
Fターム[4F206AH04]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 回転要素(ローラ、扇風機羽根、スクリュー) (106)
Fターム[4F206AH04]に分類される特許
1 - 20 / 106
ファンの成形方法およびその装置
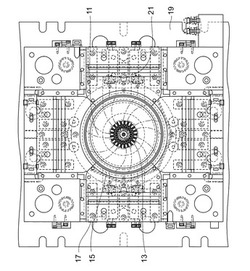
【課題】製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの羽根部の肉厚(重量バランス)を極めて繊細、緻密に調整することを目的とする。
【構成】上下成形型17,19およびその内部に介入させる入子21により構成され、上下成形型17,19および入子21によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファン11を成形する方法、装置において、入子21を三層構造とし、その中央に位置する中入子21bを進退自在としたことを特徴とするもの、または、中央に位置する中入子21bの進退機構を、上成形型17に中入子21bを遊動自在に止着させ、この中入子21bを外方側から内方側へ調整駒23にて移動させる構造としたことを特徴とするものである。
(もっと読む)
複合成形品

【課題】金属とポリオレフィン系樹脂とを反応性接着剤を使用して接合する方法では、接着剤の保管や接着剤の塗布工程の管理のために所定の設備が必要になり、このような設備を有さない場合には製品の接合強度の安定化が得られない。
【解決手段】この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、金属は樹脂との接合面上の少なくとも一部にスズ化合物を担持し、樹脂は分子の少なくとも一部にヒドロキシル基を有するポリオレフィン系樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型
【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
成形金型及びローラ製造方法
【課題】振れ精度の高いローラを高い歩留まりで製造できる成形金型及びローラの製造方法を提供すること。
【解決手段】軸体が内部に配置される管状金型11と、管状金型11の両端部それぞれに装着され、軸体を保持する保持穴34及び44を有する端部金型13及び14とを備え、保持穴34及び44は、その底部に、軸体の端部に形成された面取り部の面取り形状と同種の面取り形状を有し、内径が徐々に小さくなる環状先細面39及び45が配置されている成形金型1、並びに、両端部それぞれに面取り部を有する軸体の外周面に弾性層を備えたローラを製造する製造方法であって前記面取り部をその面取り形状と同種の面取り形状を有し、面取り部に向かって内径が徐々に大きくなる環状先細面39及び45で保持する工程を有するローラの製造方法。
(もっと読む)
電子写真機器用現像ロール
【課題】層形成ブレードへのトナー粒子の固着を長期に渡って抑制できるとともに、画像をきめ細かくできる電子写真機器用現像ロールを提供すること。
【解決手段】軸体12と、軸体12の外周に形成されたゴム弾性層14と、を備えた現像ロール10において、ゴム弾性層14の表面には、型転写により、径φ1に対する高さhの比(h/φ1)が0.5以上の凸部16aが多数形成されており、多数の凸部16aが形成されたゴム弾性層14の表面には、さらに、トナー離型性を高める表面改質が施されている。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
樹脂成形方法及び樹脂製品
【課題】樹脂製品の軸孔のエッジにおけるクラックの発生を防止すること。
【解決手段】軸孔を有する円盤形状の樹脂製品を成形する樹脂成形方法であって、軸孔は、その内周に軸線方向に伸びるエッジを含む。金型18,19等のキャビティ29において、軸孔の一端に対応する部分を覆うように樹脂溜まり部31が設けられる。樹脂溜まり部31の中央に外部から溶融樹脂を注入するためのスプルー30が設けられる。樹脂溜まり部31の反スプルー側が複数の脚31aに分岐し、各脚31aが軸孔のエッジの対応部分から離れて配置される。そして、スプルー30からガラス繊維を配合した溶融樹脂を樹脂溜まり部31に注入し、樹脂溜まり部31の各脚31aからキャビティ29に溶融樹脂を充填する。
(もっと読む)
樹脂巻き部品
【課題】応力集中による変形を防止することができる樹脂巻き部品を提供する。
【解決手段】環状の金属部材2の外周に環状の樹脂部1を一体成形した樹脂巻き部品P。前記樹脂部1が固着される金属部材2の外周面に、凹部と凸部とからなる凹凸面が形成され、この凹凸面の凹部と凸部のうち少なくとも一方に応力集中を緩和するR面が形成されている。
(もっと読む)
磁性樹脂成形体の製造方法
【課題】磁性樹脂成形体の磁力を強くすることができる磁性樹脂成形体の製造方法を得る。
【解決手段】マグネットピース10の製造方法として、金型22のキャビティ30内に作用する配向磁場Mが周期的に変動している状態で、少なくとも異方性磁石粉を含み加熱溶融した樹脂バインダー12をキャビティ30内に射出する。そして、射出された樹脂バインダー12を冷却する。ここで、金型22内に射出される樹脂バインダー12に対して、周期的に変動する配向磁場Mが作用することにより、配向磁場Mの影響で射出速度が低下(充填抵抗が増加)するのを抑えると共に、樹脂バインダー12に作用する配向磁場Mの強さが低下するのを抑えられる。これにより、成形されたマグネットピース10の磁力が、一定の配向磁場Mを作用させたものに比べて強くなる。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
樹脂射出成形製の回転部材
【課題】簡便に軸部材の回転軸芯と軸部材挿入孔の軸芯とを一致させることができる樹脂射出成形製の回転部材を提供する。
【解決手段】軸部材Yを内挿する挿入孔40を備え、内挿された軸部材Yと一体回転し、或いは、軸部材Yに対して相対回転する樹脂射出成形製の回転部材Xであって、回転軸芯に沿う回転部材Xの両側に軸部材Yに当接する第1軸支部41aおよび第2軸支部41bを備えると共に、これら軸支部41a,41bの間に中間部41cを備え、回転軸芯から何れか一つの径外方向に沿った回転部材Xの内外面間の壁厚につき、中間部41cの壁厚が、第1軸支部41aに隣接する端部位置、又は、第2軸支部41bに隣接する端部位置で最小となるように構成した。
(もっと読む)
風力発電機の尾翼の製造方法
【課題】本発明は、空気流体力学に符号する外形をもつとともに、一体成形され軽量化された中空状の風力発電機の尾翼の製造方法を提供する。
【解決手段】金型の中間に金型空洞を設け、金型空洞の適切な箇所に、金型の外部まで貫通する少なくとも一つのゲートを設け、次に、ゲートから適量の溶融樹脂を金型の金型空洞内に流し込み、金型を回転させ、その遠心力を利用して樹脂を金型空洞の周縁の側壁に均一に付着させ、樹脂が冷卻して固化してから、金型を開けて型抜きをすると、空気流体力学に符号した外形をもち一体成形された中空状の風力発電機尾翼が形成される。
(もっと読む)
成形機、その成形機を用いたモールドモータの製造方法及びその製造方法によるモールドモータ
【課題】熱硬化性樹脂成形機では、副上金型で熱硬化性樹脂が直接接触・加圧されながら金型の内に充填するため、副上金型に直接接触している熱硬化性樹脂に流動が生じず、副上金型で形成される製品の一部の外観不具合やボイドの発生していた。
【解決手段】工程(a)は分割されたプランジャー9と分割された副上金型10が機械的に連結され、最終的にモールドモータを形成する形状とは異なった凹状の形態で、固定子巻線4と固定子鉄芯5が設置された金型の内に熱硬化性樹脂6を加圧・充填する前段階を示している。工程(b)は金型の内に熱硬化性樹脂を加圧・充填している工程を示しており、このとき、分割されたプランジャー9と分割された副上金型10が機械的に連結された部分は、最終的にモールドモータを形成する形状とは異なった凹状の形態で加圧・充填する段階を示している。
(もっと読む)
成形機、その成形機を用いたモールドモータの製造方法、およびその製造方法により製造されたモールドモータを備えた電気機器
【課題】従来の成形手法によれば、副金型で形成される製品の一部の外観不具合やボイドの発生が多くなるという課題があり、またベアリングハウジングの寸法精度も悪化し、近年の低振動化・低騒音化には対応し難く、さらなる振動・騒音の低減が強く求められていた。
【解決手段】熱硬化性樹脂を挿入するポットを有し、熱硬化性樹脂を金型の内に加圧充填するために稼動させるプランジャーを有する成形機で、プランジャーの熱硬化性樹脂を加圧する面は複数の面に分割され、分割されたプランジャーの熱硬化性樹脂を加圧する面が、それぞれ加圧機によって制御される。
(もっと読む)
潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法
【課題】製造コストを引き下げ、ベアリングとファン枠体との同心度を改善することができる潤滑油を含む粉末冶金ベアリングを一体にバッグモールディングしたファン枠体構造及びその製造方法を提供する。
【解決手段】ファン枠体2の構造及びその製造方法において、ファン枠体2の構造は、潤滑油を含む粉末冶金ベアリング1、ファン枠体2からなり、潤滑油を含む粉末冶金ベアリング1は第一端面11、第二端面12、貫通孔13を備え、該貫通孔13は第一、二端面11、12に通じ、前記ファン枠体2は底台21を備え、底台21は上方へと軸筒22を延伸し、前記軸筒22は中空貫通孔23内に第一ブロッキング部24及び第二ブロッキング部25を備え、前記潤滑油を含む粉末冶金ベアリング1は中空貫通孔23内に設置され、射出成型により潤滑油を含む粉末冶金ベアリング1とファン枠体2とを一体にバッグモールディングされる。
(もっと読む)
1 - 20 / 106
[ Back to top ]