
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
2,061 - 2,080 / 6,556
移動式射出成形装置専用コンテナー
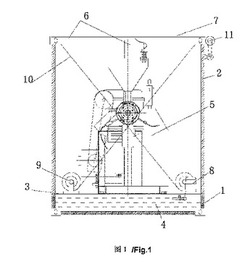
【課題】生産と使用の中間過程を減らし、コストと加工時間を節約し、必要のない浪費を削減した上、生産効率を高め、悪環境の中でも射出成型製品の加工生産のできる移動式射出成型装置専用コンテナーを提供すること。
【解決手段】台座(1)と、台座の周囲にヒンジで連結する側板(2)と、台座(1)の上に設置される床板(3)と、床板の下に設置される貯水槽(4)と、床板の上に設置される射出成型装置(5)と、側板の上に設置される簡易棚(6)と、簡易棚(6)の上に覆われるズック覆い(7)とを含む移動式射出成型装置専用コンテナーである。
(もっと読む)
低ミカン肌を有する長繊維熱硬化性複合材料
クラスA表面を含む強化ポリマーおよび製造方法を開示する。強化ポリマー複合材料は、バリア層第1表面、バリア層第2表面および複数のハードセグメントドメインを含むポリマーバリア層を含んでなる。強化ポリマー複合材料はまた、バリア層第1表面の少なくとも一部を覆う強化ポリマー層を含んでなり、該ポリマー層第2表面は、クラスA品質を示し、複数のハードセグメントドメインは、実質的にポリマーバリア層の変形を、強化ポリマー複合材料の成形温度で抑制する。必要に応じて、クラスA表面を有するインモールドコーティングは、バリア層第2表面の少なくとも一部を覆う。  (もっと読む)
(もっと読む)
樹脂成形品

【課題】プリント基板等に取り付けるために1個ずつ取り上げる際に絡み合わないクランプを提供する。
【解決手段】クランプ1は、キャリアフィルム20を不可逆的に変形させなければキャリアフィルム20から分離できない連結構造にてキャリアフィルム20と連結されて出荷されて、使用時にはキャリアフィルム20から分離されるので、例えばプリント基板等に取り付けるにあたってキャリアフィルム20から1個ずつ分離すればよく、その際にクランプ1同士が絡み合ってしまって作業性が低下するおそれはない。キャリアフィルム20に整然と連結されているので員数不足又は員数過剰は生じない。クランプ1を分離した痕跡がキャリアフィルム20に残り白変するので、破断痕を数えることで納品数に不足又は過剰があったか否か(紛失や組み付け忘れはなかったか)を容易に検認できる。
(もっと読む)
靴底および靴底の製造方法
【課題】本発明は上述した従来技術の問題点を克服し、コストダウンをさらに達成させ、ラバーパーツと熱可塑性樹脂との接着性を向上させ、品質を安定させ、機能性をより向上させた靴底の製造方法および靴底を提供することを目的とする。
【解決手段】本発明は、ポリマー混合物のポリマー成分中、ジエン系ポリマーを50〜100質量%を含み、かつアクリロニトリル成分を0〜40質量%含むポリマー混合物をあらかじめ架橋形成してラバーパーツを得る工程と、前記ラバーパーツをハロゲン化処理する工程と、前記ハロゲン化処理したラバーパーツに、熱可塑性樹脂をオーバーモールドすることにより、前記ラバーパーツと前記熱可塑性樹脂を接着する工程を含むことを特徴とする靴底の製造方法である。
(もっと読む)
ゴム栓付き蓋体およびその製造方法
【課題】プラスチック製蓋体本体2に対するゴム栓3の接着強度が大きくかつインサート成形によって簡単に大量生産することができるゴム栓付き蓋体1およびその製造方法を提供する。
【解決手段】ゴム栓3をインサートとして用いてプラスチック製蓋体本体2をインサート成形することによって、蓋体本体2とこの蓋体本体2の内側面に接合されているゴム栓3とを備えているゴム栓付き蓋体1を製造する。この場合、ゴム栓3を構成しているゴム組成物のゴム用添加剤の有機成分のうちの、ゴム用鉱物系軟化剤としてのパラフィンオイル、ナフテンおよびアロマオイルの量と、ゴム用植物系軟化剤としてのパルミチン酸カルシウム、ステアリン酸カルシウム、リシノール酸カルシウムおよびラウリン酸カルシウムの量との総和が、上記ゴム組成物のうちの1.0重量%以下である。
(もっと読む)
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品
【課題】
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品を提供する。
【解決手段】
まず、透明薄膜21を有する転写薄膜20を製作し、透明薄膜21の底面に1層の紫外線硬化透明ワニスを塗布して保護層22を形成した後、保護層22の下方に1層の印刷層23を塗布する工程と、射出成形金型のキャビティ中に転写薄膜20を配置し、金型のキャビティ中にプラスチックを注入してプラスチック射出成形物品10を形成し、プラスチック射出成形物品10の表面に転写薄膜20を貼り付ける工程と、保護層22が貼り付けられたプラスチック射出成形物品10の表面に紫外線を照射し、保護層22を硬化させる工程と、レーザ彫刻機が生成させるレーザビーム31により、プラスチック射出成形物品10の表面上にレーザ彫刻パターンを形成させる工程とを含む。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストを抑えることができるとともに、作業コストも抑えることのできる合成樹脂中空体を提供する。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、その内部に流体物として液体を部分的に充填し残りの部分には空気が入った状態、またはその内部に流体物として液体を全体的に充填した状態で、前記口部14に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に前記中空成形体aの形状を変化させることなく着脱不可能に一体化形成された樹脂外装体16と、前記中空成形体aの口部14に装着される閉栓部材18とを備え、前記樹脂外装体16が、全光線透過率80%以上の高透明性合成樹脂から成る。
(もっと読む)
射出成形用金型及び樹脂成形品の製造方法
【課題】インサートシートに第2樹脂注入を行なうときに、ゲート飛びを防止できる射出成型用金型及び樹脂成形品の製造方法を提供する。
【解決手段】第1キャビティ面1aが形成された第1型1と、第2キャビティ面2aが形成された第2型2と、第1型1とインサートシートSが配置された第2型2とを相対移動させることにより第1キャビティ22が形成され、その第1キャビティ22に第1樹脂を射出する第1ゲート6と、第1型1と第2型2とを相対移動させることにより第2キャビティ24及びゲート空間25が形成され、そのゲート空間25を介して第2キャビティ24に第2樹脂を射出する第2ゲート7とを備え、ゲート空間7は、インサートシートSの突出片10を受け入れると共に、その突出片10が第1型1に沿って接触するように配置可能に構成してある射出成形用金型。
(もっと読む)
複合材で包まれたエンジンマウント
複合材で包まれたエンジンマウントは、ゴムブッシュの周りに収容された金属殻を有するゴムブッシュを含む。プラスチックブラケットは、ゴムブッシュ及び殻をその中に収容する空洞を有する。関連したマウントアッセンブリを形成する方法は、ブッシュを金型に挿入する工程と、ブラケットを形成するために、成形材料をブッシュの少なくとも一部分の周りにおいて金型の中に導入する工程と、ブッシュの周りのブラケットを硬化する工程とを含む。 (もっと読む)
モールド成形方法及びモールド成形装置
【課題】第1配線基板と第2配線基板との空間部内に、はんだボールの接続を維持し、溶融モールド樹脂の均一充填が困難な従来のモールド成形方法の課題を解消する。
【解決手段】複数の第1配線基板が造り込まれた基板11の搭載面に、前記第1配線基板に対応する第2配線基板16がはんだボール18で接続された半導体装置をキャビティ32内に挿入し、第2配線基板16にリリースフィルム31を介して当接する駒板34が、第2配線基板16に対し独立して接離するモールド金型を用い、第2配線基板16に対し、基板11と第2配線基板16との間隔が充填された溶融モールド樹脂の圧力での拡大を許容する第1圧力をバネ36で駒板34に加え、基板11と第2配線基板16との空隙内にモールド樹脂を充填した後、はんだボール18の接続が剥離されることを防止すべく、ストッパー40,40に当接した駒板34から第1圧力よりも高圧の第2圧力を第2配線基板16に加えて、キャビティ32内にモールド樹脂を注入する。
(もっと読む)
多色成形品の成形方法および多色成形用金型
【課題】大型の金型や大型の型締装置を必要とせず、型開するときに金型が傾いて金型を傷つけることのない多色成形用金型を提供する。
【解決手段】固定側金型(19)と、底面が回転金型支持台(14)に固定されている回転側金型(20)と、可動側金型(21)とから多色成形用金型(5)を構成する。回転側金型(20)の上面にはストッパ(39)を、固定側金型(19)と可動側金型(21)の上面には第1、2のピストンシリンダユニット(36、36)を設ける。型開動作に同期して第1、2のピストンシリンダユニット(36、36)を駆動して第1、2の突き出しロッド(37、38)でストッパ(39)を突き出す。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】ポリ乳酸の結晶化速度、結晶化度を向上させることが可能で、かつ優れた透明性を保持し、耐ブリード性、耐衝撃性、耐熱性、成形加工性にも優れるポリ乳酸樹脂組成物、ならびに当該樹脂組成物を用いたポリ乳酸樹脂成形体及びその製造方法を提供する。
【解決手段】ポリ乳酸(A)と、ポリ乳酸系ブロック共重合体(B)と、特定のトリメシン酸トリアミド化合物(C)とを含有するポリ乳酸樹脂組成物であって、前記ブロック共重合体(B)が、ポリ乳酸構造単位以外の構造単位(D)及び前記ポリ乳酸(A)を構成する乳酸と光学異性の関係にある乳酸由来のポリ乳酸構造単位(E)から構成されるものであることを特徴とするポリ乳酸樹脂組成物。
(もっと読む)
射出成形機の駆動制御方法及び装置
【課題】 成形サイクル時間の短縮化及び成形時間の均一化(安定化)を図るとともに、他の油圧回路部内におけるショックや衝撃音等の発生を防止する。
【解決手段】 駆動圧力Pdが規定圧力Psよりも低くなる一又は二以上の動作工程S3,S4を設定し、設定した動作工程S3,S4の所定期間Ts内で、規定圧力Psよりも高くなる駆動圧力Pdによりノズルタッチ圧力Pnを昇圧させる制御を行うとともに、設定した動作工程S3,S4に係わる他の油圧アクチュエータ3に接続した油圧回路部Ccの一部又は全部に付与する駆動圧力Pdを所定の減圧手段Fsにより減圧する。
(もっと読む)
塑性化可能な材料および繊維状添加材から成形品を製造する装置および製造方法
【課題】 射出成形機に少量の添加物を個別に混合可能にすること。
【解決手段】 プラスチックを加工するための、サイクルで動作する射出成形機で、塑性化可能な材料および繊維状添加材から成形品を製造する装置が、塑性化ユニット(10)およびこれに配置された塑性化スクリュ(11)を有する。繊維状添加材を供給するために、塑性化スクリュ(11)の搬送方向で塑性化可能な材料のための材料供給領域(13)の後方(下流)において、塑性化ユニット(10)に配置された少なくとも一つの投入開口部(14)が設けられている。射出成形機のサイクルで動作する、前記塑性化ユニット(10)で塑性化された材料に、閉鎖可能な投入開口部(10)を介して繊維状添加材を、配量投与しつつ投入するための機構(18)により、射出成形機のサイクルで所期の投入が可能である。
(もっと読む)
ポリアリーレンスルフィド樹脂組成物及びその樹脂成形体
【課題】高温環境下、さらには温度変化が激しい環境下においても十分な機械強度を有し、金属インサート部品に適したポリアリーレンスルフィド樹脂組成物を提供し、また、当該樹脂組成物を用いた樹脂成形体及び金属インサート部品を提供する。
【解決手段】35,000以上のピーク分子量を有するポリアリーレンスルフィド樹脂と、銅、ニッケル等の金属種を含む金属微粒子とを含有する樹脂組成物であって、当該樹脂組成物100質量%中の金属微粒子の質量含有率が5〜30質量%の範囲であり、JIS K7128−3に準拠した4mm厚成形品での150℃における直角引裂破断点変位量が8mm以上であり、かつ、ASTM D2990に準拠したASTM4号ダンベル1.6mm厚成形品での150℃、10MPa、20時間での引張クリープ歪みが5%以下であることを特徴とするポリアリーレンスルフィド樹脂組成物。
(もっと読む)
プリプラ式射出装置
【課題】射出成形機の射出装置は、ペレット状の樹脂材料を可塑化する際に、該樹脂材料の熱劣化物や分解ガスの発生をより徹底して低減することを求められる。
【解決手段】本発明の射出装置は、射出装置をスクリュが後退しないプリプラ式射出装置で構成し、その可塑化シリンダの投入口中に存在する樹脂材料のレベルを低位に制御するとともに、給気手段と排気手段とによってその可塑化シリンダ中の樹脂材料に所望の飢餓率に合わせて供給量を制御したガス流体を加熱状態で通過させる。こうすることによって、その射出装置は、該樹脂材料をほぐれて緩んだ状態にするとともに樹脂材料の軟化を均等に行って、その後の可塑化における過剪断の発生を確実に防止する。そのうえ、本発明の射出装置は、特に飢餓状態を計量時間として検出してその計量時間を基準飢餓計量時間と比較判定して制御するので、連続成形中の飢餓率を所望の飢餓率に定量的に制御する。
(もっと読む)
成形機の制御システム
【課題】射出成形機本体側のコントローラ上で、周辺機器の操作を遠隔制御する。
【解決手段】複数の射出成形機の成形機コントローラは、それぞれが伝送路及び伝送制御部を介して接続され、任意の1つの射出成形機用コントローラに接続された周辺機器の遠隔制御を他の成形機コントローラにより実施する成形機の制御システムである。
(もっと読む)
インモールド成形方法
【課題】熟練技術や特殊設備がなければ3次元形状の射出成形樹脂部品に均一なハードコート層を形成することができない。
【解決手段】 本発明によるインモールド成形方法は、ハードコート層が形成されたフィルムのハードコート層が形成された面にバインダーインク層を形成し、フィルムのバインダーインク層が形成された面とは反対側の面を第1の金型に密着させ、第1の金型と第2の金型とを型閉めして、溶融された合成樹脂を金型内に注入して樹脂成形品を成形し、第1の金型と第2の金型とを型開きして得た樹脂成形品からフィルムを剥離することを特徴とする。
(もっと読む)
樹脂成形品の製造方法
【課題】インサート用加飾シートにおける加飾層の流れや剥離等が少ない樹脂成形品の製造方法を提供する。
【解決手段】基材と、バインダー層と、加飾層と、を含むインサート用加飾シートを表面に備えた樹脂成形品の製造方法であり、基材の軟化温度T1(℃)と、加飾層の軟化温度T2(℃)と、バインダー層の軟化温度をT3(℃)とが所定関係を満足するとともに、下記工程を含むことを特徴とする樹脂成形品の製造方法。
(A)ウレタンアクリレートオリゴマーと、反応性ビニルモノマーと、光重合開始剤と、を含む紫外線硬化性組成物からなる所定パターンを印刷した後、紫外線硬化させてなる加飾層を形成する工程、(B)バインダー層を、スクリーン印刷法を用いて、加飾層上に形成し、インサート用加飾シートとする工程、(C)インサート用加飾シートを、射出成形装置の金型内に挿入するとともに、成形樹脂を金型内に向かって射出し、樹脂成形品を成型する工程
(もっと読む)
射出成形用エチレン系樹脂および射出成形体
【課題】柔軟性、高温耐荷重性および透明性のバランスに優れた射出成形用エチレン系樹脂を提供する。
【解決手段】以下の条件を全て満足する射出成形用エチレン系樹脂。
(a)密度が890〜930kg/m3
(b)メルトフローレート(MFR)が0.5〜50g/10分
(c)流動の活性化エネルギー(Ea)が50kJ/mol未満
(d)Mz/Mwが3.5以上
(e)(Mz/Mw)/(Mw/Mn)≧0.9
(f)温度上昇溶離分別法によって測定される100℃以上での溶出樹脂量の割合が1重量%未満(ただし、エチレン系樹脂の重量を100重量%とする)
(g)190℃、100rad/secにおける溶融複素粘度η*(100)が100〜2400Pa・sec
(もっと読む)
2,061 - 2,080 / 6,556
[ Back to top ]