
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
161 - 180 / 6,556
注入ノズル
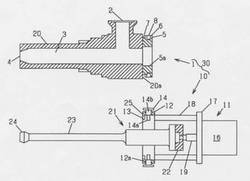
【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
歪センサの取り付け構造及び歪測定装置

【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
(もっと読む)
運搬補助具及びその製造方法
【課題】ラベルの位置ずれをより確実に防止するとともに、ラベルの損傷の抑制を図ることのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する長側面成形部31には、キャビティ25を画定する成形面において収容凹部32が形成されるとともに、収容凹部32に嵌入される移動ブロック41が設けられている。移動ブロック41には、キャビティ25の空気を吸引可能とし、移動ブロック41の成形面にラベル11を吸着させるためのスリット35が形成されている。また、移動ブロック41は、当該移動ブロック41の成形面に吸着されたラベル11の全体が前記収容凹部32の内側に位置する退避位置と、移動ブロック41の成形面に吸着されたラベル11の全体が収容凹部32の外側に位置する成形位置との間を変位可能に構成されている。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
射出成形システム
【課題】周辺機器による消費電力を低減させる射出成形システムを提供すること。
【解決手段】本発明に係る射出成形システムは、成形動作を行う射出成形部と、周辺機器80に電源を供給可能な電源供給部75と、射出成形部及び電源供給部75を制御する制御部70とを有する射出成形システムであって、制御部70は、電源供給部75の周辺機器80に対する電源の供給と遮断とを切り換える電源制御部71を有する。好適には、電源制御部71は、射出成形部の稼働状況に応じて周辺機器80に対する電源の供給と遮断とを切り換える。より好適には、電源制御部71は、成形動作が止まったときに周辺機器80に対する電源の供給を遮断する。
(もっと読む)
成形不良評価方法および成形不良評価装置
【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム
【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
少なくとも一つの硬質部材と少なくとも一つの軟質部材を含む複合材料
【課題】高いレベルの電磁波遮蔽性を有する複合材料の提供。
【解決手段】導電性添加剤を含む弾性率が1000MPa以上である少なくとも一つの硬質部材と、導電性添加剤を含む弾性率が500MPa以下である少なくとも一つの軟質部材とが結合したプラスチック複合材料であり、前記複合材料の導電率は0.01S/cmよりも大きく、表面導電率は0.1S/cmよりも大きく、さらに、複合材料の結合強度は少なくとも0.5N/mm2である。
(もっと読む)
射出成形方法
【課題】容器に機能付与材を有するシート体をインサート成形した場合であっても、機能付与材の剥がれや、該機能付与材の構成成分が液体等に溶出することを防止することができる射出成形方法を提供する。
【解決手段】シート体16が埋め込まれた成形品を作製する射出成形方法であって、第1金型30のキャビティ面32にシート体16を設置する第1ステップと、第1金型30と成形材料12の注入部36を有する第2金型38とを型閉めしてキャビティ40を形成する第2ステップと、第2金型38の注入部36を通じてキャビティ40内に成形材料12を注入する第3ステップとを有し、シート体16は、成形品10に機能を付与する機能付与材と、ガラス転移点が120℃〜140℃の範囲にある保護材とを少なくとも有し、第1ステップにおいて、保護材が第1金型30のキャビティ面に接するようにシート体16を設置する。
(もっと読む)
加湿および流体加温のための特定の適用による電気ヒーター
【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
ウォームホイール
【課題】高強度、小型且つ軽量であり、また、歯打ち音の減衰効果に優れ、しかもコスト安価なウォームホイールを提供する。
【解決手段】ウォームホイール8は、金属製の歯形成部15と、金属製の軸14と、歯形成部15および軸14を繋ぐ合成樹脂製の樹脂部16と、を備える。樹脂部16は、軸14と接合する第2環状部22と、歯形成部14を保持する第3環状部23と、第2および第3環状部22,23間に介在する円盤部41と、を含む。円盤部41は、軸方向X1において第2環状部22の中間位置に接続されている。
(もっと読む)
射出成形機のパージ廃材排出装置
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
射出成形機および射出成形機の作動方法
【課題】加熱筒内にて前側に逆流防止装置が設けられ回転可能かつ前後進可能なスクリュを用いて材料の可塑化工程を行う際に、計量される溶融材料の量を安定させることができる射出成形機および射出成形機の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒内にて前側に逆流防止装置18が設けられ回転可能かつ前後進可能なスクリュ17を用いて材料の可塑化工程を行う射出成形機11の作動方法において、可塑化工程時には逆流防止装置18よりも後方側の加熱筒内の空間が真空状態に保持されるとともに、溶融材料をスクリュ前方28に供給し、スクリュ回転終了より後にスクリュ17を前進させる。
(もっと読む)
成形機の射出装置
【課題】射出プランジャを駆動する液圧装置を小型化できる成形機の射出装置を提供する。
【解決手段】射出装置5は、キャビティCaへ成形材料を押し出す射出プランジャ11と、射出プランジャ11を駆動するシリンダ装置13と、作動液を送出可能なポンプ15と、ポンプ15を駆動するモータ17と、圧力が付与された作動液を保持するアキュムレータ19と、シリンダ装置13への作動液の供給を制御する液圧回路321と、液圧回路321及びモータ17を制御する制御装置22とを有し、液圧回路321及び制御装置22は、ポンプ15によりアキュムレータ19を蓄圧し、高速射出をアキュムレータ19からシリンダ装置13への作動液の供給により行い、増圧及び射出プランジャ11の後退をポンプ15からシリンダ装置13への作動液の供給により行うように構成されている。
(もっと読む)
封止成形体の製造方法、及び封止成形体
【課題】半導体素子等の金型にセットされる部品を、金型内で動かないように固定しておくためのエジェクトピン等により、封止成形体の表面に形成される開口を塞ぐ必要を無くす技術を提供する。
【解決手段】表面に部品が載置された第一樹脂成形体を金型に保持させる保持工程と、保持工程後に、熱可塑性樹脂組成物を金型内に射出することで、第一樹脂成形体と接合されて、第一樹脂成形体とともに部品を覆う第二樹脂成形体を形成する封止工程と、を備える封止成形体の製造方法で封止成形体を製造する。
(もっと読む)
油圧ユニット
【課題】油ポンプを駆動制御する、油圧ユニット内に収納されている電力変換素子を確実に冷却する。
【解決手段】油圧ユニット10は、油を貯留する油タンク20と、油タンク20と対象物との間での油を循環させる油ポンプ30と、油ポンプ30を駆動制御する電力変換器42とを備えている。電力変換器42は、油タンク20に取り付けられる一方、油タンク20には、油タンク20内において油が流れる油流動部2bに面して電力変換器42の電力変換素子44の放熱部46が構成されている。
(もっと読む)
射出成形用プロピレン系樹脂組成物、これを用いてなる成形体及びその製造方法
【課題】本発明は、分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))が6以上であるプロピレン系樹脂を射出成形した場合であっても、射出後の冷却時間を長期化させずに、エジェクターピンによる白化や変形などの成形不良を生じることなく金型から離型でき、寸法精度に優れている成形体を提供することが可能な射出成形用プロピレン系樹脂組成物を提供する。
【解決手段】本発明の射出成形用プロピレン系樹脂組成物は、分子量分布が6以上であるプロピレン系樹脂100重量部、平均粒子径が1〜7μmであるタルク1〜3重量部、及びステアリン酸金属塩0.1〜1.5重量部を含むことを特徴とする。
(もっと読む)
プロピレン系樹脂成形体
【課題】射出成形により微細構造パターンが表面に転写された成形品であって、微細凹凸の転写性に優れ、ウエルドラインの発生がなくウエルド外観が良好で、また寸法精度に優れた精密成形体を提供する。
【解決手段】下記(i)〜(iv)を満たすプロピレン系樹脂を射出成形して微細構造パターンが表面に転写された成形体であって、前記微細構造パターンは、幅が0.01〜100μmの範囲にあり、高さ又は深さが0.1〜500μmの範囲にある凸部及び/又は凹部から構成されていることを特徴とするプロピレン系樹脂成形体。
(i)プロピレンと0.8〜10重量%のエチレンとの共重合体である。
(ii)示差走査熱量測定(DSC)による結晶化開始温度が111℃以下。
(iii)MFRが15〜100g/10分。
(iv)曲げ弾性率が1100MPa以下。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
161 - 180 / 6,556
[ Back to top ]