
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
41 - 60 / 6,556
インモールド成形方法、並びに当該成形方法に使用する位置合わせステーションおよびシート材

【課題】シート材からインモールドラベルを打ち抜いて使用するインモールド成形方法において、低コストで、最終製品表面における「ラベル」の位置を正確に位置合わせする。
【解決手段】シート材2からインモールドラベル5を打ち抜いて、打ち抜かれたインモールドラベル5をロボットアームで成形型60内に配置する工程を含むインモールド成形方法に使用するラベル位置合わせステーション30。このラベル位置合わせステーション30は、打ち抜かれたインモールドラベルが置かれるテーブル31と、テーブルの周囲に配置され、テーブル面に対してほぼ直交する壁面を備え、テーブル中心に向かう前進およびテーブル中心から遠ざかる後退が可能な進退壁32とを備える。進退壁32が後退した状態でテーブル面上にインモールドラベル5が置かれた後、進退壁32が前進することで、テーブル面に対するインモールドラベル5の相対位置が所望位置に合わせられる。
(もっと読む)
樹脂プーリ

【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
射出成形機およびその射出制御方法
【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
成形機の制御装置と制御方法
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
インモールドラベル成形用のラベル形成装置及びラベル形成方法
【課題】ラベルの形成を長時間に亘って連続して行うことができ、ラベル形成作業を効率的に行う。また、形成しようとするラベルに応じた打抜形成部を用意して交換する必要がなく、ラベル形成コストが低減する。
【解決手段】ラベル形成領域に移送されたラベルシートの各ラベル図柄に対してレーザ光発振手段から出力されるレーザ光をレーザ光走査手段によりラベル図柄の外形に沿って出力して溶融切断することによりラベルを形成する。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
成形体の製造方法および光学射出成形体
【課題】成形性に優れた重合体を用いて耐熱性に優れた成形体を製造する方法と、耐熱性および成形性に優れた光学射出成形体を提供する。
【解決手段】トリシクロ[4.3.0.12,5]デカ−3−エンの繰り返し単位20〜50重量%、式(2)の繰り返し単位50〜80重量%、2−ノルボルネン(誘導体)の繰り返し単位8重量%以下を有し、ポリスチレン換算重量平均分子量が35,000〜55,000である環状オレフィン系重合体を、射出成形する。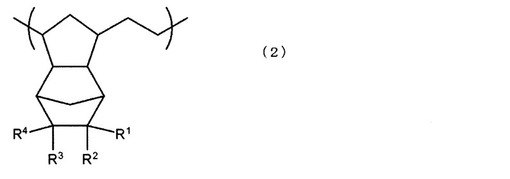 (もっと読む)
(もっと読む)
細胞培養容器の製造方法
【課題】本発明は、機能性有機化合物層を有する機能性基体と、容器本体部材との、超音波溶着や射出成形などの熱及び圧力を伴う接合方法において、機能性有機化合物層の機能を維持しながら接合する技術を提供する。
【解決手段】本発明の方法の第一の実施形態は、樹脂製の容器本体部材(101、102、103、105、106)と、樹脂製の基材層(502)及び機能性有機化合物層(501)を備える機能性基体(140)とを、前記部材の表面と、機能性基体の基材層又は機能性有機化合物層の周縁部(640又は610)の表面とが接する部位において、超音波溶融、インモールド成形等の手段により、樹脂を溶融一体化して接合する工程を含む。
(もっと読む)
射出成形機の管理システム
【課題】大規模な成形工場や複数の生産ライン間での生産管理を効率よく行える射出成形機の管理システムを提供すること。
【解決手段】複数の射出成形機30と1台の管理装置10から構成される管理単位1,2を備え、射出成形機30と管理装置10は生産情報を送受信する通信部を有し、管理装置10は管理装置間で生産情報を送受信する通信部を有し、管理単位1,2の2台以上の管理装置10と接続する通信部を有した表示装置20を備え、表示装置20は射出成形機30に関する生産情報を転送元生産情報として選択する転送元生産情報選択部と、前記転送元生産情報を管理する管理装置10と異なる管理装置10で管理される射出成形機30を転送先射出成形機として選択する転送先射出成形機選択部を有し、前記転送元生産情報を管理する管理装置10と前記転送先射出成形機を管理する管理装置10によりる射出成形機の管理システムである。
(もっと読む)
レンズの製造方法、レンズおよび光学装置
【課題】有効径よりも外側に無駄な領域が生じるのを抑制しながら、ゲート部を適切に切除可能なレンズの製造方法、レンズ、および、当該レンズを用いた光学装置を提供する。
【解決手段】対物レンズ100は、射出成形により成形されたレンズ中間体1からコバ部101の側面に形成されたゲート部13を切除することにより製造される。対物レンズ100は、円形のレンズ面102、103と、レンズ面102、103の周囲に形成されたリング状のコバ部101と、を有する。ゲート部13を切除した後の切断面Ct1がレンズ面102、103の光軸に対して傾くように、ゲート部13を切除する。
(もっと読む)
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
接着体の製造方法
【課題】インサート部品の温度が30〜150℃という比較的低温の状態でも、インサート部品と熱可塑性重合体組成物とを強固に接合させ得る、インサート成形による接着体の製造方法を提供すること。
【解決手段】インサート部品を保持した金型へ熱可塑性重合体組成物を充填して成形するインサート成形による接着体の製造方法であって、熱芳香族ビニル化合物単位を含有する重合体ブロックと共役ジエン化合物単位を含有する重合体ブロックとを有するブロック共重合体またはその水素添加物である熱可塑性エラストマー(A)100質量部に対して、ポリビニルアセタール樹脂(B)1〜100質量部、極性基含有オレフィン系共重合体(C)5〜100質量部および軟化剤(D)0.1〜300質量部とを含有する熱可塑性重合体組成物を用い、かつインサート成形時のインサート部品4の温度を30〜150℃にする、接着体の製造方法。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、プレボードP1を成形型50によってプレス成形することでトリムボード20を成形する基材成形工程と、成形型50によってトリムボード20がプレスされた状態で、上型における下型との対向面61Aに形成されたランナー67内に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、上型における下型との対向面61Aには、ランナー67に隣接する形で溝部76,77が形成され、基材成形工程では、成形型50によってプレボードP1がプレスされた際に、プレボードP1を構成する熱可塑性樹脂を含む材料の一部が溝部76,77に入り込むことを特徴とする。
(もっと読む)
複合基板および複合基板の製造方法
【課題】 特殊な工具や作業工数を要することなく、簡易に射出成形基板とプリント配線基板とを接合することが可能な複合基板の製造方法等を提供する。
【解決手段】 回路導体13を所定位置にピン等で射出成形金型である金型19a、19bに固定する。この際、プリント配線基板15を所定の位置に配置し、プリント配線基板5のパット15と回路導体13とを接触させる。この状態で、金型19a、19bにより形成されるキャビティ内に樹脂11を射出して射出成形を行う。金型19a、19b内に樹脂11を射出する際、射出温度によって回路導体13(めっき層17)の温度が上昇する。射出温度がめっき層17の溶融温度よりも高ければ、射出時にめっき層17が溶融する。したがって、回路導体13の表面とパット15との接触部において、めっき層17が溶融し、その後の冷却時にろう付けされる。
(もっと読む)
被覆体を有する樹脂成形品
【課題】被覆体の突出部をガーニッシュ本体の裏側へと巻き込んで固定する作業がより容易な被覆体を有するピラーガーニッシュを提供する。
【解決手段】被覆体13のガーニッシュ本体12の表側の縁部から突出する突出部31の裏側に係止部14を樹脂により設ける。ガーニッシュ本体12の裏側に係止受部15を設ける。係止部14をガーニッシュ本体12の裏側へと折り返して係止受部15に係止する。被覆体13の突出部31をガーニッシュ本体12の裏側へと巻き込んで固定する作業をより容易にできる。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法
【課題】突板のパターンが細かくなった場合でも、突板とベースフィルムとの接着が強固な突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法を提供する。
【解決手段】突板インサート用フィルムは、ベースフィルムと、ホットメルト接着剤層を介して前記ベースフィルムの一方の面に接着された、所定のパターンを有する突板と、を備え、前記ホットメルト接着剤層は、前記ベースフィルムと前記突板との接着部分の周囲にはみ出したはみ出し部分を有する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
41 - 60 / 6,556
[ Back to top ]