
Fターム[4F206AP05]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 温度、熱量 (263)
Fターム[4F206AP05]に分類される特許
1 - 20 / 263
射出成形機における熱可塑性樹脂の温度制御方法
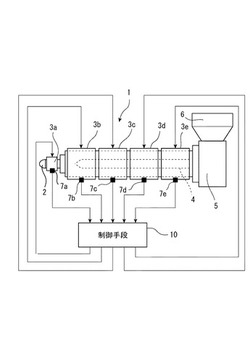
【課題】射出成形機の通常の稼動を一時的に停止して加熱シリンダ内に有する熱可塑性樹脂の保温制御をする際、当該樹脂に炭化物が発生しないようにして保温制御することができる、射出成形機における熱可塑性樹脂の温度制御方法を提供する。
【解決手段】射出成形機で成形体を成形する通常の稼動から保温制御に切替えられた際、加熱シリンダ1内に有する熱可塑性樹脂が急激な降温により炭化しないようにするため、射出成形機の通常の稼動中に温度にばらつきのあった複数の加熱ヒータ3a,3b,3c,3d,3eを、炭化の発生することのない保温限界温度t2まで所定時間(n×T)をかけて降温し、降温された各加熱ヒータ3a,3b,3c,3d,3eの温度を一定になるよう制御する。これにより、加熱シリンダ1内に有する熱可塑性樹脂に炭化物が発生することを防止することが可能となる。
(もっと読む)
射出成形機のパージ廃材排出装置

【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
自動給脂方法及び給脂装置
【課題】電動射出成形機の被給脂箇所に、定量バルブを使用して給脂するとき、グリス圧送ポンプの無駄な稼働を防止できる、自動給脂方法を提供する。
【解決手段】設定時間グリス圧送ポンプ(41)が稼働している間に、吐出されるグリスの圧力により前回蓄積されている所定量のグリスが被給脂箇所(U、U、…)に給脂され、前記グリス圧送ポンプが停止しグリスの圧力がなくなると、次回吐出される所定量のグリスが蓄積されるようになっている定量バルブ(50。50、…)を使用して電動射出成形機の被給脂箇所に給脂するとき、前記設定時間を周囲温度に合わせて夏期は短く、冬期は長くする。
(もっと読む)
成形品の製造方法
【課題】 樹脂射出成形によって成形される成形品は、金型から取り出す瞬間の金型温度に依存し、それに応じた形状変化を生じることになる。前記、金型温度は室温等の雰囲気温度の対流によって、ショット間にバラツキをもたらす。その結果、成形品においても、その温度バラツキに応じ、形状のバラツキを発生させてしまう不具合があった。特に、光学素子のような高精度な成形品において、そのバラツキ量が許容できない場合があった。
【解決手段】 型開きした後、成形品が保持された第一の型部材のキャビティの温度を計測し、前記キャビティの温度が所定の温度に達した時に、前記キャビティから前記成形品を取り出すことを特徴とする。
(もっと読む)
フィードフォワード機能を有する射出成形機の温度制御装置
【課題】連続運転中に成形条件やパージ条件が変更された場合でも、条件変更による外乱の特性変化に即座に対応することができ、温度変動を防ぐことが可能な射出成形機の温度制御装置を提供する
【解決手段】設定温度SVから検出温度PVを減算して得られた温度偏差ETがPIDコントローラ102に入力される。PIDコントローラ102は、第1操作量PIDを演算し、加算器112に出力する。第2操作量MVは、第1操作量PIDとフィードフォワード量FFとを加算して得られた量である。ヒーター106は、第2操作量MVにより調整される。検出温度PVは、射出シリンダー108の実温度である。温度センサによって、射出シリンダー108の温度が測定され、検出温度PVとして、PIDコントローラの入力に負帰還される。これにより、フィードバック制御が行われ、ヒーター106によって射出シリンダー108は設定温度となるように加熱される。
(もっと読む)
導光体付きピン
【課題】従来よりもその長さを大幅に短くした導光体付きピンを提供すること。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
(もっと読む)
成形支援システム
【課題】熱媒体の適切な温度調節が可能で、始動時の金型の昇温のための捨てショットを少なくすることができ、また、成形サイクルの時間短縮を図ることが可能な成形支援システムを提供する。
【解決手段】熱媒体を温度調節して金型に循環させる温調機と、温調機の外部に設けられた外部温度センサと、温調機とは別に熱媒体を加熱する加熱補助機からなり、外部温度センサにより金型から温調機へ戻る熱媒体の温度を検知して、加熱補助機の制御を行うようにしている。
(もっと読む)
射出成形用金型の温度制御装置
【課題】ホットランナー部の出口部における樹脂の温度を検出するための樹脂温度検出手段52を設ける場合に、ホットランナー部における樹脂が金型のキャビティ内に射出されていないときに、ホットランナー部での滞留樹脂の過加熱を防止する。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、樹脂温度検出手段52により検出される樹脂温度が第1の所定温度となるようにヒータ51に対する第1の制御量を算出して、該第1の制御量でもってヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ヒータ51に対して、ホットランナー部の出口部以外の部分における樹脂の温度が、上記第1の所定温度を含む所定範囲内になるように制御する非射出時制御を実行する。
(もっと読む)
射出成形機の温度分布矯正装置
【課題】 温度制御時に生じる温度分布のオーバシュートを排除し、正規の温度分布となるように、より正確な矯正を行うとともに、温度分布を変更する必要が生じた場合であっても、変更に対する自由度(柔軟性)、更には適応性及び汎用性を高める。
【解決手段】 加熱筒2におけるフィードゾーンZfを加熱する後部ヒータ3fの後方に配設し、後部ヒータ3fよりも、軸方向Fs長さが短く、かつワット密度が大きい矯正ヒータ3sと、後部ヒータ3fの後端3frから矯正ヒータ3sの軸方向Fs中央位置間に配設して、加熱筒2の温度を検出する矯正温度センサ4sと、矯正温度センサ4sにより検出した温度(矯正検出温度)Tsdと予め設定した矯正目標温度Tssに基づいてフィードバック制御を行う制御手段5とを備える。
(もっと読む)
回転型流体輸送機械システムおよび回転型流体輸送機械の制御方法
【課題】被供給部へ流入する流体の温度と被供給部から流出する流体の温度との温度差が大きく、かつ、比較的短時間で大きく変動する場合であっても、回転型流体輸送機械のモータの制御を安定させることが可能な回転型流体輸送機械システムを提供する。
【解決手段】回転型流体輸送機械システム1は、モータ4を駆動源として被供給部2へ流体を送る回転型流体輸送機械3と、モータ制御部11とを備えている。回転型流体輸送機械システム1では、被供給部2へ流入する流体の温度と被供給部2から流出する流体の温度との差(流体温度差)が周期的に変動する。モータ制御部11は、流体温度差を一定時間おきに抽出したサンプリング値の、流体温度差の変動周期の1周期内の最大値を利用してフィードバック値を生成するフィードバック値生成部13と、流体温度差の目標値とフィードバック値とに基づいてモータ4を制御するフィードバック制御部15とを備えている。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出シリンダの温度が上昇することで熱膨張し、全長が伸びて生じる過大な圧接力によって金型や射出装置が破損することを防止し、また、温度が下降することで熱収縮し、全長が縮むことでノズル先端より樹脂が漏れることを防止可能な射出成形機のノズルタッチ制御装置を提供する
【解決手段】射出装置を前進し(SA01)、ノズルと金型は圧接したか否か判断し(SA02)、圧接していない場合には射出装置の前進を継続し、圧接した場合にはブレーキを作動させ(SA03)、射出シリンダの現在温度Trを測定して監視温度Taとし、Taを基準温度Tbとして記憶し(SA04)、射出シリンダの現在温度Trを測定して監視温度Taとし(SA05)、|Ta―Tb|はTlimitより大きいか否か判断し(SA06)、大きくない場合にはステップSA05へ戻り、大きい場合にはブレーキを解除し、処理を終了する。
(もっと読む)
射出成形金型及び射出成形方法
【課題】射出成形金型を用いた成形品の製造において、製造工程を増加させずに、成形品の品質をより向上させること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ射出した溶融樹脂を冷却して固化させ、可動側金型4に取り付けられている可動入れ子6の温度を、溶融樹脂のガラス転移点よりも高い温度に調節し、ガラス転移点よりも高い温度に調節した可動入れ子6を、溶融樹脂が射出された成形空間へ移動させて、固化させた状態の溶融樹脂を押圧することにより、ヒケ等の不整部分が形成された成形品に対し、固定側金型2と可動側金型4とを型閉じ状態としたままで、成形品のうち可動入れ子6で押圧される部分に形成された不整部分を整形する。
(もっと読む)
金型の温度制御装置
【課題】複数の分割型(固定型21a、可動型21b)からなる金型21の該分割型間の温度差を出来る限り小さくして、成形品の品質の低下と金型の早期劣化とを抑制する。
【解決手段】複数の温度制御部のうち、目標温度がステップ状に変化した場合の、温度制御の実行による分割型の検出温度の立ち上がり特性が最も悪い温度制御部、又は、目標温度が一定である場合の、温度制御の実行による検出温度の変動幅が最も大きい温度制御部を主制御部とし、その他の温度制御部を追従制御部とする。
(もっと読む)
射出成形用金型の温度制御装置
【課題】金型のキャビティ内に射出される樹脂の温度を出来る限り正確に所定温度にするとともに、ホットランナー部での滞留樹脂の過加熱を防止し、これにより、成形品の品質を出来る限り向上させる。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、ホットランナー部の出口部における樹脂の温度(第1の樹脂温度検出センサ52による検出樹脂温度)に基づいてヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ホットランナー部の出口部以外の部分における樹脂の温度(第2の樹脂温度検出センサ53による検出樹脂温度)に基づいてヒータ51をフィードバック制御する。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法及び射出成形用金型を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定することによって、意匠面側の金型キャビティ面が、反意匠面側の金型キャビティ面より、樹脂が密着しやすい状況にする。そして、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
射出生成物製造方法及び射出生成物
【課題】好適な射出成形が可能な射出生成物製造方法及び射出生成物を提供する。
【解決手段】射出生成物製造方法は、金型の内部に設けられたキャビティ内に原料を注入する際における、基準温度プロファイルS予め設定し、射出生成物の製造時における、温度プロファイルを現状温度プロファイルXとして測定し、現状温度プロファイルXと基準温度プロファイルSとを比較し、両者の傾きが異なる場合に、現状温度プロファイルXの傾きを基準温度プロファイルSの傾きに近づくように金型内に設けられた流路を流れる熱媒体の流量を調整し、両者の温度が異なる場合に、現状温度プロファイルXの温度を基準温度プロファイルSの温度に近づくように流路を流れる熱媒体の温度を調整し、現状温度プロファイルXを基準温度プロファイルSの傾き及び温度に近い一定状態に保つことを特徴とする。
(もっと読む)
金型冷却装置及びこれを備えた金型冷却システム
【課題】種々の金型に簡便に適用し得るとともに、冷却タイミングの制御を容易に行い得る金型冷却装置及びこれを備えた金型冷却システムを提供する。
【解決手段】金型冷却装置1は、金型3の局部に埋め込まれるようにして配設される冷却ブロック35,36,37の中空部35a,36a,37aに接続されるとともに、前記金型からの吸熱により気化した媒体を排出する排出ライン13と、この排出ラインを経た気化した媒体を凝縮させる凝縮部16と、この凝縮部において凝縮された媒体を貯留する貯留部17と、この貯留部の媒体を前記冷却ブロックの中空部に供給する媒体供給部11を配した供給ライン10と、これら各部及び各ラインが減圧下において、前記媒体供給部を作動制御し、所定の金型冷却開始信号に基づいて前記冷却ブロックの中空部に前記媒体を供給する制御部40とを備えている。
(もっと読む)
1 - 20 / 263
[ Back to top ]