
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
2,041 - 2,060 / 6,556
インモールドラベル容器の製造方法及びその製造装置
【課題】
ラベルを金型に挿入して射出成形するインモールドラベル容器の製造方法及びその製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めが可能であると共にラベルを確実に1枚ずつ取り上げて金型に貼着することを可能とする。
【解決手段】
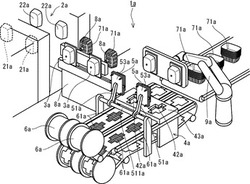
ロール状のラベル用材料を供給して1枚ずつ打抜形成したラベルを保持した後、該ラベルを金型に挿入貼着してから射出成形するようにしたインモールドラベル容器の製造方法とし、その製造装置として、ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成機構4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア3aをキャビティ21aに挿入して射出成形するようにした。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置

【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、溶融発泡性樹脂70がキャビティ27内で流動する流動工程と、溶融発泡性樹脂70を発泡及び固化させて発泡樹脂成形品を成形する成形工程と、を含む。流動工程では、ウエルド発生部23(発泡樹脂成形品のウエルド部分に対応する部分)における溶融発泡性樹脂70の流動速度を、上流部24(ウエルド発生部23に対し溶融発泡性樹脂の流動方向上流側に対応する部分)における溶融発泡性樹脂70の流動速度と同じか、又は、それよりも増速させる流動速度制御を行う。
(もっと読む)
真空成形装置
【課題】第1固定盤と第2固定盤との間の空間を取り囲むように周壁を設けて、その内側に真空チャンバを形成する真空成形装置において、周壁に対し必要な個所に必要な数の開口を設け得て、成形及びメンテナンス等のための作業を良好に行い得る真空成形装置を提供する。
【解決手段】上固定盤12と、下固定盤18と、可動盤24と、上固定盤12及び下固定盤18を連結する強度部材としてのタイロッド20と、型締シリンダ14とを有する型締装置、及び上固定盤12と下固定盤18との間の空間の全体を囲い込んで外部から遮断し、空間を真空チャンバ50とする周壁48と、真空チャンバ50内部に可動盤24と成形型28とを位置させた状態で真空チャンバ50を真空引きする真空ポンプとを有する真空引装置とを備えて真空成形装置10を構成し、射出機34から成形材料を真空チャンバ50内の成形型28に射出して成形するようになす。
(もっと読む)
金型およびプラスチックの多層成形部材の製造方法
本発明は、プラスチックを保持する少なくとも2つの割型(1、2、6)およびキャビティ(4)、湯道を備えたゲーティングシステム(9)および交換可能な離型インサート(5)を含んでなる、プラスチックの多層成形部材を製造するための金型、ならびにプラスチックの多層成形部材の製造方法に関する。 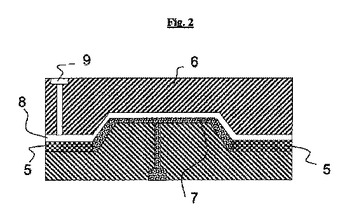 (もっと読む)
(もっと読む)
射出成形用化粧シート及びそれを用いた成形物の製造方法
【課題】射出成形後も凹凸模様保持される射出成形用化粧シート及びそれを用いた成形物の製造方法を提供する。
【解決手段】凸形状を付与した熱可塑性樹脂シート1の凹凸面上に、前記熱可塑性樹脂シート1と強固に密着しない樹脂3を溶融押出にてラミネートしてなること、記熱可塑性樹脂シート1に光輝性顔料を練り込むかあるいは前記凹凸付与面に光輝性顔料を含むインキ2で加飾してなり、前記凹凸形状が微細な間隔の複数の平行な直線または曲線状の条模様からなる縞模様を一単位として隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされた形状からなる。
(もっと読む)
光硬化性樹脂組成物、光硬化性シート、光硬化性加飾シート、光硬化性成形用シート、積層成形品及び積層成形品の製造方法
【課題】優れた外観、意匠性、耐磨耗性、耐薬品性及び耐候性を有し、光硬化性樹脂組成物の硬化直後でも光硬化性樹脂組成物の硬化物の層の表面が粘着性を有さず、耐磨耗性に優れた積層成形品を得ることができる光硬化性シート、光硬化性加飾シート、光硬化性成形用シート、それを用いた積層成形品及び積層成形品の製造方法を提供する。
【解決手段】側鎖にラジカル重合性不飽和基を有するアクリル樹脂(A)、光重合開始剤(B)、無機微粒子(C)並びにシリコーン化合物(D)及びフッ素化合物(E)から選ばれる少なくとも1種の表面改質剤を含有する光硬化性樹脂組成物、基材シートの上に上記の光硬化性樹脂組成物の層が積層された光硬化性シート、光硬化性加飾シート、光硬化性成形用シート、それを用いた積層成形品及び積層成形品の製造方法。
(もっと読む)
射出成形装置及び方法
【課題】型開き時に真空破壊によって金型内にごみ等が入り込むことを抑制できる射出成形装置及び方法を提供すること。
【解決手段】本射出成形装置100では、気体導入路62や流路切換装置63で構成されるリーク装置によって型開き前に通気管47等である減圧路49内を雰囲気圧に戻すことができるので、成形金型40の型開き時に真空破壊が起こることを防止できる。これにより、型開きに際して成形金型40の周囲のごみが成形金型40内に入り込むことを抑制して型面41a,42a等の金型内面を清浄に保つことができ、成形金型40等のメンテナンスの頻度を少なくして成形品MPの歩留まり率を高めることができる。
(もっと読む)
ポリ乳酸系樹脂組成物の射出成形方法
【課題】ポリ乳酸とポリプロピレンとゴムを含有するポリ乳酸系樹脂組成物を用いて射出成形するに際して、優れた耐衝撃性及び優れた外観を同時に達成する。
【解決手段】ポリ乳酸とポリプロピレンとゴムを含み、水分含量が500ppm以下であるポリ乳酸系樹脂組成物を原料とし、成形温度及び滞留時間が下記式となる条件で射出成形することを特徴とするものである。
Y≦-2.1X+489(ここで、Xは成形温度(℃)であり、Yは滞留時間(分)である)
(もっと読む)
金型の温度制御システム、テープカートリッジ及び成形品の成形方法
【課題】冷媒の切換時における、一方の冷媒回路から他方の冷媒回路への冷媒の流入を抑制する。
【解決手段】温度制御システム10は、低温冷媒が循環する低温冷媒回路8と、高温冷媒が循環する高温冷媒回路9と、金型1に対する低温及び高温冷媒回路8,9の接続状態を、低温接続状態と高温接続状態との間で切り換える切換機構11とを備える。切換機構11は、低温接続状態と高温接続状態との間で接続状態を切り換えるときに、次の接続状態で金型1に連通させる冷媒回路を金型1の流入側に連通させ且つ金型1の流出側を次の接続状態で金型1から遮断する冷媒回路に連通させることによって、次の接続状態で金型1に連通させる冷媒回路から金型1へ冷媒を流入させ且つ金型1からの冷媒を次の接続状態で金型1から遮断する冷媒回路へ流出させる遷移接続状態に所定の期間だけ設定した後に、低温及び高温接続状態を切り換える。
(もっと読む)
射出成形用金型,温調ユニットおよび射出成形方法
【課題】射出成形サイクル中の金型の加熱,冷却に要する時間を短縮,及び消費エネルギーの節約が可能な射出成形用金型,温調ユニット及び射出成形方法を提供すること。
【解決手段】
成形不良箇所に応じて設置される温調ユニット10を備え,温調ユニット10は,金型表面近傍に金型表面と平行に設置された電熱ヒーター11と,金型表面に対し,電熱ヒーター11よりも遠い位置に,金型表面および電熱ヒーター11と平行に設置された冷却回路12とを有し,電熱ヒーター11及び冷却回路12は,電熱ヒーター11の面と冷却回路12の面とが交互に金型表面に対向するように形成されている射出成形用金型。
(もっと読む)
樹脂・金属複合積層材
【課題】インモールド成形やインサート成形によって、表面に溶融樹脂を射出して固着一体化するのに適した樹脂・金属複合積層材を提供する。
【解決手段】金属板と、ポリカーボネート系樹脂及びポリエステル系樹脂の混合樹脂を主成分とする樹脂層と、を備えた樹脂・金属複合積層材、好ましくは前記樹脂層と金属板との間に、ポリアミド系樹脂を主成分とする中間層を備えた樹脂・金属複合積層材を提案する。
(もっと読む)
樹脂原料の可塑化装置及び可塑化方法
【課題】Ni基合金は比較的硬度が低く、鍛圧加工して高強度化したものであってもその硬度はHV380〜440程度であり、多用されている硬質クロームメッキの硬度HV800〜900に対してかなり低いものである。そのため、Ni基合金処理されたスクリュや加熱筒は、耐食性はあっても耐磨耗性は乏しいので、可塑化中のスクリュ回転に伴って齧りが発生する虞がある。
【解決手段】可塑化中に腐食性ガスを発生する樹脂原料Mを原料調節装置13により供給量を制限して加熱筒3へ供給し、スクリュ4と加熱筒3との両対向面におけるスクリュ4の対向面及び/又は加熱筒3の対向面にNi基合金処理を施した前記スクリュ4及び前記加熱筒3により前記樹脂原料Mを可塑化する。
(もっと読む)
射出成形機の射出ノズル
【課題】ゴム材料が射出ノズルを通過する際に発熱を効率的に行わせ得て、成形型に注入されるゴム材料の温度を従来に増して高い温度となし得、成形サイクルタイムを短くすることができるとともに、必要に応じてゴム材料の発熱量,昇温の程度を簡単に調節することのできるゴム射出成形機の射出ノズルを提供する。
【解決手段】射出シリンダ24の射出チャンバに充填されたゴム材料を成形型に射出する射出成形機の射出ノズル30を、先端部にノズル孔48を有するノズル本体36と、ノズル本体36とは別体をなしてノズル本体36の凹所44の内部に嵌合状態に挿入された多数の細孔52を有する多孔構造の摩擦発熱体38とで構成し、ゴム材料を多数の細孔52を軸方向に通過させそこで摩擦発熱させるとともに、更にノズル孔48を通過させることで発熱させ、成形型へと供給するようになす。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
フックファスナーエレメントを成形型アセンブリに組み込むシステムおよび方法
【課題】製造および組み込みプロセスの効率を向上させることができるフックファスナーエレメントを成形型アセンブリに組み込むシステムおよび方法を提供する。
【解決手段】システムは、その表面に少なくとも一つのトレンチを画定する成形型と、トレンチの表面に配置される二つ以上のフックファスナーエレメントと、を備える。各フックファスナーエレメントは、(1)長尺な基材と、(2)長尺な基材の上面から上向きに延出する複数のフックと、(3)長尺な基材の中に配置される磁性材料と、を備える。トレンチの磁性部分は、フックファスナーエレメントを吸引し、二つ以上のフックファスナーエレメントを互いに隣接するように整列させてトレンチに保持し、二つ以上のフックファスナーエレメントは互いに結合されておらず、隣接するフックファスナーエレメントの端部同士を突き合わせた関係でトレンチに配置される。
(もっと読む)
射出成形用金型の調節構造ならびにこれを使用するインターロックピン、コアピンおよび成形用支持ピン
【課題】 ガイドピンまたはインターロックピンを交換することなく型ずれを解消できるとともに、コアピンの位置をも調整できる調節構造を提供し、同時に、この調節構造を備えたインターロックピン、コアピンおよび成形用支持ピンを提供する。
【解決手段】 射出成形金型の調節構造を備える位置調整部材1は、可動型A1の入れ子6に設けられ、挿通孔31を偏心してなるスリーブピン3と、挿通孔31内に摺接可能に挿通されるセンターピン2とを備え、上記センターピン2は、挿通孔31内に配置されるピン本体22と、このピン本体22の先端に偏心して設けられ、上記スリーブピン3から突出するピン頭部21とを備える。センターピン2およびスリーブピン3を周方向に回動させることにより位置調整が行われ、ガイドピンまたはインターロックピンを交換することなく型ずれを解消することができる。
(もっと読む)
エジェクターピンの周囲を使って射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 また、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aに、エジェクターピン124の周囲を使って減圧しながら、そこにエジェクターピン124の周囲を使って窒素ガスを送り込み、少なくとも金型111、112をタッチさせた状態で減圧と窒素ガスを送り込むことを終了してから、その後キャビティ110aに溶融した樹脂を送り込むことを特徴としている。
(もっと読む)
移動式射出成形装置専用コンテナー
【課題】生産と使用の中間過程を減らし、コストと加工時間を節約し、必要のない浪費を削減した上、生産効率を高め、悪環境の中でも射出成型製品の加工生産のできる移動式射出成型装置専用コンテナーを提供すること。
【解決手段】台座(1)と、台座の周囲にヒンジで連結する側板(2)と、台座(1)の上に設置される床板(3)と、床板の下に設置される貯水槽(4)と、床板の上に設置される射出成型装置(5)と、側板の上に設置される簡易棚(6)と、簡易棚(6)の上に覆われるズック覆い(7)とを含む移動式射出成型装置専用コンテナーである。
(もっと読む)
金属化プラスチック成形品の製造方法および該成形品の使用
【課題】
金属光沢および他の通常の装飾効果を有するプラスチック成形品を、技術的に単純な様式で製造することができる方法を提供する。
【解決手段】
(a)20〜150nm厚さの金属層を、50〜750μm厚さの半透明プラスチックフィルムに適用する工程、(c)5〜50μm厚さの接着層を、フィルムの金属化した面の上に適用する工程、(f)得られた生成物を形状化する工程、(g)形状化した生成物に半透明の熱可塑性プラスチックを裏面射出成形する工程、および(b)最後に、(a)の金属化フィルム上の金属層を、レーザーによって部分的に除去する工程を含んでなるプラスチック成形品の製造方法。
(もっと読む)
低ミカン肌を有する長繊維熱硬化性複合材料
クラスA表面を含む強化ポリマーおよび製造方法を開示する。強化ポリマー複合材料は、バリア層第1表面、バリア層第2表面および複数のハードセグメントドメインを含むポリマーバリア層を含んでなる。強化ポリマー複合材料はまた、バリア層第1表面の少なくとも一部を覆う強化ポリマー層を含んでなり、該ポリマー層第2表面は、クラスA品質を示し、複数のハードセグメントドメインは、実質的にポリマーバリア層の変形を、強化ポリマー複合材料の成形温度で抑制する。必要に応じて、クラスA表面を有するインモールドコーティングは、バリア層第2表面の少なくとも一部を覆う。  (もっと読む)
(もっと読む)
2,041 - 2,060 / 6,556
[ Back to top ]