
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
161 - 180 / 435
靴底および靴底の製造方法
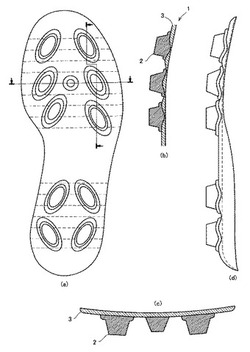
【課題】外観性を改善させ、コストダウンを達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供する。
【解決手段】あらかじめ少なくとも部分的に架橋成形されたラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を架橋接着することを特徴とする靴底の製造方法およびその製造方法によって得られた靴底に関する。
(もっと読む)
光半導体装置用パッケージ

【課題】射出成形金型内で最終的に樹脂流同士が合わさるウェルド部での機械強度の低下とウェルドラインの発生を抑えることを可能とした光半導体装置用パッケージを提供する。
【解決手段】熱可塑性樹脂からなる射出成形体2にリードフレーム3を包含してなり、射出成形体2の一外側面にリードフレーム3が露出する開口4を有し、一外側面と表裏反対の他外側面にリードフレーム3と対向するゲート2aを有するものであって、ゲート2aを複数個所に設けた。
(もっと読む)
筐体、電子機器、および筐体の製造方法
【課題】本発明は、製品品質の低下を抑制することができる筐体、電子機器、および筐体の製造方法を提供する。
【解決手段】第1の主面とこれに対向する第2の主面とを有する平板部と、前記平板部の周縁に設けられ前記第1及び第2の主面と交差する方向に突出する突出部と、前記平板部の周縁に設けられた封止部と、を備えたことを特徴とする筐体が提供される。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設された樹脂成形品、更に射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22と、固定型21内を型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、転写層34が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及び転写層34を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
インサート成形部品及びその製造方法
【課題】表面加工に手間がかからず、塗装を行う場合は均一な塗装が可能でクラックの発生がなく、しかも強度を向上できるインサート成形部品を提供する。
【解決手段】金属板1の表面全体及び外周面全体を樹脂板2が覆うようにインサート成形すると共に、金属板1に設けた複数の固定用孔4から金属板1の裏面に回り込むように樹脂により鍔部6を形成し、更に金属板1に設けた各樹脂射出孔10の形状を表面側の径が裏面側の径より小さいテーパ状として、このテーパ状の各樹脂注入孔5にも樹脂が充填されるようにした。
(もっと読む)
インサート金具部材
【課題】インサート成形により樹脂製のワークと一体化されて、優れた回り止め機能と抜け止め機能を発揮するインサートナットやインサートカラーのようなインサート金具部材を提供する。
【解決手段】中央に孔部を設けた円筒状の軸部2と、この軸部2の上端に設けた外周形状の大きいフランジ部3を有するインサート金具部材であって、前記軸部2の外周面には回り止め用の突条5を突設し、また軸部2の下端には端面部を外に向けて拡開してなる抜け止め用の拡開部6を形成したものとした。また、前記回り止め用の突条5と抜け止め用の拡開部6とを、鍛造工程において金具本体1の成形と同時に成形されるものとした。
(もっと読む)
低トルクシャフトシールおよびその構築方法
シャフトシールアセンブリの構築方法は、PTFEシール要素を外側金属ケースに付けることと、PTFEシール要素のボアをマンドレル上に配置することとを含む。次に、PTFEシール要素をマンドレル上のまま加熱する。さらに、PTFEシール要素をマンドレル上のまま冷却し、シャフトシールアセンブリをマンドレルから取外す。結果として生じるシール要素は、使用中のシャフトの摺動面に対する信頼性のあるシールを提供し、一方それと同時に、シャフトの摺動面に対して低いランニングトルクを発生させる。さらに、シャフトシールアセンブリをシャフト上に取付けるのに必要とされる軸方向に押す力が最小限であることによって、取付け中のシール要素の破損またはシール要素の反転の可能性が減少される。  (もっと読む)
(もっと読む)
樹脂製軸受部品
【課題】軸孔に筒状の電鋳部をインサートモールドで一体成形した樹脂製軸受部品であって、高精密な回転又は、摺動又は、摺動回転を出来るよう係合支持する樹脂製軸受部品及びその製造方法を提供する。
【解決手段】軸受部品13の軸孔に適合するマスター軸1から成形後に分離した電鋳殻である筒状の電鋳部3が、樹脂成形部11の軸心にインサートモールドで一体成形されている。
(もっと読む)
複合翼形部を交換する方法
【課題】タービンにおける複合翼形部(22)の一部分を交換する方法を提供する。
【解決手段】本方法は、ホイール(24)上に取付けられた複数の複合翼形部(22)を備えたタービンを準備する段階を含む。複合翼形部(22)の少なくとも1つは、非プラスチック材料で製作されたコア(30)及び該コアの少なくとも一部分を囲むプラスチック翼形部分(32)を有する。交換を必要とするプラスチック翼形部分(32)を有する複合翼形部(22)にアクセスする。コア(30)をホイール(24)上に取付けたままの状態で、該コアを露出させるようにプラスチック翼形部分(32)を除去する。コア(30)をホイール(24)上に取付けたままの状態で、該コアを囲むようにプラスチック翼形部分(32)を成形する。
(もっと読む)
電子機器筐体の製造方法及び電子機器筐体
【課題】金属板に樹脂を一体成形する際の樹脂の流動性を確保しつつ、成形後に生じる筐体の反りを防止することのできる電子機器筐体の製造方法及び電子機器筐体を提供すること。
【解決手段】金属板40を金型60a,60b内に設置し、金型60a,60b内に樹脂50を射出することによって金属板40の少なくとも一面全体に樹脂50を一体に成形する方法において、樹脂50にケイ酸塩ガラスからなる繊維状のフィラーを含有させる。その際、フィラーに含まれる二酸化ケイ素の量を調整し、樹脂50の成形収縮率SRを一体成形における金属板40の収縮率SMよりも小さく設定する。
(もっと読む)
生物医学的な使用のためのチャンバユニットを成形及び組立てるための装置及び関連した方法
生物医学的な使用のためのチャンバユニット(D)を成形及び組立てるための装置であって、相互に組立てられるようになっているチャンバユニット(D)のそれぞれ2つのパーツ(A,B)の熱可塑性材料の射出成形するための、第1成形金型(3)の金型部分及び第2成形金型(4)の金型部分、及び追加の熱可塑性材料をオーバーモールディングすることによって前記2つのパーツ(A,B)の組立てのための金型(5)の前記金型部分、を支持するため、相互に平行で向かい合っており、且つ互いに近づけられたり遠ざけられたりする2つのプレート(18,22)と、及び、作動手段(M)によって前記プレート(18,22)の間で移動可能にされ且つ、パーツを前記組立成形型(5)に移送するために前記第1成形金型(3)及び第2成形金型(4)から前記パーツ(A,B)を受けるようになっている要素支持装置(6)とを含むものにおいて、前記要素支持装置(6)は、前記支持プレート(18,22)少なくとも1つと少なくとも摺動可能に直接関連する。 (もっと読む)
モールド金型及びその製造方法
【課題】キャビティ凹部を形成する側面部の加工条件を底面部と変えることで離型性が向上したモールド金型を提供する。
【解決手段】金型母材に放電加工を含む加工工程を経て形成されたキャビティ凹部4のうち、少なくともキャビティ底面部5とこれを囲むキャビティ側面部6は面性状が異なり、該キャビティ側面部6の断面形状は周縁部が溝部6aに囲まれた上に凸となる逆クレーター部6bが連なる平滑面に形成されている。
(もっと読む)
ウェザーストリップ
【課題】型成形部の車外側表面に芯材に連通する凹部がなく、車外から芯材を介して車内へ水が浸入することを防止できる、芯材がインサートされてなる型成形部を有するウェザーストリップを提供する。
【解決手段】金属又は樹脂製の芯材3がインサートされてなる型成形部を有するウェザーストリップであって、該型成形部の車外側表面は、芯材3に連通しないよう構成される。型成形部は、芯材3が配置された金型のキャビティ11内にゴム様弾性体の原料を注入することにより成形されるものであり、芯材3は、型成形部の車内側表面を形成する下型5に突出形成される支持部18に固定された状態でキャビティ11内に配置される。
(もっと読む)
シール構造体の製造方法
【課題】縁部に沿ってスルーホール11bが所定のピッチで開設されたシート状部材11を、挟持手段211,221を介して金型2の内面間に挟持し、このシート状部材11の縁部と金型2の内面との間に画成されたキャビティ23に成形用材料を充填して硬化させることによって、シート状部材の縁部にガスケットを一体に有するシール構造体を製造する方法において、成形用材料の射出圧やキャビティ23内での成形用材料の流れによってシート状部材11が撓んだり破損したりするのを防止して、品質の高いシール構造体を提供する。
【解決手段】シート状部材11を金型2内に挟持する挟持手段211,221が、各スルーホール11bを塞がないように凹んだ凹部211a,221aと、各スルーホール11b,11b間へ突出する突出部211b,221bを交互に有する。
(もっと読む)
インサート成形品及び給水装置
【課題】強度が高く、分別が容易なインサート部材を配置させたインサート成形品及び給水装置を提供すること。
【解決手段】給水装置1の本体部2は、樹脂材で一体成型されるとともに、インサートボルト26bがインサートされ、且つ、このインサートボルト26bのボルトヘッド100aが設けられた部位に破断部91が形成されたベース部10と、自吸を行ない、内部に空間を形成する自吸室36及び自吸室36の開口を閉塞する自吸室蓋42を有する自吸部11と、ベース部10上に配置されたモータ12を有するポンプ13とを備え、ベース部10は、ベース本体20、吸込口30を有する吸込流路部31、ポンプ13のポンプケーシング34、自吸部11の自吸室36開口部37を有する連通部38、及び、連通部38に接続された吐出流路部40を有する流路部21と、が形成されている。
(もっと読む)
筐体及びその製造方法
【課題】プラスチック部品が少し変形し、プラスチック部品と金属本体との間に内部応力が少し生じる筐体及びその製造方法を提供する。
【解決手段】金属本体と、プラスチック部品と、を含む筐体において、前記金属本体及びプラスチック部品がインサート成型方法によって一体に成型され、前記金属本体とプラスチック部品との間に係合区域が形成され、前記係合区域内で、前記プラスチック部品が少なくとも2つの部分に分離して形成される。金属本体と、プラスチック部品と、を含む筐体の製造方法において、前記金属本体を準備するステップと、前記金属本体を射出成型用金型内に挿入するステップと、前記射出成型用金型内にプラスチックの溶湯を注入して、前記金属本体と係合する区域に少なくとも2つの部分に分離されるプラスチック部品を形成するステップと、を含む。
(もっと読む)
ブロック製造用金型
【課題】ブロックにセンターベルトを装着したときに、両者の間に緩みのある関係や過剰な圧縮関係がなく、ちょうどよいサイズで嵌合することができるようなブロックを成形することができるブロック製造用金型を提供する。
【解決手段】高負荷伝動ベルト1に用いるブロック2を成形するのに用いるブロック製造用金型において、前記金型はブロック2の厚み方向で分割した第1金型30と第2金型31の少なくとも2つの金型からなっており、前記第2金型31のキャビティにおける前記嵌合溝を成形する部分の幅cを、第1金型30のキャビティにおける嵌合溝を成形する部分の幅aよりも広く設定するとともに、両者の幅の差は、ブロック成形時に両金型30、31を組み合わせた場合の位置ズレよりも大きく設定してなる。成形したブロック2の前記嵌合溝の幅が一定になるようにした。
(もっと読む)
形成体及びその成形方法
【課題】成形時の固化収縮による反りを低減することのできる形成体及びその成形方法を提供する。
【解決手段】柱状体と該柱状体の所定部位に配置された張出部とを備える樹脂成形体を形成するにあたって、柱状体を形成する第1の空隙51aと、該第1の空隙51aに連通し所定の長さで第1の空隙51aよりも細く、ゲート50bに接続された第2の空隙51bとを備える第1の金型50に、ゲート50bからフィラー13fを含む溶融樹脂を注入し、第2の空隙51b内で溶融樹脂の流速を注入時の流速よりも低くして第1及び第2の空隙51a,51bを樹脂で充填する。次に、金型50から成形体を取り出し、成形体の第2の空隙51bに対応する部分を、張出部成形用の第2の金型60に入れ、その第2の空隙51bに対応する部分を覆って形成することにより、張出部を成形する。
(もっと読む)
軸継手付太陽ローラを備えた遊星ローラ減速機
【課題】簡単な構成で低コストに入力軸と駆動モータの出力軸とを接合することができる軸継手付太陽ローラを備えた遊星ローラ減速機を提供すること。
【解決手段】入力軸15と一体の太陽ローラ15bと、ケーシング11に回転方向を固定された内ローラ13と、出力軸21と一体のキャリア16aに固設されたキャリアピン17に回転自在に支承された複数の遊星ローラ18とにより構成され、それぞれのローラ15b、13、18が予圧状態で外接及び内接されてなる遊星ローラ減速機10において、前記太陽ローラ15bの入力軸15に熱可塑性樹脂製軸継手22が一体成形してある軸継手付太陽ローラを備えたことを特徴とする。
(もっと読む)
2色成形用金型及び2色成形方法
【課題】透明部を成形した後、着色支持部を成形して一体化する際、透明部に適切な圧力を加えて成形することで内部応力や残留歪の少ない2色成形品を得る。
【解決手段】2色成形用金型10は、透明部3を成形する1次成形側金型7と着色支持部5を成形する2次成形側金型9とを有し、2次成形側金型9において透明部3と着色支持部5とを一体化して2色成形品1を成形するものであり、2次成形側金型9の固定側の金型入子162の熱膨張量を1次成形側金型7の固定側の金型入子161の熱膨張量よりも大きくなるように構成した。
(もっと読む)
161 - 180 / 435
[ Back to top ]