
Fターム[4F206JA03]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | 射出圧縮成形 (289)
Fターム[4F206JA03]に分類される特許
61 - 80 / 289
薄板の射出成形方法及びその金型
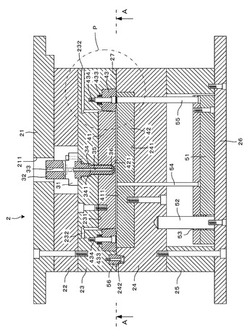
【課題】縦横の寸法が大きく、肉厚の寸法公差が厳しい薄板を、そりや曲がりが発生することなく成形することができる薄板の射出成形方法及びその金型を提供する。
【解決手段】金型分割面27が若干開いた状態で、射出成形機のノズルから加熱溶融された樹脂を射出する。遊動キャビティブロック43は圧縮コイルバネ433の付勢力によって、金型分割面27側に向かって移動している。その結果、遊動キャビティブロック43のテーパー面432と固定キャビティブロック41のテーパー面412との間には、隙間βができている。溶融樹脂から発生したガスは、隙間β、ガス抜き溝435、ガス抜き孔232を介して外部に排出される。
(もっと読む)
射出圧縮成形機の型締装置

【課題】射出圧縮成形において当該応答性の高い油圧シリンダの制御システムを提供すると共に、高品質な成形品の圧縮成形を可能にする。
【解決手段】一対の金型間に、成形素材を収納して複数の型締シリンダ11a(11c)により圧縮成形する圧縮成形機において、作動流体を供給する作動流体圧源と、作動流体を受けて、複数の型締シリンダ11a(11c)の夫々における可動部位の変位及び移動速度並びに複数の型締シリンダ11a(11c)への供給作動流体圧を調整するサーボ弁機構と、複数の型締シリンダ11a(11c)の夫々におけるピストンヘッドの位置を検出する位置検出手段55a(55c),57a(57c)と、前記ピストンヘッドの位置を、ピストンヘッドとシリンダの端面間の距離において境界距離Lbとすることによって、複数の型締めシリンダ11a(11c)の圧縮側油室の油柱共振周波数を制御周波数によって共振しない値に高くする。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。 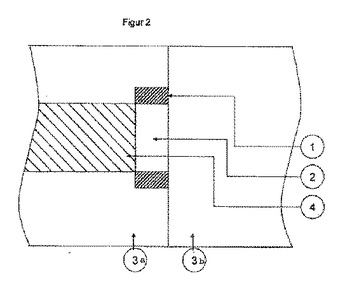 (もっと読む)
(もっと読む)
射出成形機の制御方法
【課題】金型を取り付けた際の型締力の調整時間を短縮することができる射出成形機の制御方法を提供すること。
【解決手段】型締装置(10)のトグルサポート(15)の固定位置を移動して目標型締力に近づくように型締力を調整する。トグルサポート(15)の移動量に応じて金型保護位置を変更する。型締力の調整は、規準金型を型締装置(10)に取り付けて得られた、押込量と対応する型締力との関係から求められた第1の型締力設定値に基づいて行なわれる。型締力の調整は、第1の型締力設定値を用いて型締を行ない、実際の型締力を検出して得られた型締力検出値と目標型締力との差に基づいて行なわれることとしてもよい。
(もっと読む)
成形品の製造方法、金型および成形品
【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
金型スタンパーの製造方法、金型スタンパー及び成形品の製造方法
【課題】非平面上に所定のパターン構造が形成された製品を実現することができ、その製品の生産性を向上させることができる、金型スタンパー、金型スタンパーの製造方法、及びその製品(成形品)の製造方法を提供すること。
【解決手段】板材5の、モスアイ構造が形成された形成面52が、連続体である樹脂13をコアとして、スタンパー成形金型10のキャビティ7に対応した球面形状に成形される。これにより、その形成面52の全体形状が球面形状に形成されるので、球面上に形成されたモスアイ構造を有する金型スタンパー5’を製造することができる。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】熱可塑性樹脂を射出成形しても繊維強化複合材料が反りにくい繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸した繊維強化複合材料10の一方の面に、格子状となるように熱可塑性樹脂20を射出成形して接合一体化した、繊維強化複合材料成形品1、およびその製造方法。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 基材樹脂中の成分に、塗料の硬化を阻害する成分が含まれていたような場合においても、塗料の付着性を向上させることができる型内被覆成形方法と、それに用いるに好適な金型を提供する。
【解決手段】 樹脂の表面に被覆剤を注入する前の工程において、金型キャビティ内に充填した樹脂の被覆する側の表面と金型キャビティ面との間にガスを注入するための空隙を形成し、該空隙にガスを注入した後に急激に圧縮して昇温させる。本発明であれば、例え、塗料の付着性が良くない樹脂を基材として使用した場合においても、金型キャビティ内に注入したガスを断熱圧縮することで温度を上昇させ、基材樹脂の表面の反応性を高めて塗料の付着性を向上させることが可能である。また、金型キャビティ内に注入するガスを、酸素、又は、酸素と可燃性ガスの混合ガスにすれば、基材樹脂表面について、フレーム処理したと同様の効果を得ることが可能になる。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】加工ステップが簡単であり、成型品の質量も安定したインモールド加飾成形方法及びその成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、フィルム移送装置で加飾フィルムをインモールド加飾成形金型の雌・雄金型との間に移送し、加飾フィルムを雌金型のキャビティの内壁に吸着させるステップと、雌・雄金型の金型分割面同士が接触しないように金型の1回目の型閉じをするステップと、成型樹脂を雌金型のキャビティに射出するステップと、雌・雄金型との2回目の型閉じをして、雄・雌金型の金型分割面同士を接触させ、加飾フィルムを切断してフィルム移送装置の上の加飾フィルムから脱離させるステップと、成型樹脂の射出を停止するステップと、金型を型開きして、加飾フィルムが貼付されている成形品を取り出すステップと、を備える。本発明は、インモールド加飾成形方法による成形品を更に提供する。
(もっと読む)
樹脂組成物を成形して得られる成形体及び該成形体の製造方法
【課題】 成形性の良好な樹脂組成物を用いた、高熱伝導性を有する成形体及び該成形体の製造方法を提供する。
【解決手段】 熱可塑性樹脂と異方性形状の熱伝導性フィラーとを含有する樹脂組成物を成形して得られる成形体であって、該熱可塑性樹脂と該異方性形状の熱伝導性フィラーとの合計量に対する該熱可塑性樹脂の含有量が15重量%以上75重量%以下であり、該熱可塑性樹脂と該異方性形状の熱伝導性フィラーとの合計量に対する該異方性形状の熱伝導性フィラーの含有量が25重量%以上85重量%以下である樹脂組成物を、射出圧縮成形して得られることを特徴とする、成形体。
(もっと読む)
射出成形機
【課題】射出成形機において、実効型締力を一定に保持する制御を、トグル式型締め機構のトグルが折れ曲がった状態でも、高価な制御用電気回路を用いずに簡単に行う。
【解決手段】電動サーボモータ(8)を使用した型締め機構(1)により金型(6,7)に負荷される型締力の制御方法を提供する。該制御方法は、実際に前記金型(6,7)に負荷させたい型締力よりも大きな型締力を型締め機構(1)により負荷する手順と、可動盤(5)及び固定盤(3)間に設けた型締力調整シリンダ(20a,20b)に作動油を供給して、可動盤及び固定盤間を押し広げる方向に、型締力調整シリンダを伸ばす手順と、実際に金型に負荷させる型締力が目標値になるように、型締力調整シリンダに供給される作動油の量を制御する手順と、を具備する。
(もっと読む)
クイックチェンジ式成形ツーリングを用いるシステムおよび方法
モジュールキャリアユニットにツーリングモジュールを装着し、キャリアユニットが、射出成形プレスの支持部材上に載置されるように、モジュールキャリアユニットを成形プレスに挿入し、ツーリングモジュールがモールドベースの突き出し側と結合するまで成形プレスを閉じる方法。 (もっと読む)
多層成形体の製造方法
【課題】基材層上に薄い被覆層を広範囲に亘って形成することができ、優れた外観品質を有する大型プラスチック部品を製造するのに有用な多層成形体の製造方法を提供すること。
【解決手段】本発明に係る多層成形体10の製造方法は、一対の金型間に形成されるキャビティV内に基材1を配置する工程と、基材1とこれに対向するキャビティ面21aとの間に形成されるクリアランスCに溶融状態の第2の熱可塑性樹脂材料を射出率200cm3/秒以上で供給する第2工程とを備え、第2工程において、一対の金型は、第2の熱可塑性樹脂材料の供給に伴うキャビティV内の圧力上昇によってキャビティ容積が増大するように、型締力が設定されていることを特徴とする。
(もっと読む)
極薄成形品の成形金型および成形方法
【課題】極薄成形品を成形する際に、キャビティの他端部まで溶融樹脂を良好に充填でき、極薄成形品を良好な状態で成形することができる極薄成形品の成形金型および成形方法を提供する。
【解決手段】固定金型13と可動金型12の間にキャビティ14が配設され、該キャビティ14の端部にゲートP3が設けられた極薄成形品Pの成形金型11において、ゲート隣接部P4から最遠方の他端部P5までの流動長寸法Lに対する板厚寸法Tが0.2%〜0.5%の極薄成形品Pを成形可能なキャビティ14が設けられ、前記キャビティ14またはランナP2を形成するブロック18,22,39,42の表面側には該ブロック18,22,39,42の母材よりも熱伝導率が低い断熱層51,57が形成され、断熱層51,57の表面側には該断熱層51,57よりも熱伝導率が高い保熱層52,58が形成されている。
(もっと読む)
複合成形体及びその製造方法
【課題】ポリアミド系樹脂で構成された樹脂部材と、熱可塑性ポリウレタン系樹脂で構成された樹脂部材とが、接着剤を用いることなく、直接接合した複合成形体を提供する。
【解決手段】前記ポリアミド系樹脂として、10mmol/kg以上のアミノ基を有するポリアミド系樹脂を用いる。前記複合成形体は、ポリアミド系樹脂及び熱可塑性ポリウレタン系樹脂の少なくともいずれか一方を加熱し、他方と接合することにより製造できる。
(もっと読む)
透明樹脂薄板のスタックモールド
【課題】金型間にそれぞれ設けられるキャビティで良好な透明樹脂薄板を成形することが可能な透明樹脂薄板のスタックモールドを提供する。
【解決手段】固定金型15と可動金型17の間に少なくとも1枚以上の中間金型18を配設した透明樹脂薄板のスタックモールド11において、金型15,17,18間にそれぞれ設けられるキャビティ19,20は端部にホットランナ27,32およびホットランナノズル33を介して溶融樹脂が送られるゲート部37が設けられ、前記ホットランナノズル33または前記ゲート部37はキャビティ19,20への溶融樹脂の注入量が調節可能となっている。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
61 - 80 / 289
[ Back to top ]