
Fターム[4F206AD18]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 形状、構造 (4,599) | 構造材(←芯材) (435)
Fターム[4F206AD18]に分類される特許
181 - 200 / 435
熱伝達性部材とLEDデバイスを集積する方法
少なくとも2つの熱伝達性部材を集積して、集積複合部材を提供する方法が開示され、この方法は、
a)少なくとも2つの熱伝達性部材を成形用金型キャビティの中に配置し、その際、前記熱伝達性部材の各々が、樹脂注入キャビティの表面を形成する少なくとも1つの露出面を有するようにするステップと、
b)樹脂注入キャビティの中に熱伝導性樹脂を注入し、少なくとも2つの熱伝達性部材の露出面と接触させて、集積複合部材を形成するステップと、
を含み、
熱伝導性部材の熱伝導率は少なくとも0.7W/mK以上である。
(もっと読む)
板金インサート成形品の製造方法、および電子機器
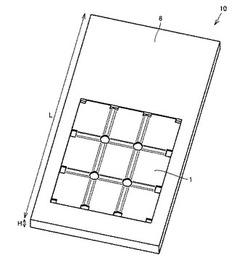
【課題】樹脂部材のひずみを低減し、反り変形やクラック発生を抑制できる、板金インサート成形品を提供する。
【解決手段】この板金インサート成形品10の製造方法は、金属板1の周囲に沿って樹脂部材6を一体化した板金インサート成形品10を成形する方法であって、畝形状を形成する工程と、切り欠きを形成する工程と、金属板1を金型に設置する工程と、金属板1と樹脂とを一体化する工程とを備える。畝形状は、樹脂部材6が設けられる金属板1の第一端部から、第一端部と対向する金属板1の第二端部に向かって、金属板1を横断している。切り欠きは、畝形状の両端を金属板1の第一端部および第二端部から離している。金属板1と樹脂部材6とは、樹脂を射出成形して、一体化されている。
(もっと読む)
ヒータ、樹脂成形装置、樹脂成形方法、及び樹脂成形体

【課題】製造のスループットを向上可能なヒータ、樹脂成形装置及び樹脂成形方法、及び、このようにして製造された樹脂成形体を提供する。
【解決手段】ヒータは、金属製の天板M41と、該天板に設けられた金属製の柱材M42,M43と、該柱材の軸の周囲を囲むコイルWRとを備え、該柱材の内部に冷却通路P1,P2を設けた。これにより、該柱材を自然冷却時よりも高速に冷却することができるため、スループットを向上させることができる。また、筒体M42と柱部M43とを異種金属から構成し、該筒体内に該柱部を圧入した場合に、これらの熱膨張係数の差によって該柱材に固定された該天板に生じた歪は、該冷却通路により吸収することができる。特に、該天板を樹脂成形用の金型に用いる場合には、熱膨張係数の差による歪が生じにくくなるため、精密な樹脂成形が可能となる。
(もっと読む)
車両用ミラーベースおよび金型装置
【課題】複数の金型で形成されるキャビティへの樹脂注入ノズルからの合成樹脂の注入によって成形される樹脂成形品内に、剛性材料から成る芯部材が埋設されて成り、車両側に固定される取付け部と、該取付け部から突出するミラー支持腕部とを一体に有する車両用ミラーベースにおいて、型成形時の芯部材の変形および移動を防止する。
【解決手段】芯部材9のキャビティ17内へのセット状態で樹脂注入ノズル24に対向する位置に配置される貫通孔25が、芯部材9に設けられる。
(もっと読む)
芯材のインサート成形方法
【課題】金属製の芯材をキャビティの所定位置に支持してゴム様弾性体の原料を注入してもキャビティ内を押し動かされることがないようにすると共に、芯材をキャビティ内に支持する手段が成形品の表面に露出して外観を損なうことがないようにする。
【解決手段】金属製芯材21の取付孔22に突起物23の差込部25を強く押し込んで首部24に嵌合固定させ、突起物23をキャビティ11を形成する金型8に当てて支持させる。突起物23は成形物のゴム様弾性体と同じ材質とすることにより、突起物先端が成形物表面に露出しても目立たないようにする。
(もっと読む)
靴および靴の製造方法
【課題】靴底を形成する際に、靴の内部を足の形状にフィットする立体形状に形成することができる靴および靴の製造方法を提供すること。
【解決手段】底部に中底4を有したアッパー体2に靴底3を設けた靴1であって、前記中底4に表裏貫通した孔、切り欠き、スリット等の連通部10を設け、前記靴底3を形成する成形素材の一部を前記連通部10を介して中底4の表面に導くことにより、当該中底4の表面に前記成形素材による膨出部11を形成する。また、靴底3を形成する成形素材は発泡性の樹脂または発泡性のゴムであり、膨出部11は土踏まずの位置に設けられている。
(もっと読む)
発泡樹脂製表皮付きパネル及びその成形方法
【課題】外観見栄えの向上した健全な発泡樹脂製表皮付きパネルを提供する。
【解決手段】基材3の表面に発泡樹脂からなる表皮5を一体に射出成形する。表皮成形時にキャビティ109′内に射出されて異なる方向に流れて合流する発泡樹脂の合流領域Eの表皮5の発泡倍率を、他の領域の発泡倍率よりも低く設定する。
(もっと読む)
車両の内装パネル及びその成形方法
【課題】良好な手触り感付与と走行時の接触音発生防止との両立を図る。
【解決手段】インパネアッパ部3の樹脂製基材7の表面に軟質発泡樹脂からなる表皮9を一体に成形する。表皮9は、樹脂密度の高いスキン層15が表面に形成されるとともに、多数の空隙を有し上記スキン層15に比べて樹脂密度の低い発泡層17が内部に形成され、かつスキン層15と発泡層17とは同じ軟質発泡樹脂で形成され、表皮9の主体をなす一般部11と、フロントガラスGに当接する当接部13とからなる。当接部13の肉厚T1 を一般部11の肉厚T2 よりも厚く設定する。
(もっと読む)
表皮付き樹脂成形品
【課題】差込み片の形状が複雑な点を解決し、側壁及び差込み片のシール性と位置精度を確保することができる表皮付き樹脂成形品を提供することを課題とする。
【解決手段】差込み片42は、側壁35に接触する平坦部43と、この平坦部43より先端側に設けられた凹溝44とが設けられている。側壁35には、凹溝44に嵌合する突起部45が設けられている。凹溝44に突起部45を嵌合することで、基材31に対して表皮材32が位置決めされる。凹溝44は半球凹形状であり、突起部45も半球形状であるので、差込み片42と突起部45を確実に位置決めされ、シール性もよい。
【効果】基材の側壁に突起部を設け、表皮材の差込み片の凹溝と嵌合するようにしたので、基材と表皮材の位置精度の確保及びシール性の向上を図ることができる。
(もっと読む)
ブラシホルダの製造方法、ブラシホルダおよびモータ
【課題】小型化を図ることができ、また、所望の強度を確保することができるブラシホルダの製造方法、ブラシホルダおよびモータを提供する。
【解決手段】接続端子31を備えたコネクタ接続部と、接続端子35,36を備えたモータ内部接続部と、コネクタ接続部とモータ内部接続部とを連結する連結部と、を有し、接続端子35,36が、連結部からそれぞれ異なる方向に屈曲して形成されているブラシホルダの製造方法において、接続部71を有するインサート端子連結体62を形成する工程と、接続端子35,36を保持する第一中子部材73および第二中子部材81、並びに接続端子31を保持する第三中子部材91を組み付けてインサート端子一体品95を形成する工程と、第一〜第三中子部材が組み付けられた状態で、インサート端子一体品の接続部を切断する工程と、各接続端子における端子接続部以外を樹脂材料にて覆う工程と、を有する。
(もっと読む)
樹脂プーリ付き軸受
【課題】転がり軸受の放熱性を確保しつつ、樹脂プーリのクリープを防止する。
【解決手段】外輪12の外径面に金属リング13が固定され、その金属リング13の端面と外径面の間に面取り部18が全周にわたって形成される。金属リング13の両端面、外径面、および面取り部18に、周方向に対して直角に形成された係合溝19が設けられる。樹脂プーリ14が外輪12の外径面に射出成形により一体化されると、樹脂プーリ14は、その射出樹脂が埋め込まれる係合溝19により外輪12に係合し、樹脂プーリ14のクリープが防止される。その結果、樹脂プーリ14のボス部15を外輪12の両端面を抱え込むように外輪12の外径面に一体化させる必要がなくなるため、外輪12の外径面を露出させることができ、放熱性を確保することができる。
(もっと読む)
複合成形品の製造方法
【課題】軽量、薄肉、高剛性で、かつ表面外観に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】硬質部材層と軟質部材層とを含み、サンドイッチ構造を有する積層板を金型に挿入し、前記積層板の端部周囲の少なくとも一部に樹脂部材をアウトサート成形する複合成形品の製造方法であって、金型挿入前の積層板の厚みt1と、前記積層板が挿入される前記金型の積層板厚み方向に対する空隙距離t0とが、t1/t0=1.03〜1.3であることを特徴とする複合成形品の製造方法。
(もっと読む)
樹脂プーリ付き軸受
【課題】転がり軸受の樹脂プーリのクリープを防止しつつ、放熱性を高める。
【解決手段】外輪12の外径面に角溝状の周溝13が軸方向2箇所に設けられ、外輪12の両端面および外径面の両端部を露出させるように、樹脂プーリ14が外輪12に射出成形により一体化される。この両周溝13に、樹脂プーリ14のボス部15を形成する樹脂が食い込むため、樹脂プーリ14と両周溝13の内側面とは径方向に接触し、樹脂プーリ14と両周溝13の内側面との径方向接触領域が確保され、樹脂プーリ14のクリープが防止される。また、露出する外輪12の両端面および外径面が放熱面として作用するので、軸受からの熱の放熱性を高めることができる。
(もっと読む)
アクリル樹脂成形体
【課題】耐衝撃性を向上することができると共に、外観を損なうことなく耐候性を向上することができるアクリル樹脂成形体を提供する。
【解決手段】ゴムを添加したアクリル樹脂100質量部に対して、紫外線吸収剤を0.1〜1.0質量部、高分子量タイプのヒンダードアミン系光安定剤を0〜0.5質量部、低分子量タイプのヒンダードアミン系光安定剤を0.1〜1.0質量部、それぞれ含有するアクリル樹脂成形材料で、アクリル樹脂成形体を作製する。ゴムの添加によって耐衝撃性を向上することができると共に、紫外線吸収剤と、高分子量タイプや低分子量タイプのヒンダードアミン系光安定剤を上記の配合量で含有することによって、紫外線吸収剤や光安定剤が表面にブリードして外観を損なうようなことなく、耐候性を向上することができる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】ターミナルの撓みが抑制された樹脂成形品及びその製造方法を提供する。
【解決手段】ターミナルと、ターミナルにおける端部を除く部位を被覆する樹脂成形部と、を備えた樹脂成形品であって、樹脂成形部は、ターミナルの長手方向における一部位の周囲を被覆する一次成形部と、一次成形部から露出されたターミナルの部位の周囲とともに一次成形部の一部を被覆する二次成形部とを有する。一次成形部は、長手方向における少なくとも一方の端部から所定範囲の端領域の外周に環状の突起部が形成され、突起部を含む端領域の外周のみが二次成形部によって被覆されている。二次成形部は、一次成形部における突起部が形成された端領域の外周と、該端領域から露出されたターミナルのうち、端領域の端部から所定範囲の部位の周囲とを一体的に被覆している。そして、長手方向において、一次成形部と二次成形部とが交互に設けられている。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
構造体を成形するための工具
ブランクから容器を成形するための成形工具が開示される。成形工具はキャビティ及びコアを有する。キャビティはキャビティベースに可動に接続される関節部を有する。コアはノーズベースに可動に接続されるノーズを有する。ブランクから容器を成形する際、ノーズをノーズベースに対して移動させてから、キャビティベースに対して関節部を移動させる。  (もっと読む)
(もっと読む)
金属/プラスチック複合物品を製造する鋳造装置システム及びプロセス
1.金属/プラスチック複合物品を製造する鋳造装置システム及びプロセス
2.1 本発明は、第1鋳造装置1及び別個の第2鋳造装置2を有する鋳造装置システムであって、第1鋳造装置は、金属鋳造装置であり、且つ、第2鋳造装置は、プラスチック鋳造装置であり、或いは、第1鋳造装置は、プラスチック鋳造装置であり、且つ、第2鋳造装置は、金属鋳造装置である、鋳造装置システムと、金属/プラスチック複合物品を製造する関連するプロセスと、に関する。
2.2 本発明による鋳造装置は、第1鋳造装置内における第1鋳造プロセスによって製造された中間製品4を第2鋳造装置に移送する移送装置6であって、第2鋳造装置内において、金属/プラスチック複合コンポーネントが第2鋳造プロセスによって中間製品から形成される、移送装置6と、第1鋳造装置からの中間製品の除去の後であって、且つ、第2鋳造プロセスを開始する前に、制御可能な方式によって中間製品の温度を調節する温度調節装置6と、を有する。
2.3 金属/プラスチック複合物品を製造するための使用法
(もっと読む)
タッチパネル一体型樹脂成形体
【課題】タッチパネルの変形を抑えて構造精度を向上させたタッチパネル一体型樹脂成形体を提供する。
【解決手段】電子機器の筐体を構成する樹脂成形体の射出成形時にタッチパネルを金型内にインサートして一体成形したタッチパネル一体型樹脂成形体であって、タッチパネルは、入力面とは反対側に平板状の支持基板を有し、支持基板の裏面側には欠損部が設けられ、当該欠損部に支持基板より高い剛性を有する補強部材が嵌め込まれている。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】熱可塑性樹脂成形品の全体強度を均一にするとともに、成形品の軽量化をはかる。
【解決手段】予め3本以下の強化繊維により樹脂成形物の形状・大きさに合わせたフレキシブル織物を作成しておき、成形時にかかるフレキシブル織物を成形金型のキャビティ内に敷設した状態において可塑化された樹脂を射出注入するようにする。これにより樹脂成形製品の一部にウエルドラインを有していてもフレキシブル織物がウエルドライン部分を跨いで組成されているところから部分的強度低下の問題を全く生ずることがなく、しかも成形品の肉厚増加をするまでもなく、製品全体にわたり金属等の高強度材に近い高い強度を維持することができ、またこれによって著しい生産性の向上、ならびにコストの低減をはかることができる。
(もっと読む)
181 - 200 / 435
[ Back to top ]