
Fターム[4F206AR20]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | その他の調整制御量 (475)
Fターム[4F206AR20]に分類される特許
41 - 60 / 475
ポリウレタン樹脂成形品
【課題】油分が浸透することによるポリウレタン樹脂成形品の膨潤を防止して、その寸法変化や被覆層(表皮ポリウレタン層)とインサート材等の内部部材との密着性の低減を解消して、成形品の経時的安定性を向上させ、同時に抗菌性、脱臭性を付与したポリウレタン樹脂成形品、および、人体への安全性に優れ、環境負荷を少なくして膨潤抑制効果の付与された表皮付ポリウレタン製品を提供する。
【解決手段】竹粉と竹炭粉と乾留竹粉から選択した植物粉体の一種または二種以上を含有する射出反応ポリウレタン樹脂からなり、該植物粉体の粒径Dが、10≦D≦300μmであるポリウレタン樹脂成形品。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)
が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができる
ようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】ピンポイントゲートから射出された溶融状態のプラスチックは、第2キャビ
ティ部に充填された後、第1キャビティ部内に充填される。この際、第2キャビティ部の
開口部から第1キャビティ部内に流出する溶融状態のプラスチックは、第2キャビティ部
の周囲に放射状に且つ均等に流出する。その結果、射出成形用金型2で射出成形された遊
星歯車装置用キャリアは、支持軸の倒れが抑えられる。そして、第2キャビティ部内に充
填された溶融状態のプラスチックは、第3キャビティ部内に流入する。
(もっと読む)
透明容器の製造方法及び透明容器

【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】トランスファー成形法によって成形品を製造する場合において、成形品の表面を平滑にすることができるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品を提供する。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含んでなる成形材料をポット15に収容し、前記成形材料を加熱・溶融して前記ポットの底部とキャビティとの間を連通させる連通路17を介して前記キャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う方法であって、前記成形材料は、粉粒状の前記無機材料の表面に前記熱硬化性樹脂を被覆し、前記熱硬化性樹脂の前記無機材料に対する配合比が18質量%〜35質量%で被覆してなり、金型のパーティング部に前記キャビティ側のガスを吸引して排出する空気流路を設け、該空気流路から吸引しながら成形材料の溶融物を注入する。
(もっと読む)
芳香族ポリカーボネート樹脂組成物、それからなる成形品および成形品の製造方法
【課題】高硬度且つ高光沢で、流動性、耐衝撃性、難燃性のバランスに優れたポリカーボネート樹脂組成物及びそれからなる成形品を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂100質量部に対し、(B)(a)芳香族ビニル系単量体、(b)シアン化ビニル単量体、(c)メタクリル酸メチル単量体及び(d)共重合可能なその他の単量体から選ばれた単量体を(a)、(b)、(c)を必須成分としてグラフト共重合せしめたグラフト共重合体を1〜30質量部と、(C)アクリロニトリル−エチレンプロピレン−スチレン系(共)重合体を1〜20質量部と、(D)鉛筆硬度がFより高いアクリル系(共)重合体を10〜50質量部含有することを特徴とする芳香族ポリカーボネート樹脂組成物、成形品および成形品の製造方法による。
(もっと読む)
多色成形品および多色成形方法
【課題】 本発明は、1次成形の第1成形樹脂と2次成形の第2成形樹脂との密着性の相性が悪い場合でも適正な接合強度の成形品を成形することができる多色成形品および多色成形方法を提供することである。
【解決手段】 第1成形樹脂を射出成形して形成された光学素子1と、光学素子1と離間して配置され、第1成形樹脂とは異なる第2成形樹脂を射出成形して形成された着色外周部2と、光学素子1と着色外周部2との間に配置され、前記第1成形樹脂と前記第2成形樹脂とは異なる第3成形樹脂を光学素子1と着色外周部2との間に射出成形して形成された中間層(第3成形部)3とを有し、前記光学素子1と中間層3との結合界面および中間層3と着色外周部2との結合界面にそれぞれ熱溶融されて混合された状態で結合された第1の熱溶融結合部5、第2の熱溶融結合部6を設けた。
(もっと読む)
バッテリトレイ
【課題】樹脂を用いて射出成形により形成されるバッテリトレイであって、ウェルド部による成形品の強度低下等の影響を抑制することができるようにする。
【解決手段】電気自動車に装備され、樹脂を用いた射出成形により形成され、駆動用のバッテリを搭載されるバッテリトレイ10であって、長方形状に形成された底面部11eと、底面部11eの外周に立設された周壁部11と、底面部11eの長手方向中間部に短手方向に延在するように立設された横リブ13F,13Rとを備え、射出成形の際に生じるウェルド部が、底面部11e及び周壁部11及び横リブ13F,13Rのうちの高応力部を除く箇所に形成される。
(もっと読む)
半導体発光装置用樹脂成形体
【課題】 本発明は、シリコーン樹脂を用いて、変色しにくく高い反射率を保持して高い輝度を実現し、また封止材やリードフレームと剥離しにくく長期使用時の信頼性の高い、半導体発光装置用樹脂成形体を提供することを課題とする。
【解決手段】 (A)ポリオルガノシロキサン、(B)白色顔料、及び(C)硬化触媒を含有するシリコーン樹脂組成物から得られた半導体発光装置用樹脂成形体であって、
前記樹脂成形体は、アビエチン酸蒸気を発生している200℃に加熱されたアビエチン酸の上方3cmの距離で20分間アビエチン酸蒸気に曝した後、波長250nm以上500nm以下のUVまたは可視光(強度:1900mW/cm2(365nm受光素子で測定))を15分間照射したときの、照射前後における樹脂成形体の白色度(WI(CIE))の減少率が40%以下であることを特徴とする、半導体発光装置用樹脂成形体。
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
樹脂成形体の製造方法
【課題】有機繊維及び熱可塑性樹脂を含有し、高い衝撃強度を有する成形体を製造することが可能な樹脂組成物成形体の製造方法を提供する。
【解決手段】有機繊維と、熱可塑性樹脂とを含有する樹脂組成物を、射出成形機を用いて可塑化する可塑化工程と、
前記可塑化工程によって可塑化された樹脂組成物を、金型キャビティ内に充填する充填工程と、
前記金型キャビティ内に充填された樹脂組成物を、70〜300MPaの保圧力で0.5〜60秒間保持する保圧工程とを有する樹脂成形体の製造方法。
(もっと読む)
樹脂成形方法及び樹脂製品
【課題】樹脂製品の軸孔のエッジにおけるクラックの発生を防止すること。
【解決手段】軸孔を有する円盤形状の樹脂製品を成形する樹脂成形方法であって、軸孔は、その内周に軸線方向に伸びるエッジを含む。金型18,19等のキャビティ29において、軸孔の一端に対応する部分を覆うように樹脂溜まり部31が設けられる。樹脂溜まり部31の中央に外部から溶融樹脂を注入するためのスプルー30が設けられる。樹脂溜まり部31の反スプルー側が複数の脚31aに分岐し、各脚31aが軸孔のエッジの対応部分から離れて配置される。そして、スプルー30からガラス繊維を配合した溶融樹脂を樹脂溜まり部31に注入し、樹脂溜まり部31の各脚31aからキャビティ29に溶融樹脂を充填する。
(もっと読む)
中空樹脂成形体の成形方法
【課題】金型のキャビテイに射出される溶融樹脂の流動状態を適正に制御して、成形不良による歩留まり低下や、金型の劣化を防止して生産効率性やコスト性に優れた中空樹脂成形体の成形方法を提供する。
【解決手段】溶融樹脂が射出される接合部形成用キャビティ15の複数の射出ゲート19付近に圧力センサ18を取り付けるとともに、射出ゲートから射出される溶融樹脂が合流する接合部形成用キャビティ内の樹脂最終合流点に温度センサ17を取り付け、温度センサからのセンサ信号に基づいて樹脂最終合流点への樹脂充填を検知するとともに充填圧力を監視して樹脂充填の補圧状態を制御する。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
液晶ポリマー射出成形品の熱間反り変形予測方法
【課題】液晶ポリマー射出成形品の熱間反り変形を予測する。
【解決手段】液晶ポリマーにより形成された材料特性データ取得用成形品を用いて、成形時の流動・固化によるせん断応力の積分値および分子配向状態と、線膨張係数の異方性との関係を、材料特性データとして取得する第1工程と、射出成形品の流動・固化時に対象部位に生じる配向とせん断応力のデータを取得する第2工程と、材料特性データおよび射出成形品の対象部位における配向とせん断応力の積分値のデータから、対象部位の線膨張係数異方性データを換算する第3工程と、射出成形品の有限要素法モデルにて、換算された線膨張係数異方性データをマッピングする第4工程と、有限要素法モデルの構造解析を行って、温度を変化させた際に生じる膨張・収縮を計算する第5工程とを実施して、射出成形品の対象部位に生じる反り変形を予測する。
(もっと読む)
樹脂成形品、及び樹脂成形品の製造方法
【課題】本発明は、透明性に優れ、しかもアウトガスの発生が少ない新規な樹脂成形品及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】素材Pとしてのポリプロピレン系樹脂組成物を、加熱筒2の上流側から間欠的に供給し、供給された素材Pを加熱筒2の軸心に沿って加熱筒2内に配されたスクリュー3を回転させることによって加熱筒2の上流側から下流側に順次輸送し、加熱筒2を加熱すると共に加熱筒2内を減圧することによって、素材Pからガス成分を遊離させつつ、ベント孔4を介して除去する。
(もっと読む)
ウォームホイールとその製造方法
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
射出成形機監視装置
【課題】射出成形機の監視を一段と効率的に実行するものである。
【解決手段】基準製品画像データと検出製品画像データとを比較して射出成形製品における製品異常部分を検出して検出製品画像データにおける製品異常部分画素数を算出し、基準製品画像データにおける基準製品画素数に対する製品異常部分画素数の割合が、予め設定された画素数割合閾値よりも小さい場合、射出成形製品において充填不足が発生した又は正常に射出成形製品が射出成形されたと判断し、射出成形機に型開動作から次の射出成形製品取出動作へ進ませるようにしたことにより、ショートモールドが頻発してしまう場合でも、射出成形サイクルを中断させずに監視を実行でき、一段と効率的に監視を実行し得る射出成形機監視装置を実現できる。
(もっと読む)
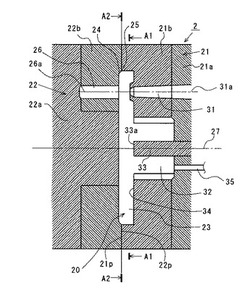
光学素子の製造方法及び成形金型
【課題】個別に比較的簡易に非点収差量の調整が可能な光学素子の製造方法及び成形金型を提供すること。
【解決手段】可動金型42の外周部材32に溝32aを設けることにより、固定金型41と可動金型42との型締めの際に、外周部材32に対向する外周部22において、光学面形成面56aを所望の方向に変形させることができる。これにより、光学面形成面56aに非点収差を発生させることができる。また、溝32aを設けた外周部材32を回転させることに伴う溝32aの方向変化によって光学面形成面56aに加わる力の方向を変えることができる。これにより、光学面形成面56aの輪郭の変形方向を簡易に調整することができる。以上のことから、多数個取りのレンズOLを製造する場合でも、個別に非点収差を調整してレンズOLを製造することができる。
(もっと読む)
41 - 60 / 475
[ Back to top ]