバー

【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
樹脂部材、軸受用保持器、及びその製造方法
【課題】ウェルド面の強度低下を抑制することが可能な樹脂部材、軸受用保持器を提供する。
【解決手段】冠型保持器は、成形金型内に形成した環状のキャビティ40の周縁部に設けた樹脂射出ゲート50から、強化繊維を添加した溶解樹脂をキャビティ40内に射出し、冷却固化することによって成形される。キャビティ40内に注入された溶解樹脂は、キャビティ40内を充填した後、樹脂溜まり60A,60Bに流入し、貯留される。このとき、矢印で示したような樹脂の流動が発生するため、溶解樹脂に添加された強化繊維は、ウェルド面Wの径方向内側において、ウェルド面Wに対して垂直に配向する。
(もっと読む)
合成樹脂製板状部材の強化方法
【課題】軽量でありながら強度も担保されており、車両用ドアの外板としても使用可能な合成樹脂製板状部材の強化方法を提供する。
【解決手段】合成樹脂製の板状部材11の内部に、繊維による3次元的な立体構造の補強シート20をインサート成形により配している。当該補強シートは、二枚のシート状繊維織物20a・20aの間に多数本の繊維体20bが架設された状態の3次元構造となっている。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】液晶ポリエステルと繊維状充填材と板状充填材と粒状状充填材とを含む液晶ポリエステル組成物を安定に生産性良く製造する。
【解決手段】シリンダーと、前記シリンダー内に配置されたスクリュウと、前記シリンダーに上流側から順に設けられた第1供給部、第2供給部及び第3供給部とを有する押出機を用い、前記スクリュウを回転させながら、前記シリンダー内に、液晶ポリエステルを前記第1供給部から供給し、繊維状充填材及び板状充填材を前記第2供給部から供給し、粒状充填材を前記第3供給部から供給し、前記液晶ポリエステル、前記繊維状充填材、前記板状充填材及び前記粒状充填材を溶融混練して押し出す。
(もっと読む)
プラスチック筐体用成形品及び射出成形機並びに射出成形方法
【課題】 コスト面で有利に、金属コーティングされたガラス繊維を磁界によって強制的に理想な方向に設定することにより、強度を確保することができるプラスチック筐体用成形品及び射出成形機並びに射出成形方法を提供する。
【解決手段】 プラスチック筐体用成形品10は、ガラス繊維を含有し、ガラス繊維に、着磁される金属が蒸着によりコーティングされる。
(もっと読む)
発泡歯車
【課題】 超臨界流体を発泡剤とした発泡成形技術を用いて射出成形により成形した発泡歯車であって、高い寸法精度を備えるとともに、高強度の発泡歯車を提供する。
【解決手段】 少なくとも熱可塑性樹脂を含有する樹脂組成物に超臨界流体を溶解させ、射出成形して得た発泡歯車であって、上記熱可塑性樹脂のSP値は、16〜29であり、上記発泡歯車は、その発泡倍率が1.05以下であり、かつ、発泡セル径が20μm以下であることを特徴とする発泡歯車。
(もっと読む)
サンドイッチ成形体
【課題】高温環境下であっても十分な機械的性質を維持し、軽量化を図れるサンドイッチ成形体を提供すること。
【解決手段】コア部がスキン部によって挟持されてなるサンドイッチ成形体であって、スキン部を構成する第1の熱可塑性樹脂とコア部を構成する第2の熱可塑性樹脂とがいずれも無機充填材を含有し、スキン部の曲げ弾性率をE1,スキン部の曲げ最大歪をε1,コア部の曲げ弾性率をE2,コア部の曲げ最大歪をε2としたとき、下記の式を満たし、スキン部の体積比率が40%〜70%であることを特徴とするサンドイッチ成形体。
1<E1/ε1<5
5<E2/ε2<10
ε1/ε2>1
(もっと読む)
サンドイッチ成形体
【課題】ポリアミド樹脂を含有するサンドイッチ成形体を提供する。
【解決手段】サンドイッチ成形体は、以下を同時に満足することを特徴とする。(1)スキン層1が、ポリアミド樹脂、エポキシ化合物、ガラス繊維を含有し、(2)スキン層1におけるエポキシ化合物の含有量が、ポリアミド樹脂100質量部に対し0.2〜2質量部であり、(3)スキン層1における樹脂組成物の、(ポリアミド樹脂の融点+30)℃およびせん断速度1000s−1で測定された溶融粘度ηaが、300〜2000Pa・sで、(4)スキン層1における樹脂組成物とガラス繊維との混合比率が、質量比で、40/60〜70/30である。また、(5)コア部2は、ポリアミド樹脂と平均繊維長が0.5〜5mm、およびこれより長い繊維長のガラス繊維を含有し、(6)コア部2におけるポリアミド樹脂とガラス繊維との混合比率は、質量比で、30/70〜60/40である。
(もっと読む)
樹脂成形体
【課題】環境に優しい天然繊維を使用しながら、良好な機械的強度を有すると共に、白色度の高い樹脂成形体を提供する。
【解決手段】熱可塑性樹脂と、白色度70%以上の天然繊維と、合成樹脂繊維とを含み、天然繊維の含有率が5〜25重量%であり、合成樹脂繊維の含有率が1〜25重量%であり、天然繊維と合成樹脂繊維との合計含有率が6〜30重量%である。220℃以下で射出成形することで白色度が60%以上の樹脂成形体を得ることができる。
(もっと読む)
リフレクター用樹脂組成物、リフレクター用樹脂フレーム、リフレクター、及び半導体発光装置
【課題】リフレクターとする際の成形性及び生産性が高く、リフレクターとした場合に優れた耐熱性を発揮し得るリフレクター用樹脂組成物、当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法を提供する。
【解決手段】ポリメチルペンテン樹脂と、白色顔料と、球状溶融シリカ粒子及び/又は異形断面ガラス繊維と、を含むリフレクター用樹脂組成物、及び当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法である。
(もっと読む)
厚肉成形品の製造方法
【課題】十分な機械的特性および良好な外観を得ることができる厚肉成形品の製造方法を提供する。
【解決手段】溶融した所定の合成樹脂Pを金型11内に射出する射出成形により、互いに積層された複数の層から成るとともに所定寸法以上の厚さを有する成形品1を製造する厚肉成形品の製造方法であって、他の層と積層すべき積層面2aに沿って延びかつ積層面2aに突設された複数のリブ4を有する第1次成形層2を、射出成形によって成形する第1次成形工程と、第1次成形層2の積層面2a側に積層するよう、第2次成形層3を射出成形によって成形する第2次成形工程と、を備え、第1次成形工程において、各リブ4の幅方向の両側の少なくとも一方に、第1次成形層2と第2次成形層3の積層方向に対し、所定の角度範囲で傾斜するテーパ面4aを有するように、第1次成形層2を成形する。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
電磁波シールド性複合成形体とその製造方法
【課題】家庭用の電気・電子機器等から発生させる低周波の磁界波と電磁波のシールド性が優れた電磁波シールド性複合成形体と、その製造方法を提供する。
【解決手段】炭素繊維及び熱可塑性樹脂を含む第1樹脂組成物からなる第1成形体層と、メジアン径(d50)が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末及び熱可塑性樹脂を含む第2樹脂組成物からなる平板状の射出成形体層とを有する電磁波シールド性複合成形体であって、前記平板状の射出成形体層中において前記扁平軟磁性粉末が厚み方向と直交する方向に配向された状態で含有されており、前記平板状の射出成形体層が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上であり、かつ前記周波数領域の電磁波シールド効果が25dB以上である、電磁波シールド性複合成形体。
(もっと読む)
熱伝導性射出成形体とその製造方法
【課題】軽量で、高い熱伝導性を有する熱伝導性射出成形体とその製造方法を提供する。
【解決手段】ピッチ系炭素繊維10〜70質量%を含有する熱可塑性樹脂組成物からなる熱伝導性射出成形体であって、前記射出成形体中において、前記ピッチ系炭素繊維が射出成形によりMD方向(射出成形時の樹脂流れ方向)に配向された状態で含有されており、縦120mm、横120mm及び厚さ3mmの成形体における厚さ方向の熱伝導率(λ1)とMD方向(射出成形時の樹脂流れ方向)の熱伝導率(λ2)との比(λ2/λ1)が10以上である、熱伝導性射出成形体。
(もっと読む)
複合成形体およびその製造方法
【課題】予め成形された予備成形体と後から供給される溶融樹脂との間で十分に高い接合強度が容易に得られるようにし、強度・剛性に優れた最終成形品としての複合成形体を効率よく製造できる方法、およびその方法により製造された複合成形体を提供する。
【解決手段】重量平均繊維長1mm以上の強化繊維を含む第1の繊維強化樹脂を用いて予備成形体を予め成形し、該予備成形体を型内に配置し、該型内に溶融した第2の繊維強化樹脂を射出し、射出された第2の繊維強化樹脂を予備成形体に接合して複合成形体を製造する方法であって、複合成形体に用いられる熱可塑性樹脂として少なくとも樹脂Aおよび樹脂Bの互いに異なる処方の樹脂を用い、予備成形体の少なくとも表層部を樹脂Bを用いて形成し、射出される第2の繊維強化樹脂には樹脂Aを使用し、樹脂Aにより与えられる熱により樹脂Bを溶融させ、該溶融を介して、第2の繊維強化樹脂を予備成形体に接合することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
21 - 40 / 394
[ Back to top ]