
Fターム[4F206AJ02]の内容
プラスチック等の射出成形 (77,100) | 装置又は装置部材の材料の特徴 (815) | 材質の特徴 (344) | 金属 (150)
Fターム[4F206AJ02]に分類される特許
1 - 20 / 150
電子ビーム照射により表面改質した成形機、成形機用のスクリュ及び成形機用のプランジャ
【課題】成形材料との接触面に対して電子ビームを照射することでその表面を改質し、特に耐腐食性や耐摩耗性を高めた成形機、成形機用のスクリュ及び成形機用のプランジャを提供する。
【解決手段】成形材料を押し出して又は金型に充填して又は金型に供給して成形する成形機において、前記成形材料との接触面の一部又はその全部に電子ビームを照射して表面改質する。電子ビーム照射により高い耐食性や耐摩耗性を有する金属元素(例えばクロム、モリブデン、コバルト等)が表層に析出するので、当該表面の耐食性や耐摩耗性を向上させることができる。
(もっと読む)
成形装置

【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、光輝性顔料、更には染顔料を配合して光輝感、更には着色を付与した樹脂組成物であって、成形品表面の光沢感に優れ、ウェルド部の外観不良の問題がなく、更には表面硬度も高い芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と、光輝性顔料(D)0.01〜10質量部と、染顔料(E)0〜5質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
モールド金型
【課題】形品の成形品質を向上することのできる技術を提供する。
【解決手段】モールド金型2は、対向して設けられ、ワークWを挟み込んでクランプする上型3および下型4と、上型3に設けられた超音波振動部21、22と、上型33および下型4がワークWをクランプして形成される内部空間Cに設けられ、かつ、超音波振動部21、22と接続され、内部空間C内の溶融樹脂19aへ超音波振動部21、22の振動を伝搬する伝搬部としてフィルム23とを備えている。このフィルム23は、上型3のクランプ面3aに張設されている。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
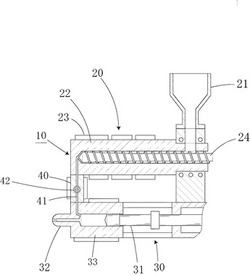
射出成形機のロータリ式シャットオフ弁
【課題】ロータとロータケーシングとの間の摩耗が少なく、また密着度が調節できる射出成形機のロータリ式シャットオフ弁を提供する。
【解決手段】ロータ(22)の軸受装置を、ロータケーシング(10)に装着されるオイルレス金属製の円筒状の軸受リング(30)と、断面が楔形の隙間調整リング(31)と、調整ナット(27)とから構成する。調整ナット(27)により、隙間調整リング(31)を軸受リング(30)とテーパ部(24)との間に押し込む。押し込む位置により、軸受リング(30)と隙間調整リング(31)との間の密着度あるいは隙間、および隙間調整リング(31)とロータのテーパ部(24)との間の密着度あるいは隙間を調整する。
(もっと読む)
トランスファ成形方法及び成形装置
【課題】ポットからの樹脂漏れを防止するとともに、プランジャをスムーズに摺動させることができるトランスファ成形方法及び成形装置を提供すること。
【解決手段】高周波加熱より溶融させた樹脂20aをキャビティ15に加圧、注入してワークWを樹脂封止するトランスファ成形方法において、金属により形成され上型11、及び絶縁物により形成された下型12に備わる金属製のプランジャ13が高周波発生装置14に接続されており、ワークWの一部を、キャビティ15の外で上型11に接触させた状態で型締めして、高周波発生装置14により上型11及びプランジャ13に高周波を印加し、ワークWを高周波電極として機能させてポット17内に配置した樹脂タブレット20を高周波加熱する。
(もっと読む)
シリンダ型塗料注入機
【課題】熱硬化性塗料の注入を繰り返し行った場合でもウェアリング及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供すること。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
プリフォームの射出成形装置
【課題】プリフォームを射出成形する際、コールドスラグの発生を低減し、生産性などを向上させることができるプリフォームの射出成形装置の提供を目的とする。
【解決手段】プリフォームの射出成形装置1は、ボトムインサート3、ノズルインサート4及びニードルバルブ5を有し、ニードルバルブ5が、先端側に、円柱状のストレート部51、及び、ノズルインサート4のテーパ孔41と対応するテーパ角を有する截頭円錐状のテーパ部52を有し、溶融樹脂109の射出が閉じられるとき、テーパ部52の先端側の部分が、ボトムインサート3のゲート用孔31に挿入され、ストレート部51の先端側の部分が、ノズルインサート4のテーパ孔41に挿入される構成としてある。
(もっと読む)
RTM成形用エポキシ樹脂組成物および繊維強化複合材料
【課題】樹脂調製時の作業性に優れ、強化繊維への注入時に低粘度を保持し含浸性に優れ、かつ成形時に短時間で硬化し、表面品位と寸法精度の高い繊維強化複合材料を与えるRTM成形用エポキシ樹脂組成物、繊維強化複合材料およびその製造方法を提供すること。
【解決手段】エポキシ樹脂[A]、酸無水物[B]、1位に置換基を有するイミダゾール誘導体[C]を含むエポキシ樹脂組成物で、[C]が全エポキシ樹脂100質量部に対して5〜20質量部含まれる、RTM成形用エポキシ樹脂組成物。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
射出成形装置、射出成形方法および射出成形装置用の射出スクリュ
【課題】射出成形装置用の射出スクリュの溝部等に樹脂が残留することを防止し、樹脂の酸化劣化、ガス吐出口における溶融樹脂の逆流、詰まりの発生等を防止することができる射出成形装置を提供する。
【解決手段】樹脂を加熱溶融して成形用金型に射出する射出成形装置であって、樹脂を加熱溶融するための加熱シリンダ10と、溝部22の少なくとも一部に多孔性金属で構成された不活性ガス吐出部を有し、加熱シリンダ10内の加熱溶融された樹脂を射出するための射出スクリュ12と、を有する射出成形装置である。
(もっと読む)
インサート成型装置、及びインサート成型方法
【課題】インサート品の寸法がばらついた場合でも、生産性、歩留まりが良好な低コストのインサート成形品を成形する方法、又は装置を提供する。
【解決手段】対向された双方の面にそれぞれキャビティ形成面を有する一対の金型部材を備え、該一対の金型部材相互の当接によって形成されるキャビティ内に収容されたインサート部品の露出予定部を、上記キャビティ形成面に当接させるようにしたインサート成形装置であって、上記金型部材における上記キャビティ形成面と上記露出予定部との当接部近傍を、弾性変形し得る薄肉部としてなることを特徴とする。
(もっと読む)
表面凹凸パターンを有する樹脂材およびその製造方法
【課題】表面に微細な凹凸パターンが形成された樹脂材を効率よく高スループットで製造できる方法を提供する。
【解決手段】アルミニウムを酸性浴中で陽極酸化することによって得られるテーパー形状の細孔を有する陽極酸化ポーラスアルミナを鋳型として作製したモールドをスタンパとして用い、射出成形により、サブミクロンからナノメータースケールの突起または窪みが配列した構造を表面に有する樹脂材を製造する。
(もっと読む)
加熱溶融型成形装置
【課題】加熱溶融型成形装置から散逸する熱エネルギーを再利用可能であり、使用電力を削減する。
【解決手段】装置本体10と、装置本体10に連通し且つ熱可塑性材料が供給されるシリンダ20と、シリンダ20の先端に配設される成形ヘッド30と、シリンダ20及び成形ヘッド30を加熱し、シリンダ20内及び成形ヘッド30内の熱可塑性材料を加熱溶融する加熱装置40と、シリンダ内20に配設され、シリンダ20内の熱可塑性材料を成形ヘッド30に搬送する搬送スクリュー50と、一端がシリンダ20及び成形ヘッド30の少なくとも一方に接続され、他端が当該一方よりも低温である部位に接続された熱輸送部60と、熱輸送部60の他端側に接続された熱電変換素子70と、熱電変換素子70に接続され、熱電変換素70により発電した電力を蓄電する蓄電部80とを有する加熱溶融型成形装置1である。
(もっと読む)
1 - 20 / 150
[ Back to top ]