
Fターム[4F206JA03]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | 射出圧縮成形 (289)
Fターム[4F206JA03]に分類される特許
21 - 40 / 289
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
射出成形装置及び射出成形方法

【課題】樹脂の射出成形にあたり、ウエルドライン部の強度不足,ジェッティング,ガラス繊維浮きなどを解消する。
【解決手段】固定型16と可動型32の間に形成されるキャビティCには、2つのゲート22A,22Bから樹脂34が射出される。樹脂34の射出にあたり、前記キャビティCを形成する成形穴36の内部でのスライドコア38の進退により、射出開始から一定時間経過後までは、キャビティCを一定容積に維持する。そして、一定時間が経過し、キャビティC内の樹脂34が合流して密着した後は、射出完了までスライドコア38を徐々に後退させてキャビティCの容積を徐々に拡張する。スライドコア38の進退は、スライドコア進退機構80により行う。これにより、製品120のウエルドラインの発生をなくし、強度不足が解消される。また、ジェッティングやガラス繊維入り材料使用時のガラス繊維浮きを解消する。
(もっと読む)
薄肉成形品の成形方法
【課題】中型以上の液晶用の導光板を薄肉で成形することができる薄肉成形品の成形方法を提供する。
【解決手段】
加熱シリンダ(5)とスクリュ(6)とからなる射出装置(2)を使用して成形する。最初に金型(20、21)を所定量開いた状態にしてスクリュ(6)を軸方向に駆動してキャビティに溶融樹脂を射出する。そして金型(20、21)を型締めして射出された溶融樹脂を圧縮する。この圧縮の実施中に、所定時間だけスクリュ(6)を後退させてキャビティ内の溶融樹脂の樹脂圧を低下させる。その後スクリュ(6)に軸方向の駆動力をかけて溶融樹脂に所定の樹脂圧を印加する保圧を実施する。保圧におけるスクリュ(6)の駆動は、速度制御を実施し、その後圧力制御に切り換えるようにしてもよい。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
半導体発光装置用樹脂成形体
【課題】 本発明は、シリコーン樹脂を用いて、変色しにくく高い反射率を保持して高い輝度を実現し、また封止材やリードフレームと剥離しにくく長期使用時の信頼性の高い、半導体発光装置用樹脂成形体を提供することを課題とする。
【解決手段】 (A)ポリオルガノシロキサン、(B)白色顔料、及び(C)硬化触媒を含有するシリコーン樹脂組成物から得られた半導体発光装置用樹脂成形体であって、
前記樹脂成形体は、アビエチン酸蒸気を発生している200℃に加熱されたアビエチン酸の上方3cmの距離で20分間アビエチン酸蒸気に曝した後、波長250nm以上500nm以下のUVまたは可視光(強度:1900mW/cm2(365nm受光素子で測定))を15分間照射したときの、照射前後における樹脂成形体の白色度(WI(CIE))の減少率が40%以下であることを特徴とする、半導体発光装置用樹脂成形体。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティが形成され、かつ、該キャビティの保持器円環部端面に対応する境界面の適所に設けた空洞に該空洞内を摺動する可動ピンを配設した成形用金型を用いるとともに、前記可動ピンを引いて該可動ピンの先端と前記境界面との間に空所を形成した状態で溶融樹脂組成物を射出して前記キャビティ及び前記空所を充填した後、前記溶融樹脂組成物が固化する前に前記可動ピンを移動して該可動ピンの先端を前記境界面と一致させ、ボイドの発生源となる固化時の樹脂収縮分を補完し、次いで、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
プラスチックレンズの製造方法
【課題】十分な屈折率と高いアッベ数を有し、かつ光弾性定数が低く、さらに表面硬度、耐衝撃性、耐溶剤性、透明性および耐熱性に優れたプラスチックレンズの製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位[A]を50〜100モル%含むホモまたは共重合ポリカーボネート樹脂を、シリンダー温度200〜300℃、金型温度40〜120℃で射出圧縮成形することを特徴とするプラスチックレンズの製造方法。
【化1】 (もっと読む)
(もっと読む)
射出成形装置及び射出成形方法
【課題】金型内に射出充填した樹脂の圧縮成形にあたり、成形サイクルの短縮,製品の内部応力の低減,金型にかかる負荷の低減,製品の外観の向上を図る。
【解決手段】固定型54に対向する可動型66は、スライドコア74を収容する成形穴68を有しており、固定型54との間にキャビティCを形成する。可動側取付板60に固定された脚部62と、可動型66の間にはスペーサ64が配置され、該スペーサ64の引き抜きにより、スライドコア74によるキャビティ圧縮のためのストロークが形成される。キャビティCへの溶融樹脂の充填が完了したら、型締め機構110によりスペーサ64の引き抜き分に相当するストローク量の圧縮を行うが、その際、圧力センサ80による型内圧力の検知結果に基づき、型内圧力が、射出圧ピーク時の圧力を超えないように、制御装置140により圧縮圧及び圧縮速度を制御する。
(もっと読む)
半導体チップの圧縮成形方法及び圧縮成形型
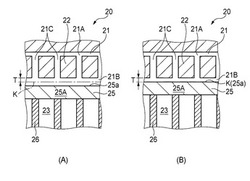
【課題】基板1に装着した半導体チップ2を圧縮成形して形成される成形済基板4(分割樹脂成形体3、樹脂成形体33)に反りが発生することを効率良く防止する。
【解決手段】キャビティ底面部材18の先端面(キャビティ底面10b)における所要個所に仕切部材21を設けて下型キャビティ10内に所要複数個の分割キャビティ22を形成すると共に、仕切部材21の高さ23を分割樹脂成形体3の厚さに設定する。基板1に装着した半導体チップ2を分割キャビティ22の形状に対応した分割樹脂成形体3内に圧縮成形するときに、キャビティ底面部材18を必要最小限の移動距離24にて上動させて分割キャビティ22内の樹脂12(13)を加圧して分割樹脂成形体3を形成し、分割樹脂成形体3間に(樹脂成形体33に)仕切部材21の形状に対応した基板反り防止用の溝部28を形成する。
(もっと読む)
射出圧縮成形用金型装置およびそれを用いた射出圧縮成形方法
【課題】射出圧縮成形製品を生産することができる射出圧縮成形用金型装置およびそれを用いた射出圧縮成形方法を提供する。
【解決手段】射出圧縮成形用金型装置は、第1加圧部1と、第1加圧部1に設置される第1金型3と、第1加圧部1と向き合う位置に配置され、駆動手段により移動する第2加圧部5と、第2加圧部5に提供され、第1金型3と向き合う位置に配置される第2金型7と、第2金型7の一側に位置し、第2加圧部5に設置されて第1金型3の一面に密着する間隔維持部材11と、間隔維持部材11を第1金型側3に押す支持部13と、第1金型3に提供され、第1金型3および第2金型7が互いに結合して形成されるキャビティに樹脂を充填する樹脂注入部9と、を含み、第1金型3および第2金型7を互いに密着させてキャビティに充填された樹脂を圧縮する過程において、第1金型3および第2金型7によりゲート19を切断する。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
ガスアシスト成形用金型及びガスアシスト成形方法
【課題】キャビティ内に供給した加圧ガスが金型の分割面から金型外部、又は金型キャビティ成形品意匠面側に漏れ出すことを防止したガスアシスト成形用金型及びガスアシスト成形方法を提供すること。
【解決手段】加圧ガスが漏れ出すことを防止するシール部材が、一体的且つ全体的に亘って成形品の外周部近傍に形成され、シール部材は溶融樹脂をキャビティ内に射出充填することで成形品と一体的に形成されるとともに、成形品の冷却収縮により移動して、キャビティ面に当接して加圧ガスのシール部を形成するシール部材の形成溝を、非意匠面側キャビティ面に設ける。
(もっと読む)
光学レンズ用ポリカーボネート共重合体およびそれを用いた光学レンズ
【課題】高屈折率で、且つ波長が350〜450nmなどの短波長光に対して良好な耐光性を兼ね備え、実用に適したガラス転移温度を有する光学レンズ用ポリカーボネート共重合体を提供する。
【解決手段】繰り返し単位が、式(1)および式(2)からなり、式(1)と(2)のモル比率が40/60〜70/30である光学レンズ用ポリカーボネート共重合体。 (もっと読む)
(もっと読む)
樹脂製グレージング積層体
【課題】構造部材に固定するために必要な優れた接着性を有し、良好な意匠性を達成できる樹脂製グレージング積層体を提供すること。
【解決手段】以下の(A)層の少なくとも一方の表面に、以下の(B)層、(C)層、(D)層および(E)層を積層したグレージング積層体であって、
積層体の厚み方向に沿った断面を見たとき、(A)層−(B)層−(C)層−(D)層の順で積層された積層構造1と、(A)層−(B)層−(E)層の順で積層された積層構造2、および(A)層−(E)層の順で積層された積層構造3とがあり、積層構造1と3の間に積層構造2が介在することを特徴とするグレージング積層体。
(A)層:ポリカーボネート樹脂からなる光透過性基材層。
(B)層:アクリルポリオール樹脂とポリイソシアネート化合物とが反応してなるアクリルポリウレタンからなる2液硬化性インキ層。
(C)層:ポリイソシアネート化合物と酢酸エステル系溶剤とを含有するプライマー組成物から形成されてなる接着用プライマー層。
(D)層:ウレタン接着剤からなる接着層。
(E)層:ハードコート層。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】 雄型と雌型が組み合わされた金型を使用して、樹脂成形品の成形後に、雌型を交換してから、型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、雌型を交換した後、樹脂成形品を塗料で被覆する際に生じる塗料の漏れを防止する。
【解決手段】 本発明によれば、雄型と第1の雌型とにより形成される金型キャビティの端部に補助キャビティ部を形成することによって、樹脂成形品の端部に突起部を形成する。そして、樹脂成形品の成形後に、雌型を交換してから、第2の雌型と雄型を組み合わせる際に、該突起部に、金型開閉方向に伸びる金型キャビティ面を嵌合させることによって、塗料漏れを防止するためのシール部を形成する。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
有機繊維強化ポリオレフィン樹脂成形体の製造方法
【課題】長い有機繊維を用いて成形体を製造する場合であっても繊維塊の発生を抑制した有機繊維強化ポリオレフィン樹脂成形体の製造方法を提供すること。
【解決手段】残存する有機繊維の重量平均繊維長が4mm以上であり、成形体の厚みが3mm以下の有機繊維強化ポリオレフィン樹脂成形体の製造方法であって、前記有機繊維強化ポリオレフィン樹脂を溶融する溶融工程、溶融された前記有機繊維強化ポリオレフィン樹脂を一対の金型で構成する金型キャビティ内へキャビティクリアランスを変化させながら供給し充填する充填工程、および、前記有機繊維強化ポリオレフィン樹脂を冷却して、前記金型から取り出す取出工程、を含み、上記充填工程において、式(1)を満たす。
0.2≦C/L≦1.0 (1)
Cは、上記充填工程における前記キャビティクリアランスの最大値(mm)を表し、Lは、溶融工程前の前記樹脂中の有機繊維の重量平均繊維長(mm)を表す。
(もっと読む)
集合式光学基材、その製造方法、および、それを用いたレンズモジュール
【課題】第一ユニット予定部位を基準に第二ユニットを第一ユニットに連接して成形することによって第二ユニットの光学中心が第一ユニットの基準を参考にすることを可能にする集合式光学基材およびその製造法を提供する。
【解決手段】ステップaは、中心孔と、中心線L1を定義する定芯部とを有する第一ユニット10を用意する。ステップbは、充填空間を有し型穴中心線を構成する型ユニットを用意する。第一ユニット10予定部位は充填空間に連接する。ステップcは、第一ユニット10の定芯部の位置決めを行い、および、型穴中心線と第一ユニット10の中心線とを比較する。ステップdは、型ユニットの充填空間に透明な可塑性材料を注入して固化させることによって第一ユニット10に連接する第二ユニット20を成形すると光学基材1が完成する。ステップeは、型ユニットを開き、光学基材1を取り出す。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、ロッドを内在する吐出管4を設けた金型10に、ロッドの上死点直下にゲート1を設け、ゲートからカーボン粉粒とフェノール樹脂を含む混合物である成形材料を注入して加熱・加圧によるカーボン粉粒複合樹脂の成形方法であって、金型内への射出による注入直後に保持圧を解放してロッドを降下させて吐出管内にある成形材料を追加注入した後、金型の保持圧を回復させるようにしたことを特徴とする。
(もっと読む)
21 - 40 / 289
[ Back to top ]