
Fターム[4F206AR20]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | その他の調整制御量 (475)
Fターム[4F206AR20]に分類される特許
21 - 40 / 475
トップコート付加飾シート、トップコート付加飾シートの製造方法及びインサート成形品の製造方法
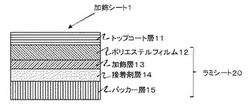
【課題】表面硬度が高く、加熱した予備成形時にはクラックが発生せず、延伸性があるトップコート付加飾シート及びトップコート付加飾シートの製造方法を提供する。
【解決手段】加飾シートの片面にトップコート層を有するトップコート付加飾シートであって、前記トップコート層が、−40〜130℃では表面硬度が鉛筆硬度B以上であり、150℃での引張試験において延伸率が150%以上である、トップコート付加飾シート。
(もっと読む)
トグル式型締装置の型厚調整方法

【課題】1ランク下の容量の小さい型厚調整用モータによっても、型厚調整ができるトグル式型締装置の型厚調整方法を提供する。
【解決手段】型厚調整用モータにより、型厚調整をするときは、タイバーナットを「型厚減」または「型厚増」の方向に駆動しなければならないが、「型厚減」の方向への初動回転抵抗は大きい。これに対し「型厚増」の方向への駆動抵抗は一般に小さい。そこで、型厚調整をするときは、タイバーナットを一旦「型厚増」の方へ設定時間あるいは設定角度だけ駆動して初動回転抵抗を取り去っておいてから、実際の調整を実施する。または、許容始動電流値と、計測される始動電流値とを比較して、始動電流値が小さいときはそのまま調整し、大きいときは逆方向に所定量駆動してから調整する。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、黒色染顔料を配合して漆黒性を付与した芳香族ポリカーボネート樹脂組成物であって、ピアノブラック調の深みのある漆黒性で、高級感のある良好な外観を呈し、更には表面硬度が高く、耐傷付き性にも優れた芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と黒色染顔料(D)0.01〜10質量部とを含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
プロピレン系樹脂組成物及びその射出成形体
【課題】優れた成形加工性と成形外観、及び、剛性を有し、かつ、寸法安定性に影響する線膨張係数が小さく、とくに線膨張係数の異方性が小さい成形体を製造できるポリプロピレン系樹脂組成物を提供すること。
【解決手段】メルトフローレートが60g/10分以上であるプロピレン系重合体(成分A)を35〜54重量%、エチレンと、炭素数が4〜10のα−オレフィンとのランダム共重合体であり、メルトフローレートが1.5〜3.5g/10分であるエチレン−α−オレフィン共重合体(成分B)を15〜25重量%、及び、平均粒子径が5μm以下であるタルク(成分C)を33〜40重量%含有することを特徴とするポリプロピレン系樹脂組成物(但し、前記(成分A)、(成分B)、及び(成分C)の合計量を100重量%とする。)。
(もっと読む)
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(もっと読む)
成形機及び成形機の画面表示切換制御方法
【課題】ユーザーの目的に見合った使用頻度の高い画面を自動的に切り換え表示できるようにする。
【解決手段】表示部10に動作設定画面20を所定時間である5分間表示され、5分経過後に動作設定画面20を動作工程画面21に切り換え表示され、切り換えられた動作工程画面21が所定時間である5分経過後にスタンバイモードによる非表示画面になる。非表示画面22の状態にあるときに該画面をタッチ操作した際、該非表示画面22から使用頻度の高い動作設定画面20に切り換え表示される。使用頻度の高い動作設定画面20が自動的に表示部10に表示させることで利便性の向上を図ることができる。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
射出成形機及び電源コンバータの制御装置
【課題】 エネルギ効率の良い態様でモータ回生時にDCリンクの充電を行うことが可能な射出成形機等の提供。
【解決手段】 所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータ11,24,42,44に供給する電源コンバータ100を制御する制御装置26を備えた射出成形機1であって、前記電源コンバータは、前記モータの回生電力を前記電源に回生するように動作する回生用回路部を有し、前記制御装置は、前記成形サイクルにおける前記モータの力行及び回生の電力パターンに基づいて前記回生用回路部の出力上限Psを設定する回生出力上限設定部263を有することを特徴とする。
(もっと読む)
液晶高分子成形体及びその製造方法
【課題】ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して、ウエルド部12を有する液晶高分子成形体1を製造する方法であって、前記球形フィラーの中心粒径が60μm以下であり、20≦[前記ウエルド部の厚みT1/前記球形フィラーの中心粒径]≦55の関係を満たすように成形することを特徴とする液晶高分子成形体の製造方法;かかる製造方法で得られたことを特徴とする液晶高分子成形体。
(もっと読む)
加飾成形体および加飾シート
【課題】本発明は、フィルムの裏面側に施された模様、色彩または文字等の視認性を十分に確保しながら適度な金属調の光沢を付与することのできる意匠性に優れた加飾シート、及び/または加飾成形体を提供することを課題とする。また、環境負荷が小さく、リサイクル性にも優れ、電磁波障害を起こさず、そりやWashOutなどのない成形体や反射体を提供することを課題とする。
【解決手段】 本発明の加飾シートは(A)少なくとも樹脂Aからなる層と樹脂Bからなる層を含んでなる積層数が200以上の積層フィルムであって、波長400〜700nmにおける平均反射率が5%以上30%以下、全光線透過率が70%以上95%以下、彩度が0以上15以下であることを特徴とする積層フィルムと(B)加飾層からなり、また、本発明の加飾成形体は、前記加飾シートが(C)基材上に設けられている。
(もっと読む)
フィルム加飾部品の製造方法、フィルム加飾部品および家電製品
【課題】家電製品に用いる外観部品に係り、特に、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって、複雑な形状を有するものであっても、適切に加飾すること。
【解決手段】リサイクル材料である樹脂成形体を用いた基材と加飾材と接着剤とを用いて加飾部品を製造する製造方法において、所定の条件を満たす、基材と加飾材と接着剤とを用いることによって、加飾材が溶融樹脂と接触した際に、射出された樹脂が有する熱により加飾材の外観品位が損なわれることが無く、接着剤が十分に溶融するため加飾材と基材成形体との間の接着性が高い加飾部品を製造することができる。
(もっと読む)
樹脂組成物及びその製造方法並びに成形体の製造方法
【課題】汎用性を維持しつつ簡便に衝撃強度を向上させることができる樹脂組成物及びその製造方法並びに成形体の製造方法を提供する。
【解決手段】脂肪族ポリアミド樹脂(A)と、脂肪族ポリエステル樹脂(B)と、を含有し、樹脂(A)と樹脂(B)との合計を100質量%とした場合に、樹脂(B)が5〜35質量%であり、樹脂(A)が連続相をなし、樹脂(B)が分散相をなし、連続相と分散相との相間に空隙を有する。連続相を構成する樹脂(A)と分散相を構成する樹脂(B)とを含む溶融混合樹脂を冷却する工程を備え、樹脂(A)の結晶化温度TA、樹脂(B)の結晶化温度TBにおいて、TB<TAであり、TA以下且つTBを超える温度まで40℃/分以上の降温速度で冷却する工程と、TB未満の温度まで10℃/分以下の降温速度で冷却する工程と、を備える。
(もっと読む)
射出成形品の製造方法
【課題】結晶性熱可塑性樹脂から構成される樹脂成形品に対して、予め熱処理を施さなくても、使用環境下での寸法変化を充分に抑える技術を提供する。
【解決手段】金型内表面に断熱層が形成された金型を用い、結晶性熱可塑性樹脂から構成される樹脂組成物を、射出成形する。本発明においては、溶射法で形成された多孔質ジルコニアから構成され、熱伝導率が2W/m・K以下であり、厚みが200μm以上である断熱層が形成された金型の使用が好ましい。本発明の製造方法で得られる射出成形品は、射出成形時の金型温度が、結晶性熱可塑性樹脂のガラス転移温度(Tg)+30℃以上、Tg+80℃以下であり、射出成形時の金型温度+20℃の環境で2時間放置した際の成形品の寸法変化率が0.2%以下になる。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
射出成形機及び射出成形機の制御方法
【課題】金型へ射出される射出材料の射出量の均一化を図ること。
【解決手段】本発明の射出成形機は、射出シリンダと、前記射出シリンダ内に配設された押圧部を備え、前記押圧部を移動することで前記射出シリンダ内の射出材料を前記射出シリンダから射出させる駆動手段と、前記駆動手段を制御して、射出時の圧力よりも低い圧力で前記押圧部により前記射出シリンダ内の射出材料を押圧させるプリプレッシャ制御を行う駆動制御手段と、前記押圧部の位置を検出する検出手段と、前記検出手段により検出された、前記プリプレッシャ制御により移動した前記押圧部の位置に基づき、射出量が規定量となるように成形条件を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
21 - 40 / 475
[ Back to top ]