
Fターム[4F206JA03]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | 射出圧縮成形 (289)
Fターム[4F206JA03]に分類される特許
81 - 100 / 289
金型およびプラスチックの多層成形部材の製造方法
本発明は、プラスチックを保持する少なくとも2つの割型(1、2、6)およびキャビティ(4)、湯道を備えたゲーティングシステム(9)および交換可能な離型インサート(5)を含んでなる、プラスチックの多層成形部材を製造するための金型、ならびにプラスチックの多層成形部材の製造方法に関する。 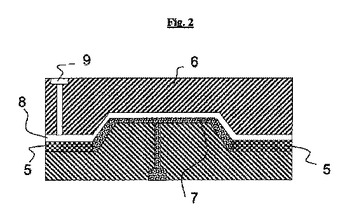 (もっと読む)
(もっと読む)
多層射出圧縮成形用金型及びそれを用いた成形方法

【課題】第二の溶融樹脂が充填困難であった部位にスライドを設け、このスライドを利用して第一の溶融樹脂の肉厚を制限することで、第二の溶融樹脂の充填可能空間の確保を可能とし、本部位に第二の樹脂を充填可能とする多層射出圧縮成形金型及びその金型を用いた成形方法を提供するものである。
【解決手段】全閉した金型のキャビティ内に第一の溶融樹脂を射出成形し、その直後にメインパーティングを一定量型開きしたことで確保される空間に第二の溶融樹脂を射出し、圧縮成形する多層射出圧縮成形用金型において、
キャビティ形状でメインの金型パーティング面と交差する縦キャビティ部に、メインの型開き方向と異なる方向に駆動可能なスライドを設け、該スライドが、キャビティ内に突出可能であり、第一の樹脂成形品肉厚の制限が可能であることを特徴とする多層射出圧縮成形用金型及びその金型を用いた成形方法。
(もっと読む)
二重成形加飾品の製造方法

【課題】表面にナノ構造の凹凸形状を形成した成形金型を用いて表面にナノ構造の凹凸形状を形成する二重成形加飾品の製造方法を提供する。
【解決手段】本発明の表面に微小凹凸が形成された二重成形加飾品20の製造方法は、表面にナノ構造の凹凸形状を形成した入子の部分9を有する成形金型3を用い、その成形金型3と対向する成形金型5に加飾品10をセットして(図1の(1)参照)、成形金型3と成形金型5とで形成されるキャビティ6に成形樹脂2を射出圧縮成形により充填するものである。
(もっと読む)
射出成形機の制御方法
【課題】多材質成形品を成形サイクル毎の品質変動なく生産可能な射出成形機の制御方法を提供する。
【解決手段】異なる成形材料に対応した複数のキャビティ14,15の各々へ順次に入替え可能であり前記複数のキャビティの対向面を構成する複数の中子8を備えた金型装置10を固定盤5と可動盤6との間に取り付け、前記可動盤6を前記固定盤5に近接させ前記キャビティ14,15の容積を縮小させることにより前記キャビティ14,15へ射出した成形材料を圧縮成形する射出成形機1の制御方法であって、中子8が180度回転する前の一方の嵌合状態の一方の原点と回転した後の他方の嵌合状態の他方の原点をそれぞれ記憶部に記憶し、
一方の嵌合状態での成形時には一方の原点からの数値に基づいて成形が実行され、他方の嵌合状態での成形時には他方の原点からの数値に基づいて成形が実行される。
(もっと読む)
金属樹脂複合部材の製造装置および製造方法
【課題】樹脂部材が金属部材に適切に取着された金属樹脂複合部材を得るための製造装置および製造方法を提供する。
【解決手段】
製造装置Mは、金属部材であるアルミニウムパネル10を保持可能な第1成形型40と、第1成形型40との型閉めによりアルミニウムパネル10との間にキャビティ44を画成する第2成形型42とを有する。第2成形型42における第1成形型40側に開口する前記キャビティ44の開口縁部に、該第2成形型42よりも低い熱伝導性を有する断熱部材60を設ける。従って、第2成形型42におけるキャビティ44の開口縁部を該第2成形型42より低い熱伝導性に維持したもとで、該キャビティ40に樹脂Pを注入することで、樹脂部材がアルミニウムパネル10に取着された状態で成形される。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に樹脂接着層が積層されたようにする。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。また、奥行きと金属調なども含んだ高精細で多様性に富んだ意匠を備える型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に第一意匠層と樹脂接着層が順次積層されたようにする。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの片面に離型層と塗膜接着層とが順次積層されたようにする。
(もっと読む)
プロピレン系樹脂組成物およびその成形体
【課題】寸法安定性(低い線膨張係数)、物性バランス(高剛性、高衝撃強度)、成形性(高流動性)、および成形外観(フローマーク外観)に優れたプロピレン系樹脂組成物およびそれを用いた成形体の提供。
【解決手段】上記樹脂組成物を、下記の成分(A)〜(E)を、成分(A)〜(E)の合計量基準で成分(A)が20〜89重量%、成分(B)が5〜30重量%、成分(C)が5〜30重量%、成分(D)が1〜40重量%、成分(E)が0〜20重量%(必要に応じ成分(F)造核剤が0〜3重量%)の割合で含有するものとする。
成分(A):メルトフローレート(230℃、2.16kg荷重)が500g/10分以上の結晶性プロピレン重合体部分と、エチレン・プロピレン共重合体部分とからなり、この成分全体のメルトフローレート(230℃、2.16kg荷重)が100g/10分以上であるプロピレン・エチレンブロック共重合体
成分(B):メルトフローレート(230℃、2.16kg荷重)が7g/10分以下のプロピレン系重合体
成分(C):メルトフローレート(190℃、2.16kg荷重)が10〜2000g/10分のエチレン・α−オレフィン共重合体
成分(D):フィラー
成分(E):軟化点が100℃以上の低分子量ポリオレフィン
(もっと読む)
プラスチック光学素子、光走査装置及び画像形成装置
【課題】厚肉、偏肉形状であっても、従来と同等の生産コストで、かつレンズ面形状に優れ、内部ひずみが均質に低減された高い光学性能を有する高精度なプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、画像形成装置を提供する。
【解決手段】光走査装置の前記結像光学系に備えられるプラスチック光学素子において、被転写面を有する金型のキャビティ内の樹脂に樹脂圧力を発生させ、該被転写面を転写することにより形成され、光線の入射面及び出射面となる2つの転写面を有し、前記転写面以外の一部に、金型のキャビティ形状を不完全転写することにより形成した非転写面を有し、かつ光線透過領域における前記非転写面の凹量の偏差が0.8mm以下であることを特徴とするプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、画像形成装置。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティを形成するキャビティ面を有する一対の金型を、型締め方向のキャビティクリアランスが所定位置となるまで型締めを行う第一型締め工程と、前記金型を、型締め方向のキャビティクリアランスが所定位置となるまで開きながら前記キャビティへ熱可塑性樹脂の充填を開始する供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを行う第二型締め工程を有する成形体の製造方法であって、前記金型の開閉を行う駆動装置の駆動源は、電動機であり、前記供給工程において、型開き状態から型開きを停止するまでの前記金型の型開き速度の減速度は、25mm/sec2以下とする。
(もっと読む)
光学部品製造装置
【課題】エジェクタピンの先端面をレンズ部等の光学機能面を転写する成形面として利用する光学部品の製造装置において、板状本体の面上に複数のレンズ部を有したマイクロアレイレンズのような光学部品を転写性よく、成形品離型時における変形、反りを抑制しつつ射出成形する。
【解決手段】固定側金型2に向けて進退可能に構成され金型閉止時に第1のキャビティ3と連通することにより光学部品成形用のキャビティ本体Cを形成する第2のキャビティ11を有した可動側金型10と、可動側金型を貫通し且つ一端を第2のキャビティの成形面に開口させた複数のエジェクタピン挿通穴20と、該各エジェクタピン挿通穴内に進退自在に支持されて一端面を一端開口から第2のキャビティ内に突出可能に構成されたエジェクタピン25、30と、複数のエジェクタピンのうちの光学部品の光学機能面に対応する位置にある成形・離型兼用エジェクタピン25の先端部に光学機能面形成部25aを設けた。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティ40を形成するキャビティ面31を有する一対の金型10を開放状態とし、前記キャビティへ熱可塑性樹脂51の供給を行う供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを開始し、型締めを行う型締め工程を有する成形体の製造方法であって、前記金型の型開き及び型締めを行う駆動装置の駆動源は、電動機であり、前記型締め工程開始時における前記装置の型締め速度の加速度は、35mm/sec2以下とする。
(もっと読む)
ポリプロピレン樹脂組成物、およびその成形体
【課題】機械的強度および耐傷付き性に優れたポリプロピレン樹脂組成物ならびにその成形体を提供すること。
【解決手段】下記(A)〜(C)成分合計100重量部に対し、(メタ)アクリル酸金属塩がグラフトされた変性ポリプロピレン樹脂(D)を0.1〜20重量部配合して得られ、(A)〜(D)成分の合計量に対し(メタ)アクリル酸金属塩由来の構成単位を0.001〜2重量%含有するポリプロピレン樹脂組成物。
(A)ポリプロピレン樹脂30〜100重量部
(B)熱可塑性エラストマー0〜30重量部
(C)無機フィラー0〜40重量部
(ただし、(A)、(B)、(C)の合計は100重量部)
(もっと読む)
中抜きフレーム構造体の射出圧縮成形金型
【課題】 金型部材間の間隙によってバリが発生しにくい中抜きフレーム構造体を射出圧縮成形する射出圧縮成形金型を提供する。
【解決手段】 中抜きフレーム構造体の射出圧縮成形金型11は、一方の金型12に、金型本体部15に対して移動可能に配設され前記中抜きフレーム構造体Pの外側面P4を形成する外壁ブロック33,36と、金型本体部15に対して型開閉方向に固定的に配設され前記中抜きフレーム構造体Pの第1の面P5を形成するコアブロック22,23,24と、金型本体部15に対して移動可能に配設され前記中抜きフレーム構造体Pの内側面P8を形成する内壁ブロック43,44とが配設され、型閉された際に前記外壁ブロック33,36と内壁ブロック43,44が他方の金型13と当接されて前記中抜きフレーム構造体Pを成形するキャビティ14が形成されるよう構成される。
(もっと読む)
超音波センサ用ケース及び超音波センサ
【課題】超音波センサの感度特性を向上させることが可能な超音波センサ用ケース、及び、そのようなケースを用いた超音波センサを提供する。
【解決手段】本発明に係る超音波センサ用ケース1は、圧電素子13を利用した超音波センサ用ケース1であって、圧電素子13が設けられる板状の振動部3と、振動部3の圧電素子13が設けられる領域3aを囲むように設けられ、振動部3と対向する位置に開口5aを有する側壁部5とを備え、振動部3は、繊維状フィラーを含有する熱可塑性樹脂からなり、熱可塑性樹脂は、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルサルホン樹脂、ポリブチレンテレフタレート樹脂、又は、これらのうちの2種以上を混合した樹脂であることを特徴とする。
(もっと読む)
射出圧縮成形金型
【課題】 成形時の側面形成ブロックとコアブロックの間でのカジリの発生を防止するとともに成形品への問題となるバリの形成を防止することができる射出圧縮成形金型を提供する。
【解決手段】 金型本体部15と一体に設けられるコアブロック18と、コアブロック18に対して型開閉方向に相対位置変更される側面形成ブロック29,30,31とが第1の金型12に設けられ、側面形成ブロック29,30,31と第2の金型13とが面当接されて容積可変のキャビティC1,C2が形成される射出圧縮成形金型11において、側面形成ブロック29,30はコアブロック18に向けて押圧されるとともに、側面形成ブロック29,30,31の内側面29b,30b,31bおよびコアブロック18の外側面18bの少なくとも一方には耐摩耗加工Wがなされている。
(もっと読む)
スクイズピン作動装置
【課題】局部スクイズ鋳造で複数のスクイズピンを駆動させるスクイズピン作動装置は個別の仕様に合せて設計・製造され、複雑な構成で加工工数や部品点数が多くなるが、その問題を規格化したシリンダの積層組立体で構成して解消する。
【解決手段】複数の複動シリンダ10,20,30の積層構成とし、各複動シリンダ10,20,30はその外部形状は同一であり、短軸の長さが一定で長軸の長さの異なる楕円形のピストン12,22,32でロッド11,21,31を駆動させる。また、シリンダ室17,27,37の上下の肉厚内とロッドカバー内を通じる通水路(51-52-53,54-55-56),(61-62-63,64-65-66),(71-72-73,74-75-76)を形成して冷却も可能とする。
(もっと読む)
良否検査方法および樹脂成形物の製造方法
【課題】射出成形処理時における成形条件や、樹脂成形物自体の良否を短時間で確実に検査検査する。
【解決手段】情報記録媒体のデータトラックパターンを構成する凸部に対応する凹部27(成形物側凹部)とデータトラックパターンを構成する凹部に対応する凸部26(成形物側凸部)とを有する凹凸パターン25が射出成形処理によって形成されたスタンパー20(樹脂成形物としての樹脂スタンパー)の成形条件およびスタンパー20自体の少なくとも一方の良否を検査する際に、情報記録媒体の回転方向に対応する矢印Ra2の方向(第2の方向)に沿った長さLa2が、データトラックパターンを構成する凹部に対応する凸部26bの矢印Rb2の方向に沿った長さLb2よりも短い凸部26aを検査用凸部として、予め規定された良否判定条件に基づいて凸部26aの成形状態を特定し、特定した成形状態に基づいて検査する。
(もっと読む)
射出圧縮成形機及び射出圧縮成形方法
【課題】 油圧駆動系全体のコスト(イニシャルコスト)削減及び小型化を図るとともに、省エネルギ性の向上及びランニングコストを削減する。
【解決手段】 ポンプ本体4apを回転駆動する駆動モータ4amの回転数を可変して少なくとも吐出流量を可変可能な第一油圧ポンプ4aを有する第一油圧回路部Caを、型締装置Mcにおける型締シリンダ3の後油室3rに接続して型締力を付与するとともに、ポンプ本体4bpを回転駆動する駆動モータ4bmの回転数を可変して少なくとも吐出流量を可変可能な第二油圧ポンプ4bを有する第二油圧回路部Vbを、型締シリンダ3の前油室3fに接続して型開力を付与し、制御部5により各駆動モータ4am,4bmの回転数を制御することにより、少なくとも第一型位置X1に対する位置制御を行う。
(もっと読む)
81 - 100 / 289
[ Back to top ]