
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
1,981 - 2,000 / 6,556
特に固形状またはペースト状の製品用の容器、その製造方法、およびこの容器とそれを受け入れる入れ物とからなる包装
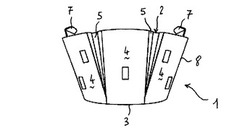
【課題】消費者が内容物に容易にアクセスできる固形状またはペースト状の製品用の容器を提供する。
【解決手段】特に固形状またはペースト状の製品用の容器1は、底3と、底から延びて底に対して直立した姿勢を保持できる剛性保持手段4を組み込んだ側壁8とを有し、これら剛性保持手段は側壁を展開し、持ち上げるための柔軟手段5によって2つずつ一緒に接続されて側壁の周囲にわたって間隔を空け、柔軟手段は、少なくとも1つの柔軟なフィルム2の所定領域によって形成され直立姿勢から放射状に広がるように底を延ばした展開姿勢へ側壁を可逆的に移行させることができ、剛性保持手段は、熱可塑性樹脂を柔軟なフィルムの上に射出して剛性保持手段と随意の底とを形成するオーバーモールドにより柔軟手段に固定される。
(もっと読む)
光学素子パッケージの製造方法

【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】リム組み時のエア保持性と、釜抜き時のビードコア周辺の熱可塑性材の破壊防止性とを充分に確保しつつ、タイヤ成形時でのビードコアの位置ずれを抑制したタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】キャビティS内の所定位置に配置されたビードコア11にタイヤ内側から当接するビードコア固定用のジグ16を設ける。そして、熱可塑性の溶融材料をキャビティS内に注入する。これにより、成形されたタイヤ骨格部材20のタイヤ外側に、ビードコア11が露出した部位が形成されることを回避できる。そして、タイヤ骨格部材20のタイヤ内側にビードコア11の露出した領域が形成されてもリム組み時のエア保持性に影響がない。従って、釜抜き時におけるビードコア周辺の熱可塑性材の破壊防止を充分に確保したジグ寸法とすることができ、タイヤ成形時でのビードコアの位置ずれを充分に抑制できる。
(もっと読む)
ICタグ及びICタグの製造方法
【課題】小型化を実現でき、かつ、信頼性が高く歩留りのよいICタグ及びICタグの製造方法を提供する。
【解決手段】ICタグ10は、インレット100と、インレット100を底面に配置する凹部111を有する一次成形品11と、インレット100を封止する二次成形品12とを備え、非接触で外部機器と通信可能なものとした。このICタグ10は、インレット100を凹部111の底面111aに配置又は固定した一次成形品11を二次成形用金型710,720内に配置し、二次成形用樹脂R2をゲート721から圧入して、少なくとも凹部を充填してインレットを封止する二次成形品12を成形する。二次成形用金型710,720は、二次成形用樹脂R2を射出するゲート721の中心線h1がインレット100と交わらない位置に形成されているものを用いる。
(もっと読む)
型内塗装品形成金型および型内塗装品の製造方法
【課題】 熱硬化性塗料層の圧縮を十分にでき、熱硬化性塗料層の表面にヒケが出ないようにする。
【解決手段】 型内塗装品形成金型が、表面形成金型と塗膜形成金型と複数の裏面形成金型とを備え、塗膜形成金型が第1取付板と、塗膜圧縮機構の作動により熱硬化性塗料層を圧縮するキャビティ形成部とを備え、裏面形成金型が圧縮ブロックと、その周囲に位置する外周プレートと、圧縮ブロックを固定する第2取付板と、外周プレートと第2取付板との間に弾性体とを備え、裏面形成金型と表面形成金型とによって成形品を形成可能であり、裏面形成金型と塗膜形成金型とによって成形品の表面に熱硬化性塗料層を形成可能とする。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】ゴムバリ部分の除去が簡易且つ的確になされ、信頼性の高いガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位2cに接着剤層4Rを介してゴム製ガスケット30aが成型一体とされたガスケット構造体であって、上記成型時において上記所定部位2cから食み出した状態で接着剤4Raにより上記基材2に固着したゴムバリ部分30cを、レーザ処理により当該接着剤4Raと共に焼失除去して得られたものであることを特徴とする。
(もっと読む)
硬いレンズリテーナを有する柔軟な眼鏡フレーム
レンズを、硬いレンズリテーナを通して柔軟な眼鏡フレームに安全で取外し可能な保持を提供するために、硬いレンズリテーナが該フレームの成型工程の間、柔軟な眼鏡フレームに恒久的に係合される。  (もっと読む)
(もっと読む)
インモールド転写用フィルム
【課題】インモールド用転写箔作成過程から成形転写に至る間で優れた帯電防止性を有し、生産性を格段に向上させることができ、しかも印刷する際の印刷はじきのない、インモールド用転写箔の基材フィルムとして有用なインモールド転写用フィルムを提供する。
【解決手段】ポリエステルフィルムの少なくとも一方の面に設けられた塗布層が炭素数6以上の炭化水素基を有するシリコーン成分及び帯電防止成分を含有するインモールド転写用フィルム。
(もっと読む)
二色成形品の成形方法並びにその成形金型
【課題】複数のキャビティを区画する分割バーを内装した成形金型を使用して成形する二色成形品の成形方法並びにその成形金型であって、従来必要とした突起のカット除去工程を廃止し、かつ車体パネルに対する合わせ精度を高める。
【解決手段】ドアトリム(二色成形品)10は、ドアトリムアッパー20とドアトリムロア30とが境界溝部17を介して一体化されている。そして、境界溝部17における端末17aに相当する成形金型40には、端末処理機構部60が配置されている。この端末処理機構部60は、進退用シリンダ62によりスライドブロック61がキャビティに対して接離自在に支持され、分割バー51が上昇する際は、スライドブロック61はキャビティ外に後退しており、分割バー51が下降して成形上型41との間にスペースSができれば、このスペースSを埋めるべくスライドブロック61がキャビティ内に侵入することで、突起の形成を回避する。
(もっと読む)
成形品取出し機の樹脂成形品検査システム及び樹脂成形品検査方法
【課題】樹脂成形品を複数個所で検査して良否を判別することにより樹脂成形品を高い精度で検査する。樹脂成形機の操作側または反操作側におけるスペースを充分に確保し、金型交換作業や保守作業の障害になるのを回避する。
【解決手段】少なくとも1本のアームを回動して樹脂成形品を保持するハンドユニットを三次元方向へ移動する関節ロボットを成形品開放位置側の本体フレームに固定する。関節ロボットの可動範囲内に樹脂成形品を撮像して画像データを出力する成形品撮像手段を設ける。制御手段により予め設定された移動位置データに基づいて関節ロボットを駆動してハンドユニットを移動制御すると共に入力される画像データと予め記憶された基準画像データに基づいて樹脂成形品の良否を判別する。
(もっと読む)
ロータリ射出成形機
【課題】温調水の漏水を防止でき、低コストにしてメンテナンスが容易なロータリ射出成形機を提供する。
【解決手段】ロータリテーブルと、これに取り付けられた複数の可動側金型と、ロータリテーブルを通して各可動側金型に温調水を循環させる温調水配管構造とを備えたロータリ射出成形機において、温調水配管構造を、ロータリテーブル11の回転中心軸16内に配置された固定管31と、固定管31の端部に連結されたスイベルジョイント32a,32bと、ロータリテーブルに対して揺動自在及び摺動自在に取り付けられた温調ブロック33a,33bと、スイベルジョイントと温調ブロックとを接続する第1のフレキシブル管34a,34bと、温調と各可動側金型21,22とを接続する第2のフレキシブル管35a,35bとから構成する。
(もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物を計量し圧力を高めて吐出することが可能な混練機を提供する。
【解決手段】外周部8aにスクリュー7を有し回転可能に設けられた軸状のスクリュー部8と、スクリュー部の外周部及び先端部8bを囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部の外周部及び先端部との間の混練空間に、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、被混練物を混練空間の外部に吐出させるためスクリュー部の先端部に対向する位置のシリンダー部に設けられた吐出口12と、吐出口を開閉する吐出口開閉機構13と、循環流路を開閉する循環流路開閉機構14と、スクリュー部をスクリュー部の軸線方向Dに進退させるスクリュー駆動機構15と、を備える。
(もっと読む)
熱硬化性樹脂への粒子分散設計支援装置、支援方法及びプログラム
【課題】熱硬化性樹脂中へ粒子を配合する工程での粒子の攪拌挙動を迅速かつ高精度に予測する。
【解決手段】熱硬化樹脂への粒子分散の設計支援装置がモデル作成部12と流動解析部13から構成され、モデル作成部12は各版容器と液状樹脂部の形状を定義し、流動解析部13内のクラスター内粒子数解析部14では液状熱硬化性樹脂中に投入されたクラスター内粒子数の時間変化率を計算し、微小時間経過後の前記クラスター内粒子数の増分あるいは減分を近似的に求め、新しい時刻におけるクラスター内粒子数を逐次求めていく。流動解析部13内の熱硬化性樹脂粘度解析部15では粘度算出式を用いてクラスター内粒子数解析部14中の粘度を計算する。また、流動解析部13内の温度、せん断速度解析部16では樹脂の温度、せん断速度分布を算出してクラスター内粒子数解析部14に代入し、攪拌層内のクラスター内粒子数の分布と時間変化を逐次計算する。
(もっと読む)
ケーブルタイ
ケーブル及び/又はワイヤのような複数の物体を束ねるためのツーピースケーブルタイは、可撓性ストラップの接続セグメント上にインサート成形された前部分を含み、前部分は、材料費を有意に増大させることなくタイの定格荷重を最大にするためにストラップよりも高い引張強度を有するプラスチックから構成される。一実施形態では、ストラップの接続セグメントは、ストラップの周りの前部分によって達成される機械的結合の強度を高めるために、ストラップの接続セグメントの側面レール内に1対の対向する半円形切り欠きを含むような形状にされる。更に、接続セグメントは、対向する切り欠きから縦方向にオフセットされた丸穴を含むような形状にされ、この円形開口部の直径は、ストラップのその長さ全体に沿った一体性及び強度を保証するためにストラップの最大幅の40%を超えない。 (もっと読む)
インサート成形方法
【課題】異方性を有するシート材を用いても、成形品の反りを抑制できるインサート成形方法を提供すること。
【解決手段】このインサート成形方法は、互いに対向配置された下型2および上型3を用いて、下型2の金型面に縦方向と横方向の収縮率が異なる樹脂製のシート材6を配置し、下型2と上型3とを型締めし、その後、シート材6と上型3の金型面との隙間に、溶融樹脂を射出して冷却する。溶融樹脂を射出する際には、下型2と上型3との間に温度差を設けるとともに、シート材6の収縮率が小さい方向に沿って溶融樹脂を流動させる。
(もっと読む)
ロータリ射出成形機
【課題】ロータリテーブルの偏心及び軸受の偏摩耗を防止する。定格出力が小さな電動サーボモータを用いてロータリテーブルを安定に回転駆動する。
【解決手段】ロータリテーブル11の外周に、支持面18とギア面19とを同心に形成する。可動ダイプレート7に、支持面18に当接してロータリテーブル11を支持する第1及び第2の支持ローラ12,13と、ギア歯19と噛み合う主動ギア27,28が出力軸に設けられたロータリテーブル回転用の第1及び第2の電動サーボモータ14,15とを取り付ける。第1及び第2の支持ローラ12,13を、ロータリテーブル11の回転中心軸16を通る仮想垂直線Y−Yを介してその両側部分に等分に配置すると共に、第1及び第2の電動サーボモータ14,15を、支持ローラ12,13の外側であって、仮想垂直線Y−Yを介してその両側部分に等分に配置する。
(もっと読む)
ポリプロピレン着色成形品及びポリプロピレン着色成形品の製造方法
【課題】ポリプロピレンの成形品表面に塗装を行うことは困難を伴うために顔料を用いた着色によって意匠性を確保しているが、再生ポリプロピレンに残存する異物が成形品表面に滞留して十分な意匠性を発揮することが困難であることから、表面に塗膜を形成して隠蔽することが有効となる。しかし、ポリプロピレンは塗料として適する高剛性の樹脂との密着力に劣ることから、容易に剥がれやすいという課題を克服する必要があった。
【解決手段】この発明に係るポリプロピレン着色成形品は、ポリプロピレン、パルプ繊維、及び着色した低粘度樹脂を添加した混合物の射出成形品であって、表面に着色した低粘度樹脂の塗膜を形成して成るものである。
(もっと読む)
センサ素子をシームレスにインサート成形することによりセンサを製造する方法
本発明は、センサ素子をシームレスにインサート成形することによってセンサを製造する方法、並びにこの方法により製造されたセンサに関する。センサ素子は射出成形材料によって可能な限り密に取り囲まれている。これによりセンサの周辺からの水、酸、油又は他の浸食性の物質がセンサに進入することが長期間に亘って防がれるセンサを製造する方法並びにこの方法により製造されたセンサを提供するために、金型キャビティ(1)内にセンサ素子(2)を挿入し、金型キャビティ(1)の第2の領域(4)において金型キャビティ(1)に係合する少なくとも1つの可動な位置固定エレメント(5)により、センサ素子(2)を金型キャビティ(1)において機械的に固定し、金型キャビティ(1)内に射出成形材料(6)を射出し、金型キャビティ(1)の第1の領域(3)における射出成形材料(6)は硬化させられて、第1の領域(3)において硬化した射出成形材料(6)がセンサ素子(2)を位置固定するまで待ち、第2の領域(4)に設けられている射出成形材料(6)が硬化する前に、可動な固定エレメント(5)を取り出して、依然として液状の射出成形材料(6)は取り出された固定エレメント(5)によって金型キャビティ(1)に残された中空室を少なくとも部分的に充填する、方法ステップを実施する。  (もっと読む)
(もっと読む)
逆流防止弁の製造方法及び逆流防止弁
【課題】 成形工程数が少なく製造コストが安価である逆流防止弁の製造方法
【解決手段】
少なくとも、キャビティとコアピンとからなる金型を用いて逆流防止弁を成形する逆流防止弁の製造方法において、
前記キャビティの中心に、上型ピンと上スリーブピンを配置すると共に、コアピンの中心に、下型ピンと下スリーブピンを配置し、前記キャビティと上スリーブピン及びコアピンと下スリーブピンで囲まれる空間部に樹脂を流入して中栓体を成形すると共に、上型ピンと上スリーブピン及び下型ピンと下スリーブピンで囲まれる空間部に樹脂を流入して、弁体を成形し、前記中栓体と弁体が分離した状態で、同時成形されることを特徴とする逆流防止弁の製造方法。
(もっと読む)
射出成形機
【課題】 簡単な構造で、成形にかかるサイクルタイムを短縮することができる射出成形機を提供する。
【解決手段】 射出成形機は、成形品18を成形するための第1の金型25および第2の金型27と、第1の金型25に突き合わされた第1の位置P1と、第1の金型25から分離した第2の位置P2と、を通る軌道で第2の金型27を移動させる移動機構と、成形品18の表面を覆うための金属箔16を設けたインモールド成形用のフィルム14を保持する保持部と、除電機構と、を具備する。除電機構は、第2の金型27の近傍に設けられるとともに、第2の金型27の第1の位置P1から第2の位置P2への移動により成形品18の表面を覆っている金属箔16に接触した接触位置S1に移動し、第2の金型27の第2の位置P2から第1の位置P1への移動により第1の金型25と第2の金型27との間の間から退避した退避位置S2に移動する。
(もっと読む)
1,981 - 2,000 / 6,556
[ Back to top ]